using linuxcnc for laser fiber marking
- mahdi2001h
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 30
- Thank you received: 0
06 Oct 2021 08:17 #222337
by mahdi2001h
using linuxcnc for laser fiber marking was created by mahdi2001h
Hi
I want to create a fiber laser marking with linuxcnc and galvo with xy2-100
I could run and use this setup .
But when I want to mark, for example, a square, because of the high speed, the square turns into a circle!
I used g64 for solve this problem.
But my next problem is the increase in speed along the line, and when it approaches the vertex of the square, its speed decreases
There is no problem if the spindle is used, but if the laser is stopped for a long time, it will damage the part.
and finally four points remain from the square
Does anyone have a solution to this problem?
I want to create a fiber laser marking with linuxcnc and galvo with xy2-100
I could run and use this setup .
But when I want to mark, for example, a square, because of the high speed, the square turns into a circle!
I used g64 for solve this problem.
But my next problem is the increase in speed along the line, and when it approaches the vertex of the square, its speed decreases
There is no problem if the spindle is used, but if the laser is stopped for a long time, it will damage the part.
and finally four points remain from the square
Does anyone have a solution to this problem?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 11994
- Thank you received: 4084
06 Oct 2021 09:16 #222340
by rodw
Replied by rodw on topic using linuxcnc for laser fiber marking
There is not much you can do to circumvent the laws of physics.
But define high velocity.
What is cutting velocity?
What is maximum velocity?
What is your maximum acceleration? This is probably the most important parameter.
The size of the rounded corner and velocity reduction is determined by the machine's acceleration. I can;t be specific without the specifics requested.
I would explore reducing the laser power when cut velocity falls below the commanded velocity using a custom component.
But define high velocity.
What is cutting velocity?
What is maximum velocity?
What is your maximum acceleration? This is probably the most important parameter.
The size of the rounded corner and velocity reduction is determined by the machine's acceleration. I can;t be specific without the specifics requested.
I would explore reducing the laser power when cut velocity falls below the commanded velocity using a custom component.
Please Log in or Create an account to join the conversation.
- mahdi2001h
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
06 Oct 2021 10:40 #222345
by mahdi2001h
Replied by mahdi2001h on topic using linuxcnc for laser fiber marking
In fact my speed is not very high(for my work)
my normal speed is 200 mm/s
but because linuxcnc is for milling machine have some laws that not means in fiber marking
for example move shouldnt have acceleration(or should be very high). this in hardware is possible But I do not know how to do this in software(linuxcnc)
and about the reducting laser power should say that impossible because I want to marking on a plate not cutting .
my normal speed is 200 mm/s
but because linuxcnc is for milling machine have some laws that not means in fiber marking
for example move shouldnt have acceleration(or should be very high). this in hardware is possible But I do not know how to do this in software(linuxcnc)
and about the reducting laser power should say that impossible because I want to marking on a plate not cutting .
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
06 Oct 2021 13:28 #222357
by andypugh
Replied by andypugh on topic using linuxcnc for laser fiber marking
Your INI file defines max velocity and acceleration for each axis.
If you are using a galvanometer then those numbers should be very high.
So, turn off G64 and edit the INI limits instead.
If you are using a galvanometer then those numbers should be very high.
So, turn off G64 and edit the INI limits instead.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
06 Oct 2021 13:29 #222358
by andypugh
Replied by andypugh on topic using linuxcnc for laser fiber marking
As an aside the velocity limit for a galvanometer (in terms of spot velocity) can be faster than the speed of light.
Please Log in or Create an account to join the conversation.
- mahdi2001h
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
06 Oct 2021 15:43 #222374
by mahdi2001h
Replied by mahdi2001h on topic using linuxcnc for laser fiber marking
I increased speed , but my main problem is acceleration i set that to very high , but when pointer close to the shape cornel the speed is decreased .
this is my G code
G00 X0 Y0
G01 X1 Y0
G01 X1 Y1
G01 X0 Y1
This photo may help me convey the message
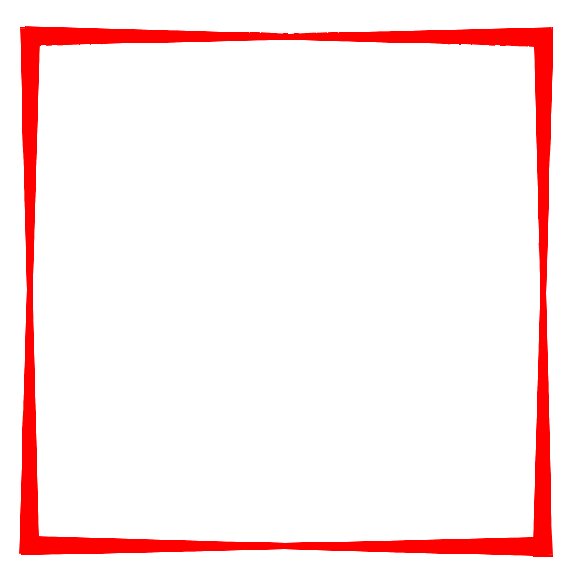
Where the line is thicker the speed decreases and where the line is thinner the speed increases
this is my G code
G00 X0 Y0
G01 X1 Y0
G01 X1 Y1
G01 X0 Y1
This photo may help me convey the message
Where the line is thicker the speed decreases and where the line is thinner the speed increases
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
06 Oct 2021 15:52 #222375
by andypugh
Replied by andypugh on topic using linuxcnc for laser fiber marking
I think that the slowing in the corners is probably due to you having G64 Pn active still.
Do you still get this with G64 P0 ? (I would expect a corner rounding instead)
Do you still get this with G64 P0 ? (I would expect a corner rounding instead)
Please Log in or Create an account to join the conversation.
- mahdi2001h
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
06 Oct 2021 16:06 #222377
by mahdi2001h
Replied by mahdi2001h on topic using linuxcnc for laser fiber marking
It works but it does not benefit me.
However at the beginning of the shape and the end of the shape, the increase and decrease of speed still happens.
However at the beginning of the shape and the end of the shape, the increase and decrease of speed still happens.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
06 Oct 2021 17:47 #222385
by PCW
Replied by PCW on topic using linuxcnc for laser fiber marking
I think your acceleration is still set _way_ too low
Please Log in or Create an account to join the conversation.
- mahdi2001h
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
12 Oct 2021 12:04 #222927
by mahdi2001h
I set the acceleration to the maximum value and it was solved
But now there is another problem
When the cursor moves at high speed,The square location on the screen shifts
I think that's why I use velocity mode for pid , But I do not know how to solve it.
Replied by mahdi2001h on topic using linuxcnc for laser fiber marking
you are right.I think your acceleration is still set _way_ too low
I set the acceleration to the maximum value and it was solved
But now there is another problem
When the cursor moves at high speed,The square location on the screen shifts
I think that's why I use velocity mode for pid , But I do not know how to solve it.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.235 seconds