Question about THC parameters
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
26 Oct 2021 11:51 #224381
by phillc54
Replied by phillc54 on topic Question about THC parameters
I didn't realise that you needed the exact velocity of your THC so I was only giving you a simplistic answer, it is more complex than that as it also takes into account the scaling and the resolution of the Z axis eoffset and it will change every one millisecond.
Why do you need to know the exact value?
Why do you need to know the exact value?
The following user(s) said Thank You: shizyo
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
26 Oct 2021 20:54 #224426
by rodw
Replied by rodw on topic Question about THC parameters
Your torch speed will be up to your maximum velocity. The whole intent of a PID is it is a self adjusting algorithm that converges on the set point. If you google it, there are plenty of explanations.
The following user(s) said Thank You: shizyo
Please Log in or Create an account to join the conversation.
- shizyo
- Offline
- Junior Member
-

Less
More
- Posts: 34
- Thank you received: 2
26 Oct 2021 23:59 #224447
by shizyo
Replied by shizyo on topic Question about THC parameters
I have no intention of digging too much into the details of how a PID controlled THC works but I just want to control the thc exactly like what I want. The reason is that when I cut a rectangle, the torch will cut one edge of the rectangle at the target voltage(69v) but when the torch changes the direction, the voltage will change to 71v or 72v even in the middle of a long edge. I was wondering why the thc wouldn't cut all the same edges of the rectangle at the same voltage. Is that because my thc speed not fast enough or I missed something in the PID setting?
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21764
- Thank you received: 7438
27 Oct 2021 00:23 #224451
by tommylight
Replied by tommylight on topic Question about THC parameters
Disable VAD = Velocity Anti Dive
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
27 Oct 2021 00:34 #224453
by phillc54
Replied by phillc54 on topic Question about THC parameters
Is THC ENABLED on during the cut?
Is THC ACTIVE on during the cut0?
Is THC ACTIVE on during the cut0?
- if NO, is either VELOCITY A/DIVE or VOID A/DIVE on during the cut?
- if YES, is either UP or DOWN on during a cut?
Please Log in or Create an account to join the conversation.
- shizyo
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 2
27 Oct 2021 02:04 #224456
by shizyo
Replied by shizyo on topic Question about THC parameters
It might be a good idea to disable VAD to see how it goes. I always enabled it to lock the torch around the corners. Will try it next time when I am around the machine.
Yes, THC ACTIVE is on and everything is working as expected(VAD, Up and Down led), just the cutting voltage is slightly different for each edge. By the way, the rectangle I cut is around 50x100mm, my feedrate is 3900mm, my acceleration for x/y/z axis is 1500mm/s/s. Is the dimension of the rectangle too small for the thc to kick in after the VAD lock?
Yes, THC ACTIVE is on and everything is working as expected(VAD, Up and Down led), just the cutting voltage is slightly different for each edge. By the way, the rectangle I cut is around 50x100mm, my feedrate is 3900mm, my acceleration for x/y/z axis is 1500mm/s/s. Is the dimension of the rectangle too small for the thc to kick in after the VAD lock?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
27 Oct 2021 02:23 #224457
by phillc54
Replied by phillc54 on topic Question about THC parameters
If THS ACTIVE is on then that means VAD and/or VOID are not inhibiting it.
If UP or DOWN are on then the Z axis should be moving in the indicated direction and changing value in the DRO.
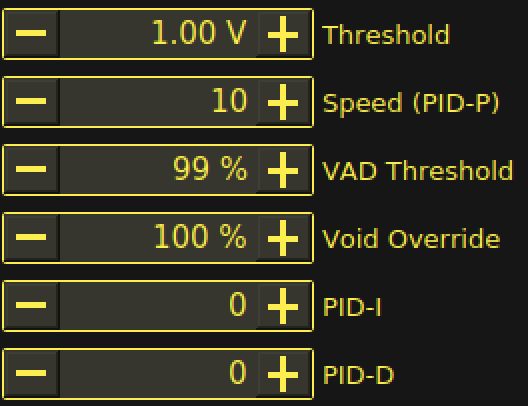
Attached are my sim settings and the z axis moving with a 1V differential between the target and the arc voltage.
If UP or DOWN are on then the Z axis should be moving in the indicated direction and changing value in the DRO.
Attached are my sim settings and the z axis moving with a 1V differential between the target and the arc voltage.
Attachments:
The following user(s) said Thank You: shizyo
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
27 Oct 2021 03:40 #224466
by rodw
Replied by rodw on topic Question about THC parameters
I guess the real question is; Is the cut quality still OK on the second and subsequent sides?
If so, don't worry.
Typically torch voltages changes 10 volts per mm so 1 volt is only 0.1mm
Say if you reduced to 80% and had to get back to cut speed, It will take 0.52 seconds so that might mean you travel say 3.5mm..
3900mm/min = 65 mm/sec so you will travel about 34mm in that time
If so, don't worry.
Typically torch voltages changes 10 volts per mm so 1 volt is only 0.1mm
Say if you reduced to 80% and had to get back to cut speed, It will take 0.52 seconds so that might mean you travel say 3.5mm..
3900mm/min = 65 mm/sec so you will travel about 34mm in that time
The following user(s) said Thank You: shizyo
Please Log in or Create an account to join the conversation.
- shizyo
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 2
27 Oct 2021 09:27 #224485
by shizyo
Replied by shizyo on topic Question about THC parameters
There is a difference between the edges/sides, I can see it with bare eyes but it's still in the tolerance. I even changed the threshold to 0.5v to see if there is any difference but not really. I guess I have to live with this until I figure out something. Btw, how do you get the result 0.52s for the cut speed to get from 80% to 100%?
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
27 Oct 2021 10:08 #224486
by rodw
Replied by rodw on topic Question about THC parameters
I dunno either now...
3900 mm/min = 3900/60 mm/sec = 65 mm/sec
65 * 20% = 13mm/sec
to accelerate from 52mm/sec to 65mm/sec @1500 mm/sec/sec
= 8.6 ms
Is that right?
My table at 5000 mm/sec/sec acceleration does it in 2.6 ms. I have noticed an improvement with corners since I upgraded it.
3900 mm/min = 3900/60 mm/sec = 65 mm/sec
65 * 20% = 13mm/sec
to accelerate from 52mm/sec to 65mm/sec @1500 mm/sec/sec
= 8.6 ms
Is that right?
My table at 5000 mm/sec/sec acceleration does it in 2.6 ms. I have noticed an improvement with corners since I upgraded it.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.197 seconds