Probe_basic Toolchanger
- spumco
- Offline
- Platinum Member
-

- Posts: 2126
- Thank you received: 882
a homing sensor is already placed on my TC prototyp
The homing sensor you've shown is not likely to work well. You have it pointed at a small diameter shaft, and I'm inferring that you have a hole or some other flag to trigger the sensor. Proxys are remarkably accurate, but the further away from the axis of rotation you move the proxy & flag, the more accurate the final position will be. As drawn, the proxy will trigger (and thus your home position) with perhaps +/- half a degree of rotation depending on speed, flag shape, etc. and that will result in a significant deviation at the outer radius of the platter.
I suggest you mount the sensor to the outside of the carrier housing on a bracket, and use one of the pocket mounting screws as a flag. If you mount two sensors on a single bracket (one above the other), one of the pocket screw flags can be longer than the rest and act as a home flag.
Make the sensor bracket adjustable so you can fine-tune the home rotational position and sensor-to-flag distance.
Moving on:
So... no arduino...Ok.
Now that you've decided on using a stepper, what have you decided regarding the drive system?
Planetary reducer, geneva wheel, something else? Your answer will determine the control scheme used to rotate the platter.
As to the mesa card any of the ones you've mentioned should be sufficient to easily add another step output, but make a list of your IO requirements and see if you need more (or want more in the future).
Here's the IO I have that is specific to my ATC. I mentioned this earlier - your level of comfort may vary regarding safety:
- Sensors
- Step drive alarm (using closed-loop drive)
- platter home sensor
- pocket sensor
- Power draw bar cylinder extended
- Power draw bar cylinder retracted
- spindle lock cylinder extended
- spindle lock cylinder retracted
- carousel slide extended
- carousel slide retracted
- carousel chip cover door open
- Actuators (air solenoid valves)
- PDB active (spring return valve)
- carousel slide extend
- carousel slide retract
- chip cover door open (spring return valve)
- tool holder taper chip blast
- spindle lock cylinder (spring return valve)
- tool in pocket sensor
- Used to sense if a tool is in the pocket so we don't crash a loaded pocket in to a loaded spindle
- "That cant happen if the toochange sequence is programmed properly"
- Um... yes it can. If you tell LCNC the spindle is unloaded at the end of the day but forget to take the tool out of the spindle... and then try to do a tool change in the morning....crash.
- Anything that can reduce the chance of operator error causing a crash is good.
- Can't (easily) be a proxy as those need to be so close to the tool holder that the spindle will likely interfere. Some sort of laser maybe?
- Used to sense if a tool is in the pocket so we don't crash a loaded pocket in to a loaded spindle
- power draw bar fully up sensor
- BT30 taper holders can be 'grabbed' by the draw bar but not lined up with the spindle drive dogs - a dangerous condition as the tool isn't engaged with the taper
- I'm using the air cylinder position to monitor PDB condition, but because the cylinder ram isn't directly connected to the PDB my sensor assumes the tool is completely engaged in the taper.
- Same issue with the tool-in-pocket sensor: very little room for a proxy, and there isn't much difference in height between a partly-engaged drawbar and a fully-seated one.
- CNC_ANDI's ISO30 spindle won't have this issue, but I mention it for anyone else reading this later.
So next step is for you (CNC_ANDI) to figure out your mechanical drive system and IO requirements.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-

- Posts: 233
- Thank you received: 31
one with a longer screw to say pocket in place
and the second sensor to say holder in or not in pocket
i think my homing sensor works very well...
i don´t have any reducer, geneva wheel or something else like this.
i´m hoping it will work how i think it but i don´t now...
ok i was thinking the toolchanger project is much easier.
looks so easy but it´s very difficult....
is a rack-toolchanger much easier? that´s another option for me two...
hope you understand my broken german english.... sorry
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
- Posts: 2126
- Thank you received: 882
Do you know if your homing sensor works or not? Instead of blindly taking my advice - a good move an any case - do some testing.
Load up your pockets with tools and command a move to the home sensor at the speed & accel you intend to use 'for real.'
Mount a dial indicator or some other indicating device to the 'home' pocket and then repeat the homing sequence. Does the pocket line up perfectly every single time using your existing home sensor and trigger/flag?
This should also test if your stepper motor can handle moving the weight/inertia of a loaded platter.
If you aren't in a position to test the platter motion and homing... then you need to get yourself in that position. Bench testing has to happen at some point.
Regarding the mechanical assembly, I don't think its a good idea to mount the carousel directly to the stepper shaft. The entire weight of the assembly will bear on the stepper bearings, and those aren't designed to take significant axial loads. It's ok for a little testing, but you need to plan on making some sort of bracket & shaft assembly that takes the weight of the platter and then drive that shaft with the stepper (with belts or a shaft coupler). Your stepper will thank you.
And just as important... what happens if your stepper loses steps? You (will) have pocket sensor flags, but you'll need to account for lost steps in the ATC logic sequence.
Yes, a rack changer is easier. I did warn you that ATC's are complicated, didn't I?
Your English is, sadly, better than quite a few of my fellow 'Murican-speaking citizens. No worries there

Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
- Posts: 233
- Thank you received: 31
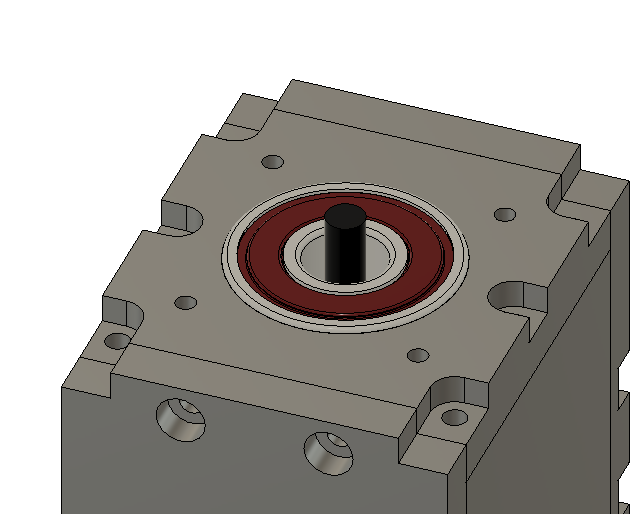
and then i will test the changer with full load of my biggest tools...
at my prototyp i´ve included a bearing. see the picture, i´m hopefully that works.
i don´t need much speed on the changer.
As I said, it's a prototype. if everything works great then I can optimize the changer.
yes you did itYes, a rack changer is easier. I did warn you that ATC's are complicated, didn't I?
")
Attachments:
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

- Posts: 1634
- Thank you received: 763
Given the added cost he's now looking at, why not just incorporate a Geneva mechanism.. seems like it would cost much less and be simple. Not sure why you give them the Heisman..lol

Anyhow, that would be my recommendation since he has no available stepgen readily available. One disk, one drive pin and then use a stepper with fwd rev speed pot setting board and home and index pulse on the platter.. easy peasy, control with simple io pins for fwd reverese.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
- Posts: 233
- Thank you received: 31
One disk, one drive pin and then use a stepper with fwd rev speed pot setting board and home and index pulse on the platter.. easy peasy, control with simple io pins for fwd reverese.
??? ääämmm what??? now i´m really conufsed... i don´t know what i have to doing now?
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
- Posts: 1634
- Thank you received: 763
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
- Posts: 2126
- Thank you received: 882
One disk, one drive pin and then use a stepper with fwd rev speed pot setting board and home and index pulse on the platter.. easy peasy, control with simple io pins for fwd reverese.
??? ääämmm what??? now i´m really conufsed... i don´t know what i have to doing now?
CNC_ANDI,
Remember earlier when I mentioned a geneva wheel is simpler to control, but more complex to fabricate?
And also that the 'stock' verison of PB's control scheme is based on a geneva wheel?
Lcvette is one of the Probe Basic devs and wrote the PB toolchange logic. He was suggesting that you use a geneva wheel mechanism as the software configuration is easier than with a position-mode stepper or servo.
I do not know your fabrication skills or available tools. If you are capable of fabricating a geneva wheel then you might give some consideration to @Lcvette's suggestion.
If you are not capable of fabricating a geneva wheel, then it's a moot point and you need to pursue a position-mode stepper system for the ATC.
Lcvette,
I know, we've been through the geneva vs. position-stepper before. You're absolutely right in that if somebody has a geneva mechanism your PB scheme is damn near plug-and-play with just a few IO.
But not everyone can build a geneva mechanism that is reliable, or wants to go through a number of iterations (is it too small/weak? too big? how much motor power do I need? etc.) to get one sorted out.
For those folks, myself included, I've pursued a position-mode stepper/servo option. Requires more fiddling with the control scheme than yours, but really isn't difficult to let carousel.comp do the heavy lifting to position the platter.
Like everything in LCNC, it comes down to choices: do you want to spend more time on the mechanical side, or more time on the software?
-R
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
- Posts: 1634
- Thank you received: 763
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
- Posts: 1634
- Thank you received: 763
Please Log in or Create an account to join the conversation.