Probe Basic ATC Setup Problems
- Lcvette
-

- Offline
- Moderator
-

Less
More
- Posts: 1634
- Thank you received: 763
15 May 2024 05:36 #300651
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
Did you resolve this?
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 0
01 Jun 2024 11:40 #302051
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
Sadly not 
To be honest I have no idea where to even look at this point.
For now I have gone back to manual tool changing which works without any problems.
But I really want to get the ATC working again since it worked perfectly fine with the old setup with the only drawback being that I had to manually change the pocket numbers when I changed out a tool in the ATC which wasn't very often since I had 24 pockets. But I assume that going back to an older Linuxcnc and probebasic version will be somewhat difficult as well since I don't know what exact version I was using.
To be honest I have no idea where to even look at this point.
For now I have gone back to manual tool changing which works without any problems.
But I really want to get the ATC working again since it worked perfectly fine with the old setup with the only drawback being that I had to manually change the pocket numbers when I changed out a tool in the ATC which wasn't very often since I had 24 pockets. But I assume that going back to an older Linuxcnc and probebasic version will be somewhat difficult as well since I don't know what exact version I was using.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1634
- Thank you received: 763
04 Jun 2024 02:26 #302288
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
@PeterSi
can you join the qtpyvcp chat on matrix? will be much easier to help resolve this then we can posat the findings for others here.
thanks!
Chris
can you join the qtpyvcp chat on matrix? will be much easier to help resolve this then we can posat the findings for others here.
thanks!
Chris
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1634
- Thank you received: 763
04 Jun 2024 02:40 #302289
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
also do you have customized python files in your config or are you using the latest python files included in the sim folder?
Please Log in or Create an account to join the conversation.
- pommen
-

- Away
- Senior Member
-

Less
More
- Posts: 54
- Thank you received: 19
22 Jun 2024 20:55 #303567
by pommen
Replied by pommen on topic Probe Basic ATC Setup Problems
I had the same problem on a fresh install, but not using a ATC. After I entered manual tool change in HAL the tool touch off sub exited as expected. Not identical circumstances, but perhaps close enough to pinpoint the issue.
/Peter
/Peter
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1634
- Thank you received: 763
25 Jun 2024 17:41 #303769
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
Pommen makes a good point, this sounds like it could be your hal for the tool change type. have a look and maybe try comparing the configs from the ATC sim hal?Sadly not
To be honest I have no idea where to even look at this point.
For now I have gone back to manual tool changing which works without any problems.
But I really want to get the ATC working again since it worked perfectly fine with the old setup with the only drawback being that I had to manually change the pocket numbers when I changed out a tool in the ATC which wasn't very often since I had 24 pockets. But I assume that going back to an older Linuxcnc and probebasic version will be somewhat difficult as well since I don't know what exact version I was using.
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
03 Oct 2024 10:42 #311218
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
Hi again,sorry for my long absence, I moved and had to disassemble my machine for transport. I am reassembling it now and setting up linuxcnc again. I freshly installed LinuxCNC 2.9.3 Debian 12 Bookworm PREEMPT-RT and followed the steps for the Probe Basic APT Stable Install. I made a new machine config using Pncconf and the Axis GUI and only modified what I needed to get my machine running. When everything worked, I followed the steps to convert the config to ProbeBasic and that worked as well. All basic functionality seems to work in ProbeBasic, expect the tool changes. It is similar to the problem I had before.
All ProbeBasic files (Python and subroutines) are unodified. I only changed my .hal .ini and the probe_basic_postgui.hal file.
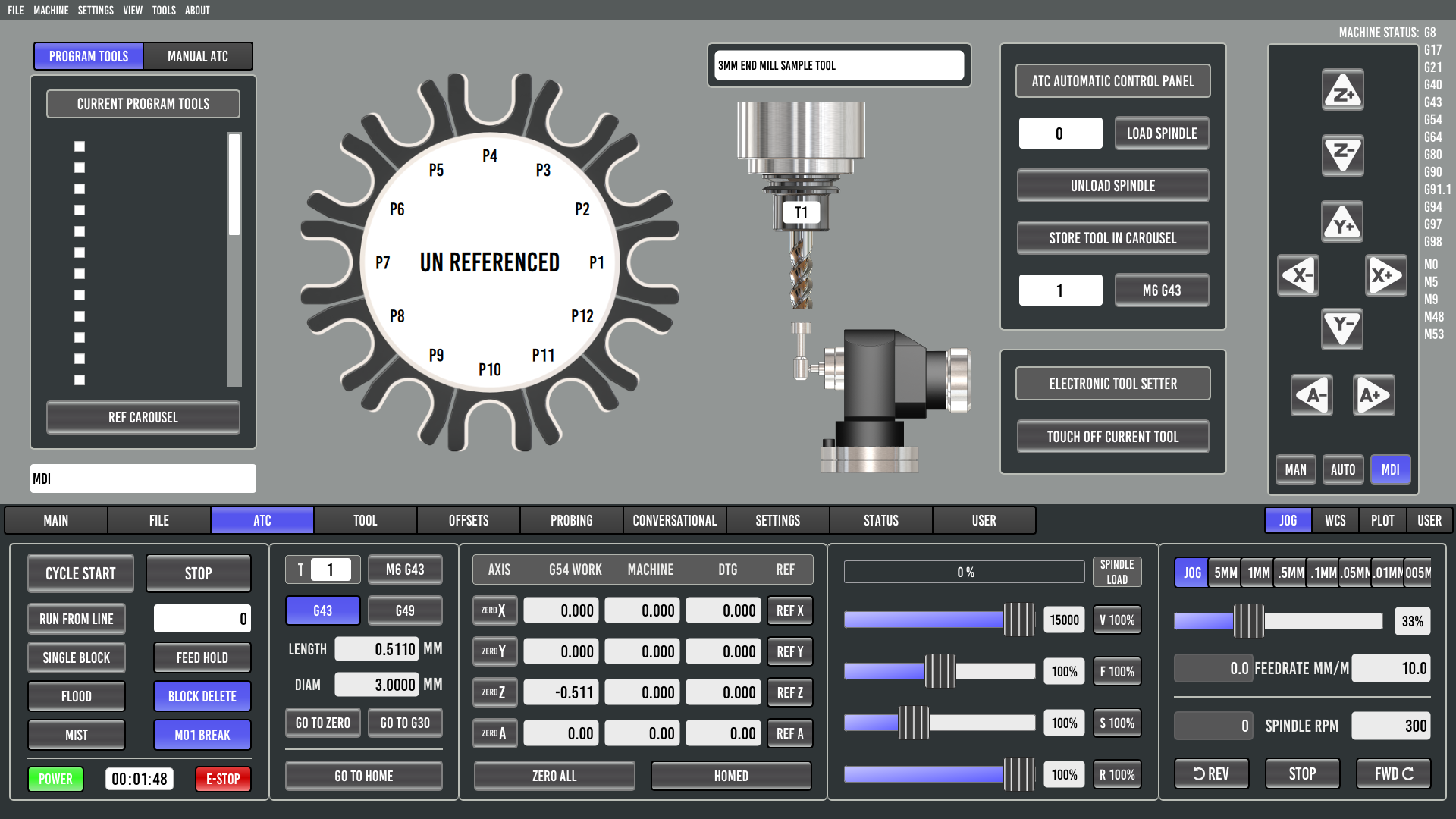
The machine is homed and Idle. Tool 1 is loaded in the spindle.
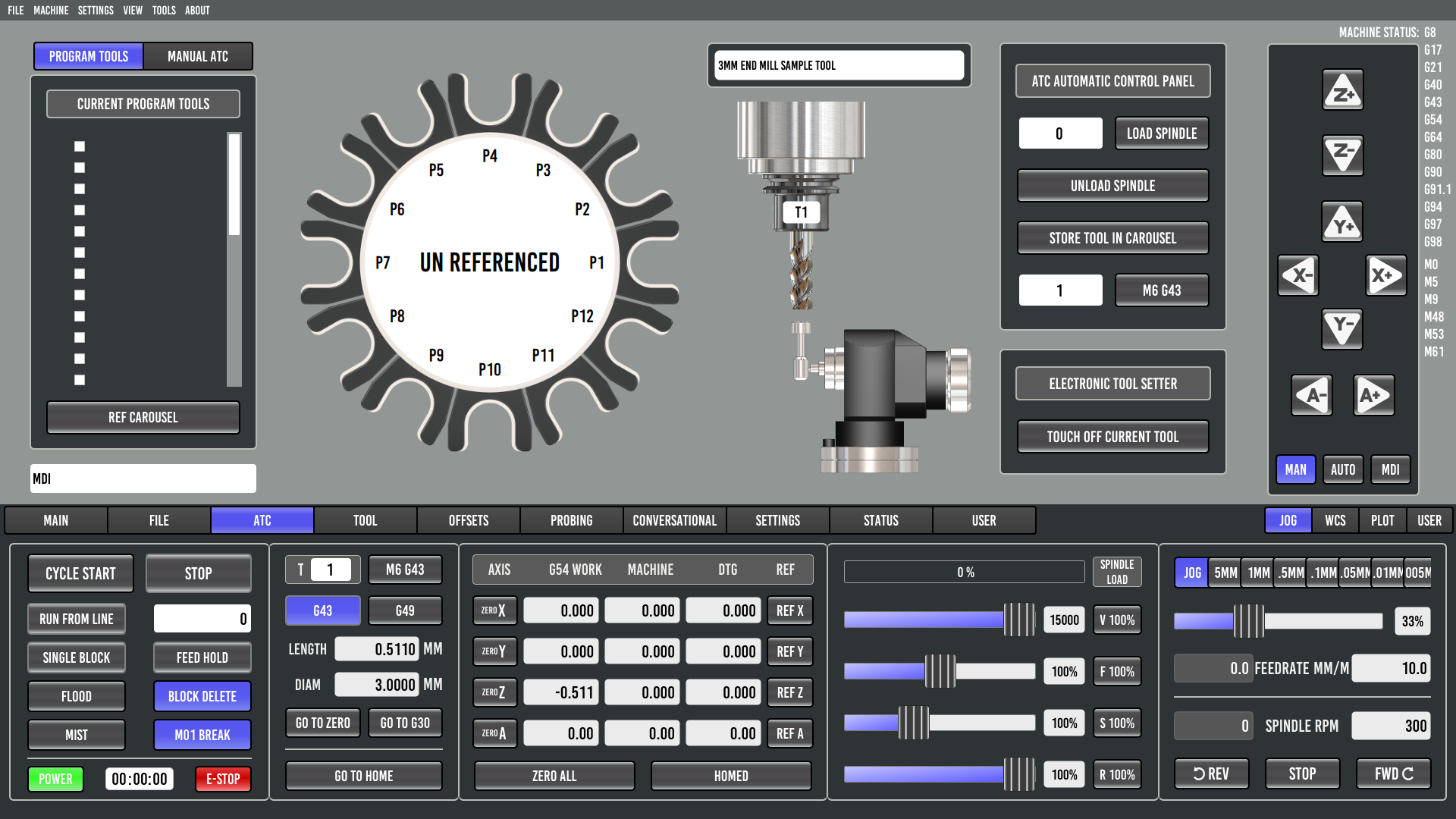
I type "T1 M6" in the MDI window.
The log shows that the toolchange.ngc subroutine correctly notices that the requested tool is already in the spindle and exits.
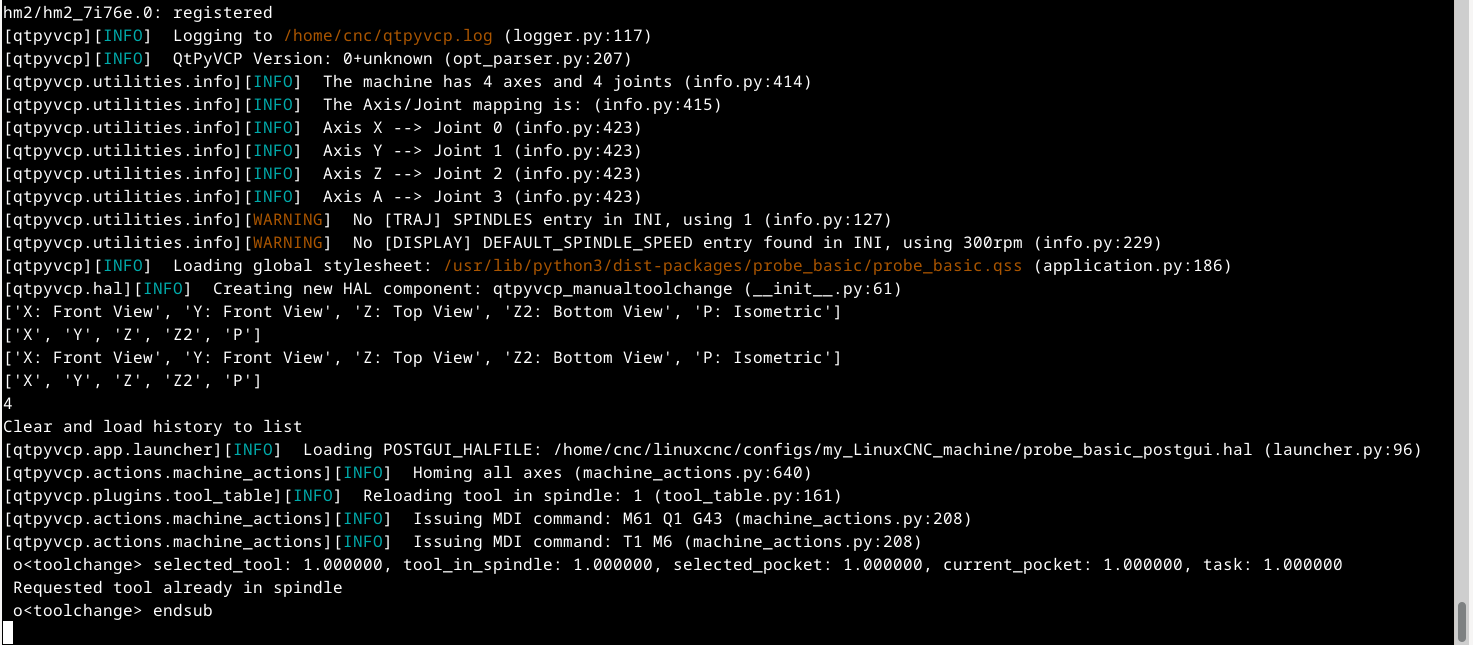
But the machines doesn't stop the cycle and goes back to idle. The Cycle keeps running until I press the "Stop" button even though there is "M2" command right after the "<toolchange> endsub" line in the toolchange.ngc.
I don't understand why this happens since calling other ngc files like "clamptool" work fine and they set the machine back to idle after execution with the M2 command.
I attached my .hal and .ini files.
All ProbeBasic files (Python and subroutines) are unodified. I only changed my .hal .ini and the probe_basic_postgui.hal file.
The machine is homed and Idle. Tool 1 is loaded in the spindle.
I type "T1 M6" in the MDI window.
The log shows that the toolchange.ngc subroutine correctly notices that the requested tool is already in the spindle and exits.
But the machines doesn't stop the cycle and goes back to idle. The Cycle keeps running until I press the "Stop" button even though there is "M2" command right after the "<toolchange> endsub" line in the toolchange.ngc.
I don't understand why this happens since calling other ngc files like "clamptool" work fine and they set the machine back to idle after execution with the M2 command.
I attached my .hal and .ini files.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1634
- Thank you received: 763
03 Oct 2024 12:28 #311225
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
The latest version of probe basic had many changes, many which deal with parameters being passed yo subroutines. You need to look at the subroutines in the sim folder and also the other files such as ini etc to find the new parameters. The var file also requires additional numbered parameters be added to store the ui user parameters and new subroutines were added that are required.
It is best to start with the new subroutine folder and edit only the machine specific changes required in the toolchange .ngc and m10 thru m26.ngc files for the machines io signals. This will resolve your issue. For parameters now being used see the probe basic docs which is linked in the sticky section.
It is best to start with the new subroutine folder and edit only the machine specific changes required in the toolchange .ngc and m10 thru m26.ngc files for the machines io signals. This will resolve your issue. For parameters now being used see the probe basic docs which is linked in the sticky section.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1634
- Thank you received: 763
03 Oct 2024 12:36 #311227
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
kcjengr.github.io/probe_basic/index.html
The link to the docs, see the parameters section and the config section
The link to the docs, see the parameters section and the config section
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
03 Oct 2024 16:14 #311237
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
I have worked through all the documentation, compared my files with the sim and changed all relevant subroutines (toolchange and m10 to m26) to fit my setup.
I know that my subroutines work, because (assuming T1 is in the ATC and T0 in the spindle) if I first type in a "T1" in the MDI Dialog, then press "Stop" because nothing happens and then type "M6" in the MDI dialog, then the full toolchange gets completed just like it should. The machine and ATC move correcty, all the subroutines that are called by toolchange.ngc do what I want and at the end the machines get set back into it's idle state. And this works with any tool combination. All good.
The buttons for moving the ATC CW and CCW, Clamping, unclamping and so on work perfectly fine as well.
But if I type "M6 T1" or "T1 M6" in the MDI dialog nothing happens, the machine doesn't move, and the cycle never ends despite the log showing that the toolchange sub and all the other subs connected to it got called and ended. Like I described in the last post, even changing to the tool that already is in the spindle doesn't work.
The "store tool in carusel" button doesn't work either since it is basically doing the same thing.
I have no idea where this might be coming from. Can you maybe send me a .hal and .ini file of a working real world config to compare to?
I know that my subroutines work, because (assuming T1 is in the ATC and T0 in the spindle) if I first type in a "T1" in the MDI Dialog, then press "Stop" because nothing happens and then type "M6" in the MDI dialog, then the full toolchange gets completed just like it should. The machine and ATC move correcty, all the subroutines that are called by toolchange.ngc do what I want and at the end the machines get set back into it's idle state. And this works with any tool combination. All good.
The buttons for moving the ATC CW and CCW, Clamping, unclamping and so on work perfectly fine as well.
But if I type "M6 T1" or "T1 M6" in the MDI dialog nothing happens, the machine doesn't move, and the cycle never ends despite the log showing that the toolchange sub and all the other subs connected to it got called and ended. Like I described in the last post, even changing to the tool that already is in the spindle doesn't work.
The "store tool in carusel" button doesn't work either since it is basically doing the same thing.
I have no idea where this might be coming from. Can you maybe send me a .hal and .ini file of a working real world config to compare to?
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
Time to create page: 0.252 seconds