qtdragon - new tool length after a manual tool change
- seebaer1976
- Offline
- Junior Member
-

Less
More
- Posts: 37
- Thank you received: 5
28 Jun 2020 18:21 - 28 Jun 2020 18:22 #173013
by seebaer1976
qtdragon - new tool length after a manual tool change was created by seebaer1976
Hi all,
how can the new tool length after a manual tool change be measured while the job is still in progress, using the touch tool on the workpiece?
While the job is running, the buttons for man, mdi, offsets and tool ... are locked.
When changing the tool and trying to move on, the job continues with the tool length of the first tool without measuring the new one first.
how can the new tool length after a manual tool change be measured while the job is still in progress, using the touch tool on the workpiece?
While the job is running, the buttons for man, mdi, offsets and tool ... are locked.
When changing the tool and trying to move on, the job continues with the tool length of the first tool without measuring the new one first.
Last edit: 28 Jun 2020 18:22 by seebaer1976.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21727
- Thank you received: 7424
28 Jun 2020 19:35 #173021
by tommylight
Replied by tommylight on topic qtdragon - new tool length after a manual tool change
That is what the tool offsets in the tool table do, so fix that first.
from the menu:
file>edit tool table
from the menu:
file>edit tool table
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
28 Jun 2020 21:26 #173036
by cmorley
Replied by cmorley on topic qtdragon - new tool length after a manual tool change
either you preset all your tools or need to add the capability to measure tools at tool change.
There has been various methods - I think gmoccapy could do this.
Have you used a different screen or is this your first taste of linuxcnc?
If there is a somewhat standard way to do it - we can incorporate the controls in qtvcp.
There has been various methods - I think gmoccapy could do this.
Have you used a different screen or is this your first taste of linuxcnc?
If there is a somewhat standard way to do it - we can incorporate the controls in qtvcp.
Please Log in or Create an account to join the conversation.
- seebaer1976
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 5
29 Jun 2020 18:59 #173125
by seebaer1976
Hi everyone
first of all thanks for the great work you do here, qtdragon looks awesome.
i am looking for exactly this possibility in qtdragon. since I have a spindle with er16 and therefore have no fixed tool lengths.
have been using axis with probe_screen_v2 for 1.5 years. and it worked properly there.
maunuel tool change process at axis with probe_screen_v2:
- Measure the workpiece with the touch probe
- load job
- start job
- spindle moves to the tool change position and requests the first tool
- tool clamped and confirmed
- spindle drives to the tool sensor and measures the first tool
- first milling begins
- first milling finished
- spindle moves to the tool change position and requests the second tool
- tool clamped and confirmed
- spindle moves to the tool sensor and measures the second tool
- second milling begins
- etc. until the job is finished
maunuel tool change process at qtdragon:
- measure the workpiece with the touch probe
- load job
- start job
- spindle moves to the tool change position and requests the first tool
- tool clamped and confirmed
- first milling starts without measuring the new tool, which means that z lies at the height of the touch probe and not on that of the new tool
- first milling finished
- spindle moves to the tool change position and requests the second tool
- tool clamped and confirmed
- second milling begins without measuring the new tool, which means that z lies at the height of the touch probe and not on that of the new tool
- etc. until the job is finished
unfortunately have experience of programming, but can it be that it has something to do with remap m6?
it would be very helpful if it could be integrated like probe_screen_v2.
best regards
Replied by seebaer1976 on topic qtdragon - new tool length after a manual tool change
either you preset all your tools or need to add the capability to measure tools at tool change.
There has been various methods - I think gmoccapy could do this.
Have you used a different screen or is this your first taste of linuxcnc?
If there is a somewhat standard way to do it - we can incorporate the controls in qtvcp.
Hi everyone
first of all thanks for the great work you do here, qtdragon looks awesome.
i am looking for exactly this possibility in qtdragon. since I have a spindle with er16 and therefore have no fixed tool lengths.
have been using axis with probe_screen_v2 for 1.5 years. and it worked properly there.
maunuel tool change process at axis with probe_screen_v2:
- Measure the workpiece with the touch probe
- load job
- start job
- spindle moves to the tool change position and requests the first tool
- tool clamped and confirmed
- spindle drives to the tool sensor and measures the first tool
- first milling begins
- first milling finished
- spindle moves to the tool change position and requests the second tool
- tool clamped and confirmed
- spindle moves to the tool sensor and measures the second tool
- second milling begins
- etc. until the job is finished
maunuel tool change process at qtdragon:
- measure the workpiece with the touch probe
- load job
- start job
- spindle moves to the tool change position and requests the first tool
- tool clamped and confirmed
- first milling starts without measuring the new tool, which means that z lies at the height of the touch probe and not on that of the new tool
- first milling finished
- spindle moves to the tool change position and requests the second tool
- tool clamped and confirmed
- second milling begins without measuring the new tool, which means that z lies at the height of the touch probe and not on that of the new tool
- etc. until the job is finished
unfortunately have experience of programming, but can it be that it has something to do with remap m6?
it would be very helpful if it could be integrated like probe_screen_v2.
best regards
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
01 Jul 2020 02:06 #173272
by cmorley
Replied by cmorley on topic qtdragon - new tool length after a manual tool change
qtvcp does have a robe screen that was based from versa_probe - I think I used version2. I have not really tested it with hardware.
It could be incorporated in QtDragon as a custom screen.
but if the probing was automatic then there must be more to it then just the probe program - yes my bet would be remapped tool changes.
Chris
It could be incorporated in QtDragon as a custom screen.
but if the probing was automatic then there must be more to it then just the probe program - yes my bet would be remapped tool changes.
Chris
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
01 Jul 2020 02:13 #173273
by cmorley
Replied by cmorley on topic qtdragon - new tool length after a manual tool change
This is qtvcp's other probe screen.
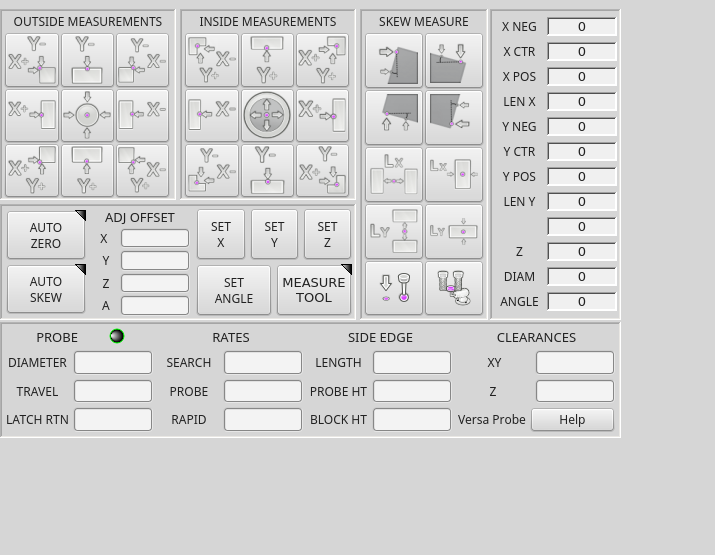
Attachments:
Please Log in or Create an account to join the conversation.
- seebaer1976
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 5
01 Jul 2020 17:31 #173323
by seebaer1976
Replied by seebaer1976 on topic qtdragon - new tool length after a manual tool change
I got in touch with peter dam ... from talla83.de. last year he wrote a script for dynamic tool measurement.
asked him if you can install it in qtdragon.
he has agreed and approved to use it.
here is a video on youtube:
and here the script:
Maybe it will help you.
it can perhaps be so integrated that it can be activated or deactivated under settings for those who do not need it.
markus
asked him if you can install it in qtdragon.
he has agreed and approved to use it.
here is a video on youtube:
and here the script:
Maybe it will help you.
it can perhaps be so integrated that it can be activated or deactivated under settings for those who do not need it.
markus
Attachments:
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
02 Jul 2020 01:46 #173369
by cmorley
Replied by cmorley on topic qtdragon - new tool length after a manual tool change
So now that we know it's a remapped tool change that adds probing - It's not a qtdragon issue it's a configuration option.
If it's common enough I suppose I could add an example config - the problem being that the complicated sample configs often don't work if you move them because file path references (of macros for instance) are not very flexible to change
Chris
If it's common enough I suppose I could add an example config - the problem being that the complicated sample configs often don't work if you move them because file path references (of macros for instance) are not very flexible to change
Chris
Please Log in or Create an account to join the conversation.
- seebaer1976
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 5
04 Jul 2020 10:26 #173591
by seebaer1976
Replied by seebaer1976 on topic qtdragon - new tool length after a manual tool change
Hi,
Would it be a lot of work to incorporate your own macro, what does this measure after the tool change?
maybe you can integrate it so that you can activate or deactivate it when you don't need it.
Would it be a lot of work to incorporate your own macro, what does this measure after the tool change?
maybe you can integrate it so that you can activate or deactivate it when you don't need it.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
04 Jul 2020 18:46 #173618
by cmorley
Replied by cmorley on topic qtdragon - new tool length after a manual tool change
Those macros included in qtvcp are primarily to probe work pieces for a mill.
Remapping tool changes is a different configuration process - not related to screen files.
So there is nothing to incorporate into qtvcp, you must remap toolchanges with INI changes and python remap files.
I don't think there are any samples in the official docs - probably would be a good project to include.
Remapping tool changes is a different configuration process - not related to screen files.
So there is nothing to incorporate into qtvcp, you must remap toolchanges with INI changes and python remap files.
I don't think there are any samples in the official docs - probably would be a good project to include.
The following user(s) said Thank You: tommylight, seebaer1976
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.134 seconds