Inconsistent values from Versaprobe
- seebaer1976
- Offline
- Junior Member
-

Less
More
- Posts: 37
- Thank you received: 5
24 Dec 2024 07:31 - 24 Dec 2024 07:36 #317266
by seebaer1976
point calculation before line calculation
here the square bracket was wrong, maybe that also leads to calculation errors
#<zworkoffset> = [#5063 + [#5203 + [#5220 * 20]]]
Replied by seebaer1976 on topic Inconsistent values from Versaprobe
Can you try to replace this 2 lines from
to#<zworkoffset> = [#5063 + #[5203 + #5220 * 20] + #5213 * #5210] #<tool_length> = [#<zworkoffset> - #<_ini[VERSA_TOOLSETTER]Z_REF>]
#<zworkoffset> = [#5063 + #[5203 + [#5220 * 20]]] #<tool_length> = ABS[ABS[#<_ini[VERSA_TOOLSETTER]Z_REF>] - #<zworkoffset>]
point calculation before line calculation
here the square bracket was wrong, maybe that also leads to calculation errors
#<zworkoffset> = [#5063 + [#5203 + [#5220 * 20]]]
Last edit: 24 Dec 2024 07:36 by seebaer1976.
The following user(s) said Thank You: gardenweazel
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4731
- Thank you received: 2121
24 Dec 2024 09:18 #317269
by Aciera
this will add the index offset of the currently active work offset system to the _value_ of parameter 5203 (which is what you do not want here):
while this will add the index offset to 5203 to get the parameter index of the z-offset for the currently active work offset system and thus will give the value of the currently active work offset system (which is what is needed here):
Replied by Aciera on topic Inconsistent values from Versaprobe
You need to be careful with parameter index vs parameter value:here the square bracket was wrong, maybe that also leads to calculation errors
#<zworkoffset> = [#5063 + [#5203 + [#5220 * 20]]]
this will add the index offset of the currently active work offset system to the _value_ of parameter 5203 (which is what you do not want here):
[#5203 + [#5220 * 20]]while this will add the index offset to 5203 to get the parameter index of the z-offset for the currently active work offset system and thus will give the value of the currently active work offset system (which is what is needed here):
#[5203 + [#5220 * 20]]
The following user(s) said Thank You: gardenweazel
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
24 Dec 2024 14:20 #317280
by MaHa
Replied by MaHa on topic Inconsistent values from Versaprobe
Did you ever get past reprobe? There is no backoff move, then is G43 called and at least G53 Z0, which makes no sense to call G43, while toolseter trigered. First i would cleanup this file with all commented lines and debug, or do indentation, to make the executed code visible.
When the machine stalled, did it write toollength before?
For testing i always start from terminal. If necessary just close the terminal, and start new.
When the machine stalled, did it write toollength before?
For testing i always start from terminal. If necessary just close the terminal, and start new.
The following user(s) said Thank You: gardenweazel
Please Log in or Create an account to join the conversation.
- gardenweazel
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 197
- Thank you received: 10
24 Dec 2024 22:14 #317304
by gardenweazel
Replied by gardenweazel on topic Inconsistent values from Versaprobe
"When the machine stalled, did it write toollength before?"
No it did not.
I will check again shortly. Although, I'd realistically like to see someone's qt_auto_probe_tool.ngc file that
has the versaprobe routines successfully running.
No it did not.
I will check again shortly. Although, I'd realistically like to see someone's qt_auto_probe_tool.ngc file that
has the versaprobe routines successfully running.
Please Log in or Create an account to join the conversation.
- gardenweazel
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 10
25 Dec 2024 01:05 #317316
by gardenweazel
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Ok, here's the latest update.
Text from the log file:
[QTvcp.QTVCP.WIDGETS.GCODE_EDITOR][ERROR] load_text(): [Errno 2] No such file or directory: '' (gcode_editor.py:338)
[QTvcp.QTVCP.WIDGETS.DIALOGMIXIN][DEBUG] Setting ToolChangeDialog-geometry dialog geometry from from prefs. (dialogMixin.py:127)
[QTvcp.QTVCP.WIDGETS.DIALOG_WIDGET][ERROR] No callback or STATUS message specified for: toolDialog_ (dialog_widget.py:317)
qt.qpa.xcb: QXcbConnection: XCB error: 3 (BadWindow), sequence: 12756, resource id: 9629954, major code: 40 (TranslateCoords), minor code: 0
USRMOT: ERROR: invalid command
Linear move on line 277 would exceed Z's positive limit
Linear move on line 277 would exceed joint 3's positive limit
invalid params in linear command
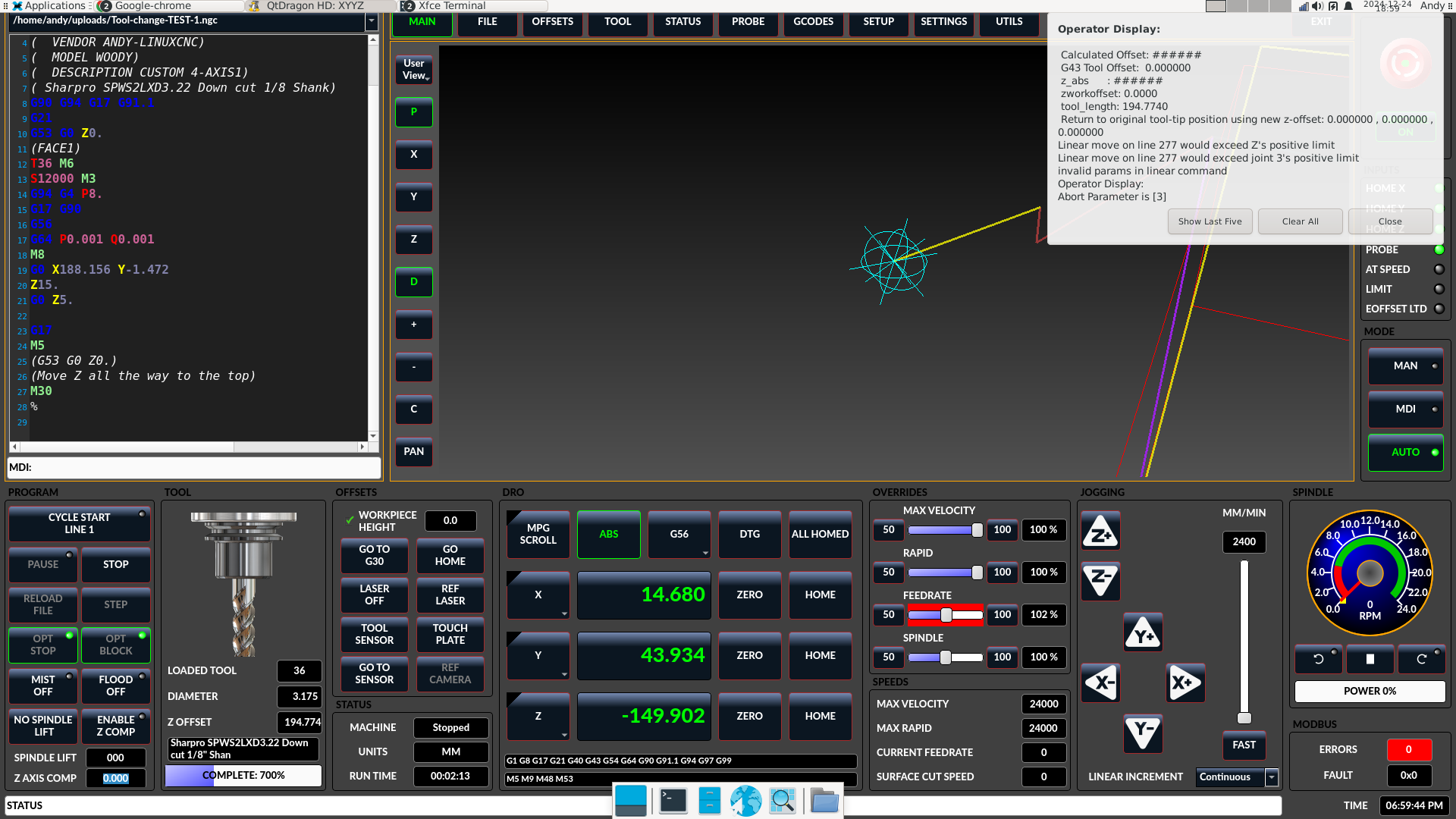
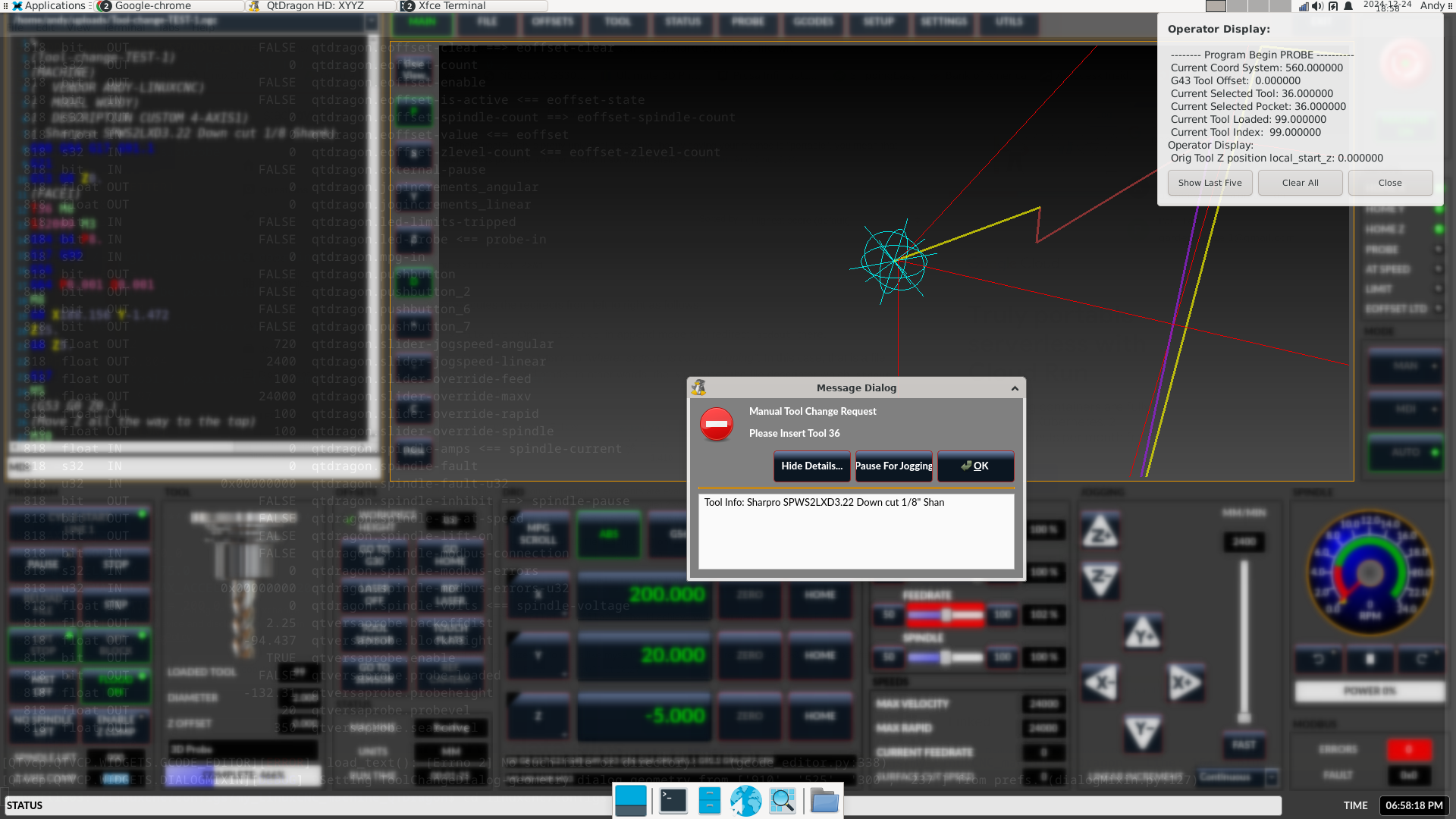
The images I am attaching honestly make little to no sense, rather the values in the images.
Text from the log file:
[QTvcp.QTVCP.WIDGETS.GCODE_EDITOR][ERROR] load_text(): [Errno 2] No such file or directory: '' (gcode_editor.py:338)
[QTvcp.QTVCP.WIDGETS.DIALOGMIXIN][DEBUG] Setting ToolChangeDialog-geometry dialog geometry from from prefs. (dialogMixin.py:127)
[QTvcp.QTVCP.WIDGETS.DIALOG_WIDGET][ERROR] No callback or STATUS message specified for: toolDialog_ (dialog_widget.py:317)
qt.qpa.xcb: QXcbConnection: XCB error: 3 (BadWindow), sequence: 12756, resource id: 9629954, major code: 40 (TranslateCoords), minor code: 0
USRMOT: ERROR: invalid command
Linear move on line 277 would exceed Z's positive limit
Linear move on line 277 would exceed joint 3's positive limit
invalid params in linear command
The images I am attaching honestly make little to no sense, rather the values in the images.
Attachments:
Please Log in or Create an account to join the conversation.
- zieluch
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 6
25 Dec 2024 22:21 #317378
by zieluch
Replied by zieluch on topic Inconsistent values from Versaprobe
I did some more testing and milling and everything seems to work for me know. There are some differences to your setup: this is how I measure the tool
#<touch_result> = #5063
#<setterheight> = #<_hal[qtversaprobe.probeheight]>
#<blockheight> = #<_hal[qtversaprobe.blockheight]>
(print, #<touch_result> #<setterheight> #<blockheight>)
;(DEBUG, %fTouch Result: #<touch_result>)
;(DEBUG, %fProbe Height: #<_hal[qtversaprobe.probeheight]>)
;(DEBUG, %fBlock Height: #<_hal[qtversaprobe.blockheight]>)
;(DEBUG, %fnewtool: [#<touch_result> - #<_hal[qtversaprobe.probeheight]> + #<_hal[qtversaprobe.blockheight]>])
G10 L1 P#<newtool> Z[#<touch_result> - #<_hal[qtversaprobe.probeheight]> + #<_hal[qtversaprobe.blockheight]>]
G43
Whole file can be found here . Main remap is base on user Guihue and versaprobe macros for axis adopted to my needs in qtdragon.
github.com/zieluch22/sorotec_cl0604/blob...cros/rack_change.ngc
From ini check section
[RS274NGC]
#PSNG parapeters
RETAIN_G43 = 0
INI_VARS = 1
HAL_PIN_VARS = 1
SUBROUTINE_PATH = macros
RS274NGC_STARTUP_CODE = G17 G21 G40 G43H0 G54 G64P0.0127 G80 G90 G94 G97 M5 M9
and I am using python3.
whole file
github.com/zieluch22/sorotec_cl0604/blob...d_sorotec_cl0604.ini
hope you can find something and you can enjoy the software.
#<touch_result> = #5063
#<setterheight> = #<_hal[qtversaprobe.probeheight]>
#<blockheight> = #<_hal[qtversaprobe.blockheight]>
(print, #<touch_result> #<setterheight> #<blockheight>)
;(DEBUG, %fTouch Result: #<touch_result>)
;(DEBUG, %fProbe Height: #<_hal[qtversaprobe.probeheight]>)
;(DEBUG, %fBlock Height: #<_hal[qtversaprobe.blockheight]>)
;(DEBUG, %fnewtool: [#<touch_result> - #<_hal[qtversaprobe.probeheight]> + #<_hal[qtversaprobe.blockheight]>])
G10 L1 P#<newtool> Z[#<touch_result> - #<_hal[qtversaprobe.probeheight]> + #<_hal[qtversaprobe.blockheight]>]
G43
Whole file can be found here . Main remap is base on user Guihue and versaprobe macros for axis adopted to my needs in qtdragon.
github.com/zieluch22/sorotec_cl0604/blob...cros/rack_change.ngc
From ini check section
[RS274NGC]
#PSNG parapeters
RETAIN_G43 = 0
INI_VARS = 1
HAL_PIN_VARS = 1
SUBROUTINE_PATH = macros
RS274NGC_STARTUP_CODE = G17 G21 G40 G43H0 G54 G64P0.0127 G80 G90 G94 G97 M5 M9
and I am using python3.
whole file
github.com/zieluch22/sorotec_cl0604/blob...d_sorotec_cl0604.ini
hope you can find something and you can enjoy the software.
The following user(s) said Thank You: gardenweazel
Please Log in or Create an account to join the conversation.
- gardenweazel
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 10
28 Dec 2024 20:02 #317566
by gardenweazel
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Based on this single probe attempt, what is causing the VAR _z to be -364.743 that I have highlighted in RED below?
All I did was turn on the machine and home it.
--- QtVCP Screen Started on: Sat, Dec 28 2024 11:48:10 AM ---
--- QtDragon_hd Version 1.5 on Linuxcnc 2.10.0~pre0 ---
11:48:11 Machine OFF
11:48:11 Hard limits tripped
11:48:11 Tool 0: No Tool
11:48:32 Machine ON
11:48:57 Hard limits tripped
11:48:57 Hard limits tripped
11:49:04 Hard limits tripped
11:49:04 Hard limits tripped
11:49:09 Hard limits tripped
11:49:09 Hard limits tripped
11:51:28 Loaded tool 99
11:51:28 Tool 99: 3D Probe
11:51:37 Cannot switch pages while in AUTO mode
11:51:43 Versa Probe: Start Cycle: Go to Tool Setter
11:52:52 Versa Probe: Start Cycle: Probe Tool Setter Z Height
11:53:21 HISTORY Tool Setter height Z[-132.446]
11:57:20 Versa Probe: Start Cycle: Probe Z Height of material
11:57:30 HISTORY Probe Material Top Z[-94.743]
11:58:07 Loaded program file : /home/andy/uploads/Tool-change-TEST-2.ngc
11:58:07 Loaded file /home/andy/uploads/Tool-change-TEST-2.ngc
11:59:59 Saved: /home/andy/uploads/Tool-change-TEST-2.ngc
11:59:59 Loaded file /home/andy/uploads/Tool-change-TEST-2.ngc
12:00:34 Started program from line 1
12:00:38
Program Begin PROBE
12:00:38 Current Coord System: 540.000000
12:00:39 G43 Tool Offset: 0.000000
12:00:39 Current Selected Tool: 36.000000
12:00:39 Current Selected Pocket: 36.000000
12:00:39 Current Tool Loaded: 99.000000
12:00:39 Current Tool Index: 99.000000
12:00:39 Orig Tool Z position local_start_z: 364.743000
12:01:59 Tool 36: Sharpro SPWS2LXD3.22 Down cut 1/8" Shan
12:02:33 Run timer stopped at 00:01:59
12:02:33 Tool 36: Sharpro SPWS2LXD3.22 Down cut 1/8" Shan
12:02:33
FINAL PROBE BACKOFF
12:02:34 Z value detected 5063: 217.447440
12:02:34 Setting tool 36.000000 Z to 255.144440
12:02:34
FINAL PROBE
12:02:34 Current Tool Z Offset 5403: 255.144440
12:02:34 Probe Height: -132.4400
12:02:34 Block Height: -94.7430
12:02:34 Probe Result: 217.4474
12:02:34 5063 : 217.4474
12:02:34 Tool : 36.000000
12:02:34 5400 : 36.000000
12:02:35 Return to original tool-tip position using new z-offset: 45.666690 , 95.252380 , 364.743000
12:02:35 Linear move on line 271 would exceed Z's positive limit
12:02:35 Linear move on line 271 would exceed joint 3's positive limit
12:02:35 invalid params in linear command
12:02:35 Abort Parameter is [3]
12:06:48 Machine OFF
All I did was turn on the machine and home it.
--- QtVCP Screen Started on: Sat, Dec 28 2024 11:48:10 AM ---
--- QtDragon_hd Version 1.5 on Linuxcnc 2.10.0~pre0 ---
11:48:11 Machine OFF
11:48:11 Hard limits tripped
11:48:11 Tool 0: No Tool
11:48:32 Machine ON
11:48:57 Hard limits tripped
11:48:57 Hard limits tripped
11:49:04 Hard limits tripped
11:49:04 Hard limits tripped
11:49:09 Hard limits tripped
11:49:09 Hard limits tripped
11:51:28 Loaded tool 99
11:51:28 Tool 99: 3D Probe
11:51:37 Cannot switch pages while in AUTO mode
11:51:43 Versa Probe: Start Cycle: Go to Tool Setter
11:52:52 Versa Probe: Start Cycle: Probe Tool Setter Z Height
11:53:21 HISTORY Tool Setter height Z[-132.446]
11:57:20 Versa Probe: Start Cycle: Probe Z Height of material
11:57:30 HISTORY Probe Material Top Z[-94.743]
11:58:07 Loaded program file : /home/andy/uploads/Tool-change-TEST-2.ngc
11:58:07 Loaded file /home/andy/uploads/Tool-change-TEST-2.ngc
11:59:59 Saved: /home/andy/uploads/Tool-change-TEST-2.ngc
11:59:59 Loaded file /home/andy/uploads/Tool-change-TEST-2.ngc
12:00:34 Started program from line 1
12:00:38
Program Begin PROBE
12:00:38 Current Coord System: 540.000000
12:00:39 G43 Tool Offset: 0.000000
12:00:39 Current Selected Tool: 36.000000
12:00:39 Current Selected Pocket: 36.000000
12:00:39 Current Tool Loaded: 99.000000
12:00:39 Current Tool Index: 99.000000
12:00:39 Orig Tool Z position local_start_z: 364.743000
12:01:59 Tool 36: Sharpro SPWS2LXD3.22 Down cut 1/8" Shan
12:02:33 Run timer stopped at 00:01:59
12:02:33 Tool 36: Sharpro SPWS2LXD3.22 Down cut 1/8" Shan
12:02:33
FINAL PROBE BACKOFF
12:02:34 Z value detected 5063: 217.447440
12:02:34 Setting tool 36.000000 Z to 255.144440
12:02:34
FINAL PROBE
12:02:34 Current Tool Z Offset 5403: 255.144440
12:02:34 Probe Height: -132.4400
12:02:34 Block Height: -94.7430
12:02:34 Probe Result: 217.4474
12:02:34 5063 : 217.4474
12:02:34 Tool : 36.000000
12:02:34 5400 : 36.000000
12:02:35 Return to original tool-tip position using new z-offset: 45.666690 , 95.252380 , 364.743000
12:02:35 Linear move on line 271 would exceed Z's positive limit
12:02:35 Linear move on line 271 would exceed joint 3's positive limit
12:02:35 invalid params in linear command
12:02:35 Abort Parameter is [3]
12:06:48 Machine OFF
Please Log in or Create an account to join the conversation.
- gardenweazel
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 10
28 Dec 2024 20:56 #317569
by gardenweazel
Replied by gardenweazel on topic Inconsistent values from Versaprobe
So I just did a Linux watch on the linuxcnc.var file for each change.
Immediately after I loaded the NGC file the #5223 changed to the -364.743 value. I had previously set
the value to zero before I started linuxcnc.
This is the NGC file that I loaded is as follows:
%
G90 G94 G17 G91.1
G21
(G53 G0 Z0.)
(FACE1)
T36 M6
S12000 M3
G94 G4 P8.
G17 G90
G54
G64 P0.001 Q0.001
M8
G0 X188.156 Y-1.472
Z15.
G0 Z5.
G17
M5
G53 G0 Z0.
(Move Z all the way to the top)
M30
%
Immediately after I loaded the NGC file the #5223 changed to the -364.743 value. I had previously set
the value to zero before I started linuxcnc.
This is the NGC file that I loaded is as follows:
%
G90 G94 G17 G91.1
G21
(G53 G0 Z0.)
(FACE1)
T36 M6
S12000 M3
G94 G4 P8.
G17 G90
G54
G64 P0.001 Q0.001
M8
G0 X188.156 Y-1.472
Z15.
G0 Z5.
G17
M5
G53 G0 Z0.
(Move Z all the way to the top)
M30
%
Please Log in or Create an account to join the conversation.
- gardenweazel
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 10
18 Jan 2025 18:32 #319302
by gardenweazel
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Anyone else having this problem?
Please Log in or Create an account to join the conversation.
- Silverback
- Offline
- New Member
-

Less
More
- Posts: 12
- Thank you received: 5
14 Apr 2025 23:09 #326323
by Silverback
Replied by Silverback on topic Inconsistent values from Versaprobe
I sm having the sams or similar issues.
I am very new to LinuxCNC and the versaprobe routine is very different from what I used to do as a "professional" on Haas, Okuma, Mazak, et.al.
I follow the documentation and touch off to the tool setter, then the top of the workpiece.
Then, set G54X0Y0 with the probe.
Then start the program and it touches off the tool, returns to Z safe height, moves to the first X and Y coordinate, then errors complaining about the next Z move being out of bounds.
From my previous experience, I would think that it would just be easier to use the probe touch off on the tool setter to set a reference plane. Then touch off on the G54 Z0 point. That would set the difference between the tool setter and G54 Z0.
During the program, it would touch off the toolsetter, then add the offset from that to G54 Z0 and calculate the proper tool length. Call length comp to store, then make chips. Basically mimic setting tool length by hand and storing the offset in the table manually.
Altertively, with the known offset to the tool setter, it could just as easily use G92 Z-15.0 (or whatever the offset between the tool setter and G54Z0 is), although that would likely make Z0 dance around based on tool length, so I don't really like that option.
I am not sure if that's what it's actually trying to do or not. As I said, still pretty new.
If there's anybway I can help, let me know.
I am very new to LinuxCNC and the versaprobe routine is very different from what I used to do as a "professional" on Haas, Okuma, Mazak, et.al.
I follow the documentation and touch off to the tool setter, then the top of the workpiece.
Then, set G54X0Y0 with the probe.
Then start the program and it touches off the tool, returns to Z safe height, moves to the first X and Y coordinate, then errors complaining about the next Z move being out of bounds.
From my previous experience, I would think that it would just be easier to use the probe touch off on the tool setter to set a reference plane. Then touch off on the G54 Z0 point. That would set the difference between the tool setter and G54 Z0.
During the program, it would touch off the toolsetter, then add the offset from that to G54 Z0 and calculate the proper tool length. Call length comp to store, then make chips. Basically mimic setting tool length by hand and storing the offset in the table manually.
Altertively, with the known offset to the tool setter, it could just as easily use G92 Z-15.0 (or whatever the offset between the tool setter and G54Z0 is), although that would likely make Z0 dance around based on tool length, so I don't really like that option.
I am not sure if that's what it's actually trying to do or not. As I said, still pretty new.
If there's anybway I can help, let me know.
The following user(s) said Thank You: gardenweazel
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.243 seconds