Hardinge HXL Tool Turret
- microsprintbuilder
- Offline
- Elite Member
-

Less
More
- Posts: 163
- Thank you received: 4
24 Mar 2013 11:05 #31787
by microsprintbuilder
Hardinge HXL Tool Turret was created by microsprintbuilder
I have successfully configured my lathe to run but I am struggling to figure out the procedure to configure my 4 position tool turret. It uses air to lift rotate and lock the turret. There is a hal sensor under each position to indicate which tool is active. there is also a hal sensor to show when the rotation is done and when the turret is locked. I have the pins configured and they show up in the hal show window. I have read the classic ladder ,HAL and Integrator docs and I think I get the ladder part however I'm falling short on the weighted sum thing. I might also note that I have never been able to loadrt weighted_sum wsum_sizes=size4 or any other hal items. How and where do you do this? Ive tried the terminal but just get an error. I'm attaching my working files. I've been making copys and trying something and the deleting them after they fail to load. I also have looked at other similar turret set-ups and tried to make them work for me with no success. Any input would be helpful
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 6999
- Thank you received: 1176
24 Mar 2013 19:43 - 24 Mar 2013 19:47 #31795
by BigJohnT
Replied by BigJohnT on topic Hardinge HXL Tool Turret
That sounds just like my CHNC turret except I have 8 stations.
The wsum is in my case a 4 input from the turret encoder. Each input has a weight and that is just a number. One confusing thing is weighted_sum pins are wsum.0.bit.0.in and not weighted_sum.0... When in my case gpio.63 is on the output of wsum will be 1, if both 63 and 61 are on the output will be 3 because wsum.0.bit.0.in has a "weight" of 1 and bit.1 has a "weight" of 2 so the sum of 1 and 2 is 3. I assume you only have 3 inputs as that is all you need for 1-4. So your loadrt line would be wsum_sizes=3.
If you load my ladder from my config and look at the names and follow my comments below it should explain what is going on during a tool change.
The first rung is a time out in case the turret fails to move to the tool called.
The second rung on a rising edge of Tool Change Request bit I trigger the tool change event.
Rung 3 is the first step and basically locks in at step 1 until a condition is met to release step 1
Rung 4 if we are in step 1 makes a comparison to see if the tool is already loaded or not
Rung 5 if step 1 and the trigger is set then start step 2
Rung 6 waits for the called tool number to show up then triggers step 3
Rung 7 locks in step 3
Rung 8 is a settling timer to lower the turret
Rung 9 locks in step 4
Rung 10 waits for the down lock
Rung 11 locks in step 5
Rung 12 signals the tool change is done
Rung 13 is the ouyput for the tool stop
Rung 14 is the output for the spin motor
The rest of the rungs do not pertain to tool change and can be ignored
I hope this helps
John
The wsum is in my case a 4 input from the turret encoder. Each input has a weight and that is just a number. One confusing thing is weighted_sum pins are wsum.0.bit.0.in and not weighted_sum.0... When in my case gpio.63 is on the output of wsum will be 1, if both 63 and 61 are on the output will be 3 because wsum.0.bit.0.in has a "weight" of 1 and bit.1 has a "weight" of 2 so the sum of 1 and 2 is 3. I assume you only have 3 inputs as that is all you need for 1-4. So your loadrt line would be wsum_sizes=3.
loadrt weighted_sum wsum_sizes=4
# Tool Turret Encoder Setup
net turret-encoder1 wsum.0.bit.0.in <= hm2_5i20.0.gpio.063.in_not
net turret-encoder2 wsum.0.bit.1.in <= hm2_5i20.0.gpio.061.in_not
net turret-encoder4 wsum.0.bit.2.in <= hm2_5i20.0.gpio.059.in_not
net turret-encoder8 wsum.0.bit.3.in <= hm2_5i20.0.gpio.057.in_notIf you load my ladder from my config and look at the names and follow my comments below it should explain what is going on during a tool change.
The first rung is a time out in case the turret fails to move to the tool called.
The second rung on a rising edge of Tool Change Request bit I trigger the tool change event.
Rung 3 is the first step and basically locks in at step 1 until a condition is met to release step 1
Rung 4 if we are in step 1 makes a comparison to see if the tool is already loaded or not
Rung 5 if step 1 and the trigger is set then start step 2
Rung 6 waits for the called tool number to show up then triggers step 3
Rung 7 locks in step 3
Rung 8 is a settling timer to lower the turret
Rung 9 locks in step 4
Rung 10 waits for the down lock
Rung 11 locks in step 5
Rung 12 signals the tool change is done
Rung 13 is the ouyput for the tool stop
Rung 14 is the output for the spin motor
The rest of the rungs do not pertain to tool change and can be ignored
I hope this helps
John
Last edit: 24 Mar 2013 19:47 by BigJohnT.
Please Log in or Create an account to join the conversation.
- microsprintbuilder
- Offline
- Elite Member
-
Less
More
- Posts: 163
- Thank you received: 4
25 Mar 2013 10:28 #31821
by microsprintbuilder
Replied by microsprintbuilder on topic Hardinge HXL Tool Turret
There a are four turret tool sensors. one for each possision. I got some movement now but it doesn't want to trip the lock pin before lift and spin. I've messed with the ladder trying differant things but no succsess yet. Thanks for your help. Ive attaced my revised hal and ladder files.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
25 Mar 2013 18:27 #31834
by BigJohnT
Replied by BigJohnT on topic Hardinge HXL Tool Turret
With one sensor for each position the logic would be a bit different... I can't seem to come up with a component to output 1 - 4 based on the 4 inputs but it is very early in the morning for me... I'll keep thinking about it and ask on the IRC.
John
John
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
25 Mar 2013 19:04 - 25 Mar 2013 19:14 #31836
by BigJohnT
Replied by BigJohnT on topic Hardinge HXL Tool Turret
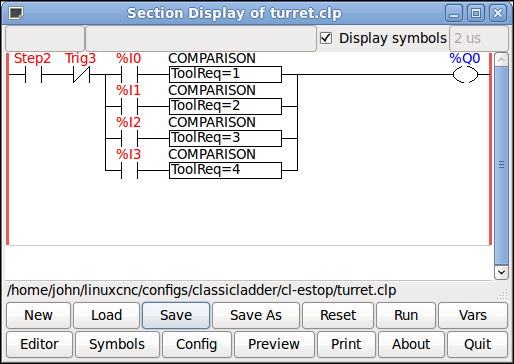
Right off the top of my head and not tested if you changed the comparison to be similar to the following it should work. The comparison blocks compare the tool request number to a constant. So if the tool requested is 1 and the prox for tool 1 is on the rung will be true.
Work out each rung one at a time to iron out the bugs.
John
Work out each rung one at a time to iron out the bugs.
John
Last edit: 25 Mar 2013 19:14 by BigJohnT.
Please Log in or Create an account to join the conversation.
- microsprintbuilder
- Offline
- Elite Member
-
Less
More
- Posts: 163
- Thank you received: 4
25 Mar 2013 19:53 #31839
by microsprintbuilder
Replied by microsprintbuilder on topic Hardinge HXL Tool Turret
So with this ladder logic wsum is no longer used?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 23485
- Thank you received: 4994
25 Mar 2013 20:21 #31844
by andypugh
Replied by andypugh on topic Hardinge HXL Tool Turret
Mux16 will work. The invalid combinations (more than one sensor, no sensors) can all be zeros, and the valid patterns can give the required values.I can't seem to come up with a component to output 1 - 4 based on the 4 inputs
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
25 Mar 2013 22:29 #31856
by BigJohnT
No, you have an input for each tool. The wsum is used if you have a binary number from an absolute encoder like I do.
The 4 compares reject the wrong input based on the tool prepare number. For example if tool prepare is 3 and the input for 2 is on nothing happens until it goes round to 3 then you can stop and drop and wait for the down prox. I'll try and work up an example conf that you can run and see what is happening. I actually have it half done but had to stop and do some paying work...
John
Replied by BigJohnT on topic Hardinge HXL Tool Turret
So with this ladder logic wsum is no longer used?
No, you have an input for each tool. The wsum is used if you have a binary number from an absolute encoder like I do.
The 4 compares reject the wrong input based on the tool prepare number. For example if tool prepare is 3 and the input for 2 is on nothing happens until it goes round to 3 then you can stop and drop and wait for the down prox. I'll try and work up an example conf that you can run and see what is happening. I actually have it half done but had to stop and do some paying work...
John
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
25 Mar 2013 23:53 #31865
by BigJohnT
Replied by BigJohnT on topic Hardinge HXL Tool Turret
The ladder is not fully functional but by running this config and looking at the ladder as you run it you may see the light... if not tell me and I'll finish the ladder when time allows.
Copy the config to your linuxcnc/configs directory after you unzip it.
Run the config and home each axis. Type T1 M6 G43 in the MDI box and watch the ladder as you press the prox buttons. When you press prox 1 the tool change will be done and T1 will show up as the current tool.
John
Copy the config to your linuxcnc/configs directory after you unzip it.
Run the config and home each axis. Type T1 M6 G43 in the MDI box and watch the ladder as you press the prox buttons. When you press prox 1 the tool change will be done and T1 will show up as the current tool.
John
Please Log in or Create an account to join the conversation.
- microsprintbuilder
- Offline
- Elite Member
-
Less
More
- Posts: 163
- Thank you received: 4
28 Mar 2013 10:26 #31989
by microsprintbuilder
Replied by microsprintbuilder on topic Hardinge HXL Tool Turret
Thanks for your help. I was able to get the tool turret to rotate the way it is suppose to but now it doesn't want to stop. I'm pretty sure the tool #'s are not connected to the current control tool so it just keeps rotating waiting for the match.. Any ideas what I'm missing? I've attached my con-fig. Thanks!
Please Log in or Create an account to join the conversation.
Time to create page: 0.088 seconds