New Trajectory Planner - Testers/programs wanted
- ArcEye
- Offline
- Junior Member
-

- Posts: 22
- Thank you received: 240
Found another minor hickup, when i stop the execution of a part and continue with "run from here" it ignores the "g64 p0.1 q0.1" that is at the begining of gcode, and it defaults to something like q5 as itnormaly does if no g64 command is issued. So i have to issue an MDI command of g64 p0.1 q0.1 before the "run from here" command.
Unfortunately that is the same for anything using the 'Run from Line' and nothing to do with the TP per se.
Other controllers will go back to the last feed and speed settings, re-start the spindle etc, but the one in Linuxcnc is quite crude.
If you stop regularly for some reason, swarf clearance or whatever, you will be better breaking your code into seperate files, with their own headers and footers to set all the conditions properly for each run
regards
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21630
- Thank you received: 7384
")
Regards and thanks fro the prompt reply,
Tom
Please Log in or Create an account to join the conversation.
- mzahor
- Offline
- New Member
-

- Posts: 2
- Thank you received: 0
Why is it so ?
Please Log in or Create an account to join the conversation.
- skunkworks
- Offline
- Moderator
-
- Posts: 349
- Thank you received: 152
If you switched to velocity extruding - that limitation would be gone.
hackaday.com/2014/05/10/blobless-printin...-velocity-extrusion/
sam
Ps - rob is hoping to expand the lookahead to all axis - but is pretty busy with life right now.
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Elite Member
-

- Posts: 197
- Thank you received: 3
With new TP enabled
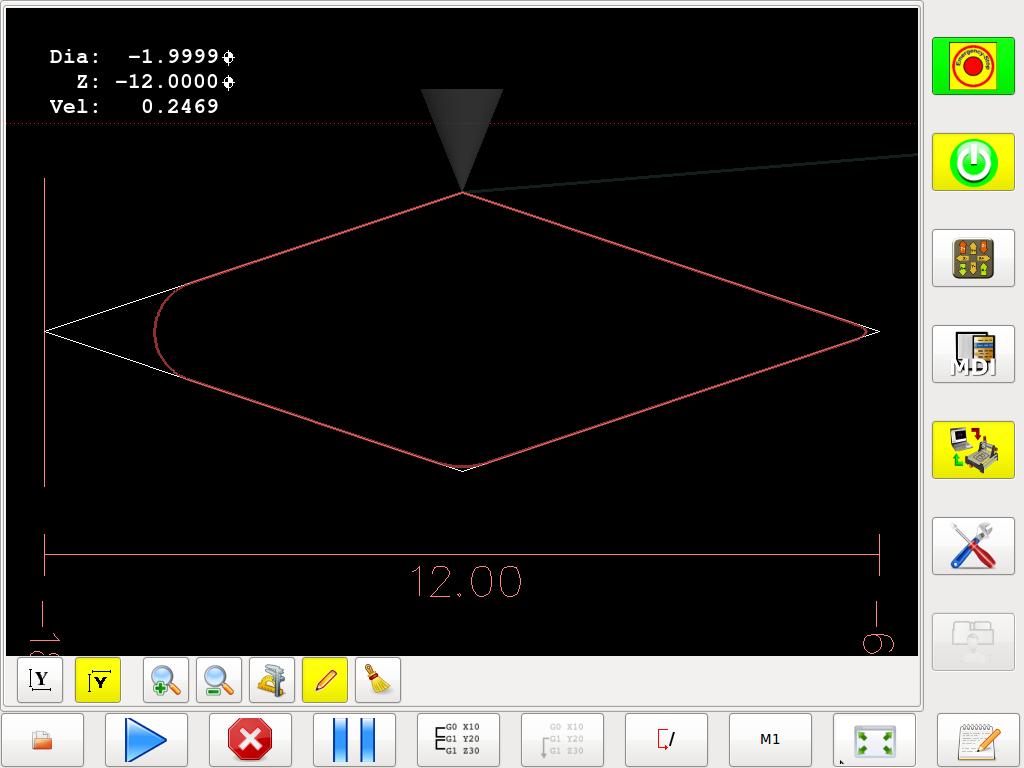
Without new TP enabled
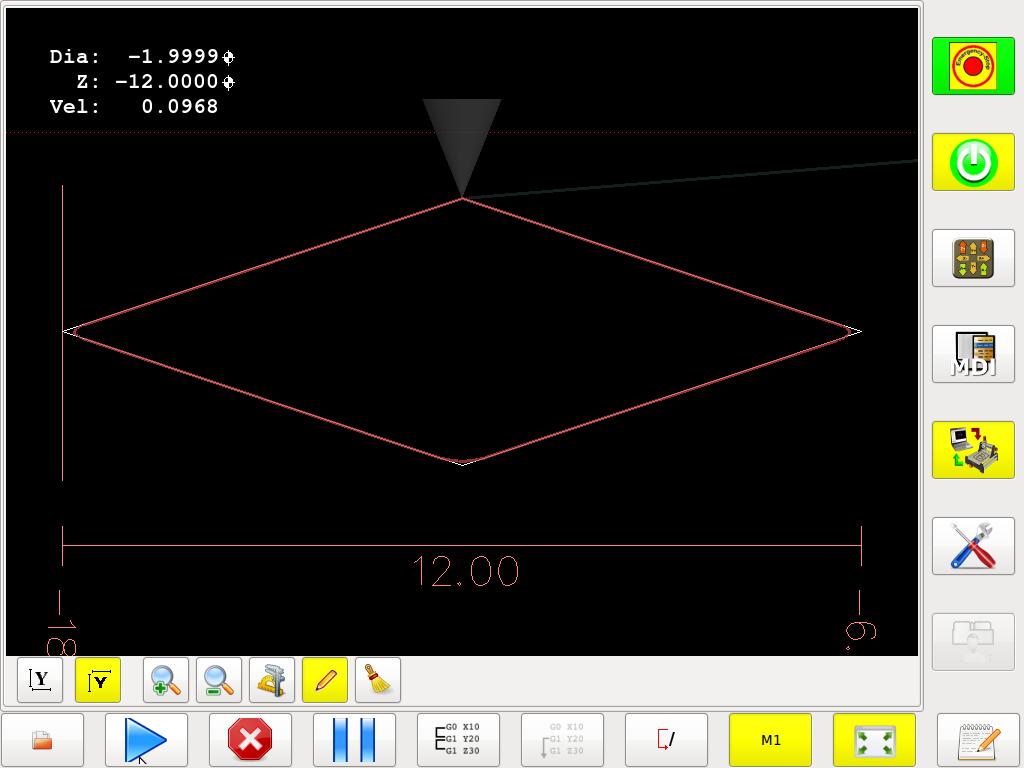
And here is the gcode for this
G00 X-2.000 Z-12.000
G01 X-2.000 Z-12.000 F150
G01 X-6.000 Z-6.000 F150
G01 X-10.000 Z-12.000 F150
G01 X-6.000 Z-18.000 F150
G01 X-2.000 Z-12.000 F150
M30
%
Thanks
Rick
Please Log in or Create an account to join the conversation.
- skunkworks
- Offline
- Moderator
-
- Posts: 349
- Thank you received: 152
here is a screenshot of the diamond running twice.
So the moral of the story is - make sure you set a tolerance if you don't want excessive rounding... G64Px.xxx
sam
ps here is the program I ran
g64
g18
G0 X-2.000 Z-12.000 f150
G01 X-2.000 Z-12.000 F150
G01 X-6.000 Z-6.000 F150
G01 X-10.000 Z-12.000 F150
G01 X-6.000 Z-18.00F150
G01 X-2.000 Z-12.000 F150
G01 X-2.000 Z-12.000 f150
G01 X-2.000 Z-12.000 F150
G01 X-6.000 Z-6.000 F150
G01 X-10.000 Z-12.000 F150
G01 X-6.000 Z-18.00F150
G01 X-2.000 Z-12.000 F150
g0x0z0
M30
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Elite Member
-
- Posts: 197
- Thank you received: 3
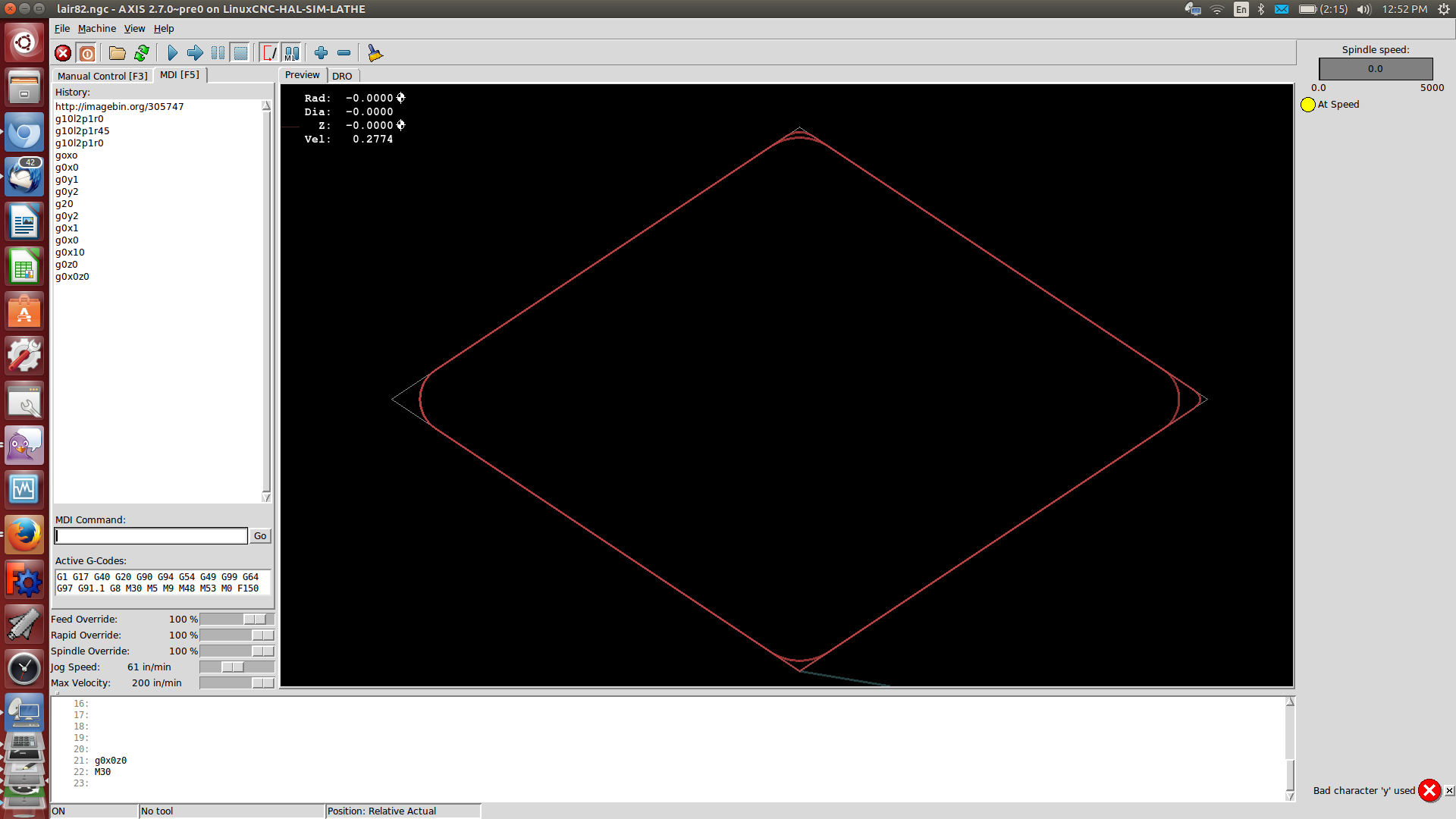
You where on IRC and I think we hashed it out... What it is doing is queuing up moves to get to the maximum velocity. (it takes a few moves at the start to see far enough ahead - the way I understand it) So if we take your program and run the diamond part twice - you can see it rounds all the corners larger. With strait G64 (no tolerance) that is the radius needed to keep the velocity at 150ipm.
here is a screenshot of the diamond running twice.
So the moral of the story is - make sure you set a tolerance if you don't want excessive rounding... G64Px.xxx
sam
ps here is the program I ran
g64
g18
G0 X-2.000 Z-12.000 f150
G01 X-2.000 Z-12.000 F150
G01 X-6.000 Z-6.000 F150
G01 X-10.000 Z-12.000 F150
G01 X-6.000 Z-18.00F150
G01 X-2.000 Z-12.000 F150
G01 X-2.000 Z-12.000 f150
G01 X-2.000 Z-12.000 F150
G01 X-6.000 Z-6.000 F150
G01 X-10.000 Z-12.000 F150
G01 X-6.000 Z-18.00F150
G01 X-2.000 Z-12.000 F150
g0x0z0
M30
Sorry for the delay getting back to this,
We will definitely be getting that tolerance into configs, most likely into the INI so it is a set value. The operators never mess with G61/64 in their programs, so I am comfortable doing so.
Thanks for the clarification on this one.
Rick
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

- Posts: 3990
- Thank you received: 994
Sorry for the delay getting back to this,
We will definitely be getting that tolerance into configs, most likely into the INI so it is a set value. The operators never mess with G61/64 in their programs, so I am comfortable doing so.
Thanks for the clarification on this one.
Rick
Because all G code can be changed on the fly a preamble at the start of each file is the only way to know what you have. Take for example if you abort a program in the middle of a G92 offset it is still there when you run the next program unless you have a good preamble.
gnipsel.com/linuxcnc/g-code/gen01.html
JT
Please Log in or Create an account to join the conversation.
- skunkworks
- Offline
- Moderator
-
- Posts: 349
- Thank you received: 152
git.linuxcnc.org/gitweb?p=linuxcnc.git;a...510c3ad8f8f4598c0fa6
sam
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Elite Member
-
- Posts: 197
- Thank you received: 3
Thank you!!
Rick
Please Log in or Create an account to join the conversation.