lathe with 3 stepper one for each axis Solved
- alejandrolleida
- Offline
- New Member
-

Less
More
- Posts: 7
- Thank you received: 0
07 Mar 2020 01:41 - 30 Aug 2020 02:27 #159364
by alejandrolleida
lathe with 3 stepper one for each axis Solved was created by alejandrolleida
hi frends
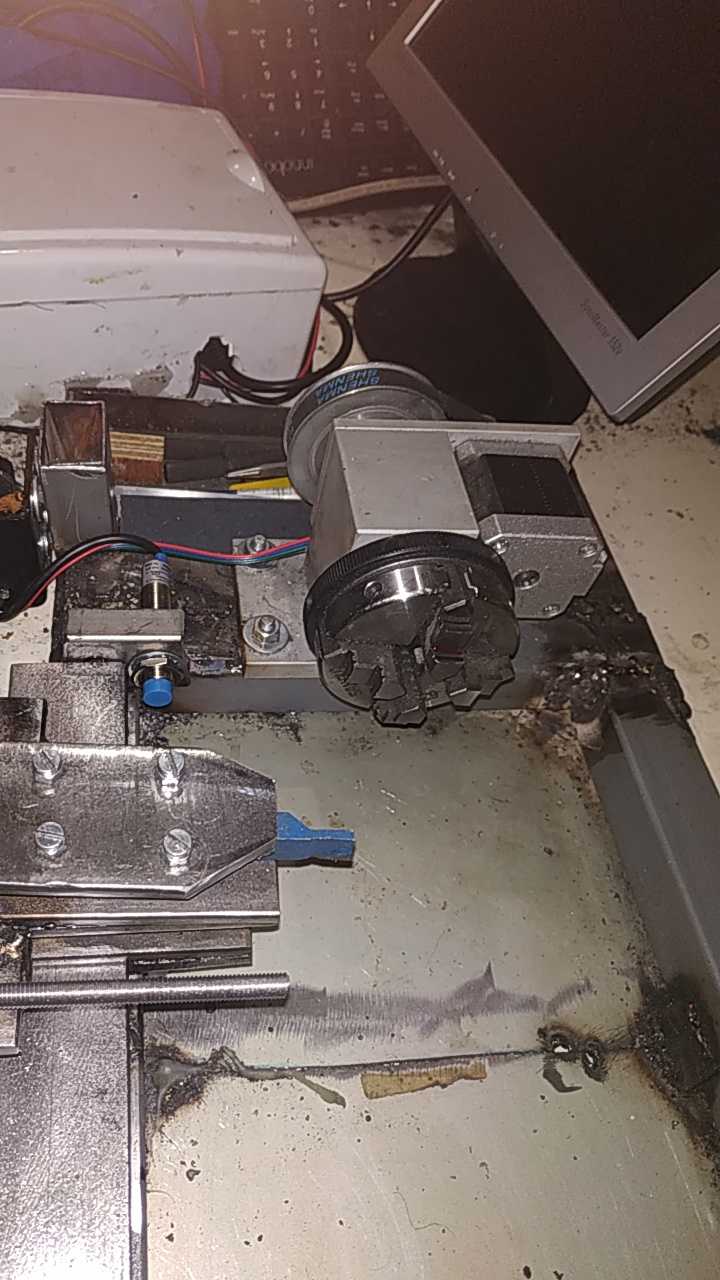
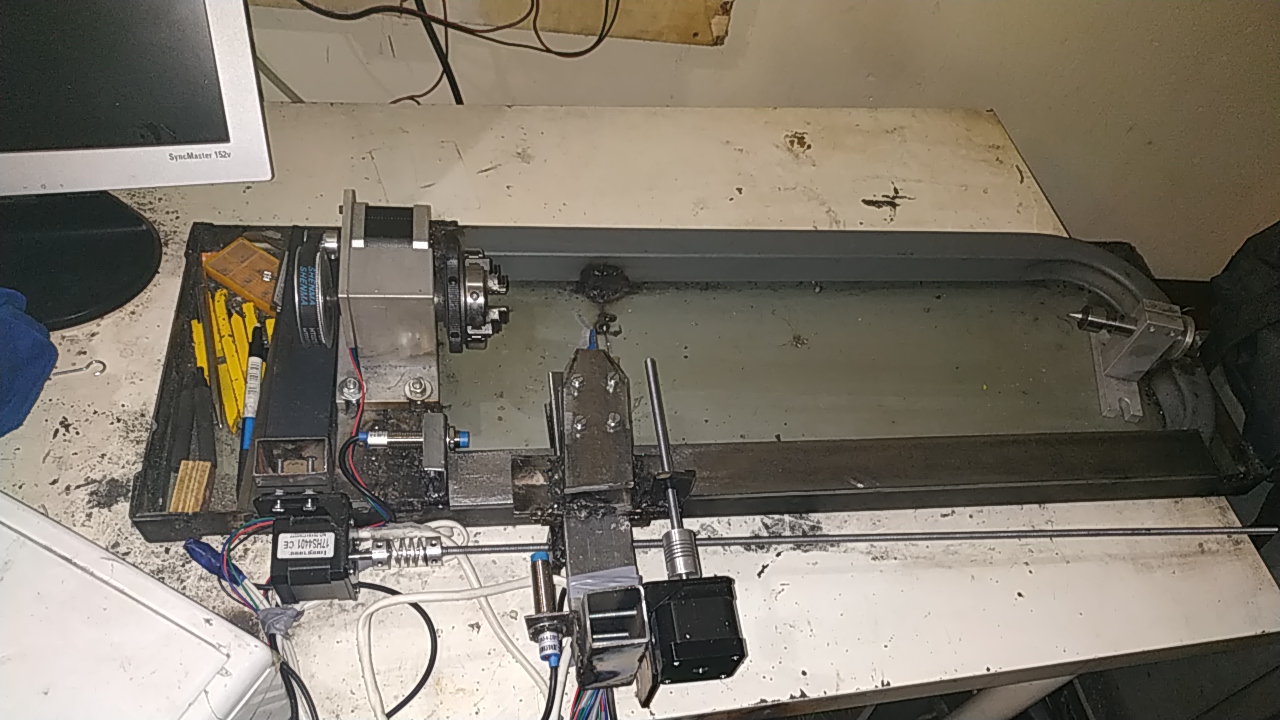
I have built a lathe with 3 axis as usual but the axis are moved with 3 steppers, first attempt was with grbl ant that doesn't work maybe i need to reprogram but i can't program this is so difficult for me and now I'm trying to configure with linux cnc but in the manual lathes are sincronized with encoder i wish to configure with steppers.
Is it possible?
How can I do it?
I'm not a specialist programming linux but I can solve my thread using most code from this page of linux cnc specially the part of
"gfiber" and adding lathe = 1 on user interface of ini file
forum.linuxcnc.org/forum/search?query=st...pindle&childforums=1
wish to sync spindle with other axis on future I think could be with 5 axis mill conf adding lathe = 1
I have built a lathe with 3 axis as usual but the axis are moved with 3 steppers, first attempt was with grbl ant that doesn't work maybe i need to reprogram but i can't program this is so difficult for me and now I'm trying to configure with linux cnc but in the manual lathes are sincronized with encoder i wish to configure with steppers.
Is it possible?
How can I do it?
I'm not a specialist programming linux but I can solve my thread using most code from this page of linux cnc specially the part of
"gfiber" and adding lathe = 1 on user interface of ini file
forum.linuxcnc.org/forum/search?query=st...pindle&childforums=1
wish to sync spindle with other axis on future I think could be with 5 axis mill conf adding lathe = 1
Last edit: 30 Aug 2020 02:27 by alejandrolleida.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21763
- Thank you received: 7438
07 Mar 2020 01:52 #159366
by tommylight
Replied by tommylight on topic lathe with 3 stepper one for each axis
You will have to give us more info or pictures of what you are trying to do, that translation is not ok.
Why 3 steppers on a lathe ?
Linuxcnc is not Linux with GRBL!
For a simple stepper config you can use stepconf wizard from the menu, be it from a Live boot from USB or after installing it to HDD/SSD. Bare in mind that Live boot will not save the config so you will have to save it to another USB or HDD.
You can download the latest unofficial ISO from here and play with it in SIM mode, or install and run the machine after creating a configuration for it.
forum.linuxcnc.org/9-installing-linuxcnc...cnc?start=130#159240
Why 3 steppers on a lathe ?
Linuxcnc is not Linux with GRBL!
For a simple stepper config you can use stepconf wizard from the menu, be it from a Live boot from USB or after installing it to HDD/SSD. Bare in mind that Live boot will not save the config so you will have to save it to another USB or HDD.
You can download the latest unofficial ISO from here and play with it in SIM mode, or install and run the machine after creating a configuration for it.
forum.linuxcnc.org/9-installing-linuxcnc...cnc?start=130#159240
Please Log in or Create an account to join the conversation.
- alejandrolleida
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 0
07 Mar 2020 03:41 - 07 Mar 2020 03:52 #159367
by alejandrolleida
Replied by alejandrolleida on topic lathe with 3 stepper one for each axis
Linux cnc not grbl mistake solved
3 steppers for lathe is because I bought a chuck with nema 17 was so expensive about 200$ but easy to install, missfortunately it's hard to configure, I'm asking how configure.
Stepconf wizard looking if works

3 steppers for lathe is because I bought a chuck with nema 17 was so expensive about 200$ but easy to install, missfortunately it's hard to configure, I'm asking how configure.
Stepconf wizard looking if works
Last edit: 07 Mar 2020 03:52 by alejandrolleida.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
08 Mar 2020 23:52 #159531
by andypugh
Replied by andypugh on topic lathe with 3 stepper one for each axis
I don't think that LinuxCNC knows how to configure a stepper spindle (I could be wrong).
So as a first step use the stepconf wizard to configure for a normal 2-axis lathe, and get the X and Z axis moving.
Once that is working you can start to manually edit the HAL file to add the spindle stepper.
The first stage will be to change
I have guessed most of these pin names, the real pin names are documented here:
linuxcnc.org/docs/2.7/html/man/man9/stepgen.9.html
linuxcnc.org/docs/2.7/html/man/man9/motion.9.html
You will need to make the step and dir connections too. Copy the format of the axis pins, but with the index numbers and pin numbers change.
So as a first step use the stepconf wizard to configure for a normal 2-axis lathe, and get the X and Z axis moving.
Once that is working you can start to manually edit the HAL file to add the spindle stepper.
The first stage will be to change
loadrt stepgen control_type=p,p[code] to [code]loadrt stepgen control_type=p,p,v[code]
You will then have a set of stepgen, two with a ...position-cmd input pin and one with a ...velocity-cmd input pin.
You need to connect that to the spindle speed comand. Something like:
[code]net spindle-speed motion.spindle-speed-out => stepgen.2.velocity-cmdI have guessed most of these pin names, the real pin names are documented here:
linuxcnc.org/docs/2.7/html/man/man9/stepgen.9.html
linuxcnc.org/docs/2.7/html/man/man9/motion.9.html
You will need to make the step and dir connections too. Copy the format of the axis pins, but with the index numbers and pin numbers change.
The following user(s) said Thank You: alejandrolleida
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1052
- Thank you received: 183
26 Mar 2020 19:00 #161605
by Mike_Eitel
Replied by Mike_Eitel on topic lathe with 3 stepper one for each axis
Sorry for late stepping in, was not online a while.
I've seen that question multiple times and was always wondering why not using Hal component siggen in square mode. With 1ms servothread i would expect soemething like 500 or 250 times multiplied with 60 as 15`000 or 30`000 pulses per minute.
I've seen that question multiple times and was always wondering why not using Hal component siggen in square mode. With 1ms servothread i would expect soemething like 500 or 250 times multiplied with 60 as 15`000 or 30`000 pulses per minute.
The following user(s) said Thank You: alejandrolleida
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12049
- Thank you received: 4114
26 Mar 2020 20:45 #161615
by rodw
That has to work. I've had no problems running steppers with a square wave generated on an Arduino.
Replied by rodw on topic lathe with 3 stepper one for each axis
Sorry for late stepping in, was not online a while.
I've seen that question multiple times and was always wondering why not using Hal component siggen in square mode. With 1ms servothread i would expect soemething like 500 or 250 times multiplied with 60 as 15`000 or 30`000 pulses per minute.
That has to work. I've had no problems running steppers with a square wave generated on an Arduino.
Please Log in or Create an account to join the conversation.
- alejandrolleida
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 0
25 May 2020 23:53 - 26 May 2020 00:00 #168918
by alejandrolleida
Replied by alejandrolleida on topic lathe with 3 stepper one for each axis
I've been working a lot finally I can move the 3 steppers with xyza configuration but "y" is useless but I can't copy the configuration of "a" axis to hal in lathe x,z configuration and returns error codes:
[axis_1]scale' not found
5425
Stopping
[axis_1]scale' not found
5425
Stopping
Last edit: 26 May 2020 00:00 by alejandrolleida.
Please Log in or Create an account to join the conversation.
- alejandrolleida
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 0
25 May 2020 23:58 #168920
by alejandrolleida
Replied by alejandrolleida on topic lathe with 3 stepper one for each axis
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
26 May 2020 06:51 #168941
by Mike_Eitel
Replied by Mike_Eitel on topic lathe with 3 stepper one for each axis
Is this a request for help?
Than we need your lcnc version and your configuration.
Than we need your lcnc version and your configuration.
Please Log in or Create an account to join the conversation.
- alejandrolleida
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 0
26 May 2020 11:23 #168968
by alejandrolleida
Replied by alejandrolleida on topic lathe with 3 stepper one for each axis
Maybe a request
Uname -v
1 SMP PREEMPT RT Debían 4.9.210-1 (2020-01-20)
About axis
LinuxCNC/axis versión 2.7.15
Uname -v
1 SMP PREEMPT RT Debían 4.9.210-1 (2020-01-20)
About axis
LinuxCNC/axis versión 2.7.15
Please Log in or Create an account to join the conversation.
Time to create page: 0.228 seconds