×
Forum Header
Mach3 XML and Stepconfig issues.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 4742
- Thank you received: 1454
25 Apr 2017 14:13 #92062
by Todd Zuercher
Replied by Todd Zuercher on topic Mach3 XML and Stepconfig issues.
Well, you do what works. The stepgen type 0 produces a pulse that is always the same length (set by stepgen.N.steplen). Stepgen type 2 produces a pulses whose length equals 1/2 the frequency. We still don't know for sure what the pulse that Mach3 generates looks like. (Until you scope it.)
The last few posts between you and Andy seemed to imply that you were having trouble setting up and getting the stepgen type 2 phase-A signal to work. That is why I posted the hal file I used to show that signal in my last post.
But according to your Mach3 set up screen it should be the type 0 with a step length of 5000 (or maybe its inverse) That is why I suggested going back to that with the settings I suggested in my previous post. (Nice and confusing huh? If you under stand all this your probably smarter than me.)
The last few posts between you and Andy seemed to imply that you were having trouble setting up and getting the stepgen type 2 phase-A signal to work. That is why I posted the hal file I used to show that signal in my last post.
But according to your Mach3 set up screen it should be the type 0 with a step length of 5000 (or maybe its inverse) That is why I suggested going back to that with the settings I suggested in my previous post. (Nice and confusing huh? If you under stand all this your probably smarter than me.)
Please Log in or Create an account to join the conversation.
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 14:19 #92063
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
"But according to your Mach3 set up screen it should be the type 0 with a step length of 5000 (or maybe its inverse) "
And that did not work either way inversed or not. Quad pulses no better either. Still as a bad two-stroke.
So I have to take down my scope and look how the signal from Mach looks like.
And that did not work either way inversed or not. Quad pulses no better either. Still as a bad two-stroke.
So I have to take down my scope and look how the signal from Mach looks like.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4742
- Thank you received: 1454
25 Apr 2017 14:29 #92064
by Todd Zuercher
Replied by Todd Zuercher on topic Mach3 XML and Stepconfig issues.
At this point I think that is the only way to be certain what exactly is going on. Use the "real" scope to see just what Mach is doing. Then set up Linuxcnc to replicate that. Then use the "real" scope to confirm that Linuxcnc is actually doing what you configured it to. If Linuxcnc isn't doing what it is configured to then something isn't configured right, there is a big latency problem, or you've found a rather nasty bug.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4742
- Thank you received: 1454
25 Apr 2017 14:36 - 25 Apr 2017 14:36 #92065
by Todd Zuercher
Replied by Todd Zuercher on topic Mach3 XML and Stepconfig issues.
I wonder if maybe there might possibly be something goofy going on with your chargepump causing this output or maybe all of them.to pulse. Is there a way that you can check to see if the outputs on your breakout board stay on steady when it is set to a constant true value while Linuxcnc is powering the chargepump?
Last edit: 25 Apr 2017 14:36 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 16:20 #92072
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
Something is fishy that is for sure.
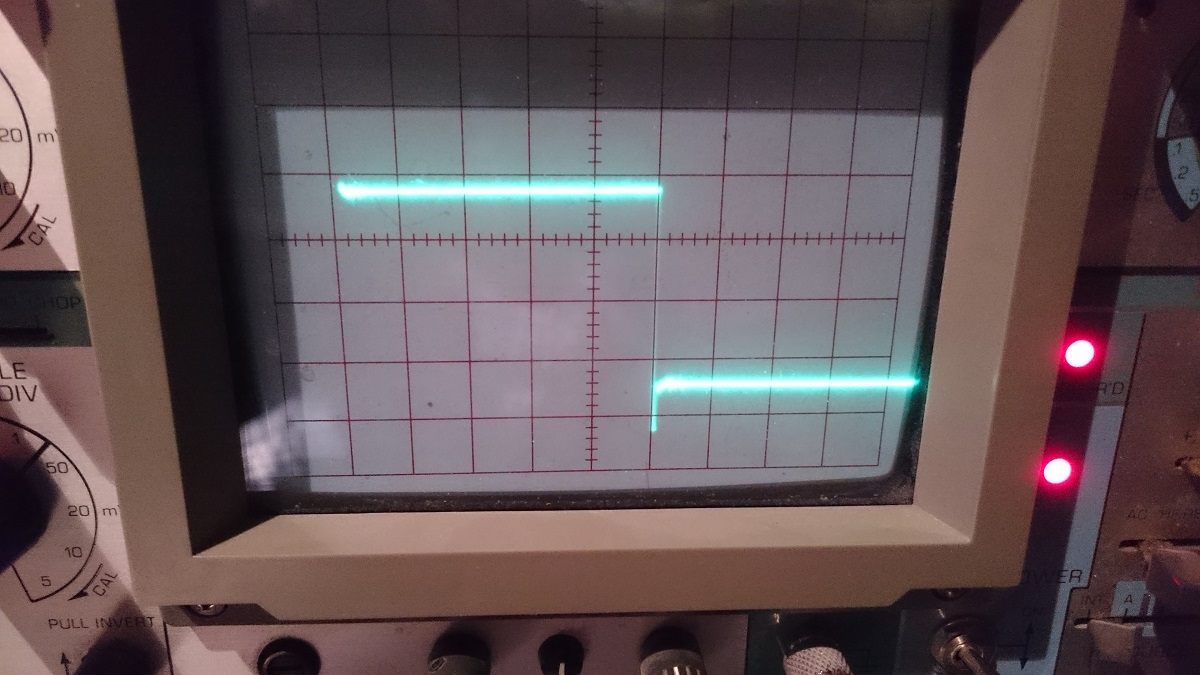
Mach3 out = 1µs sweep = 5µs pulse as set in Mach3
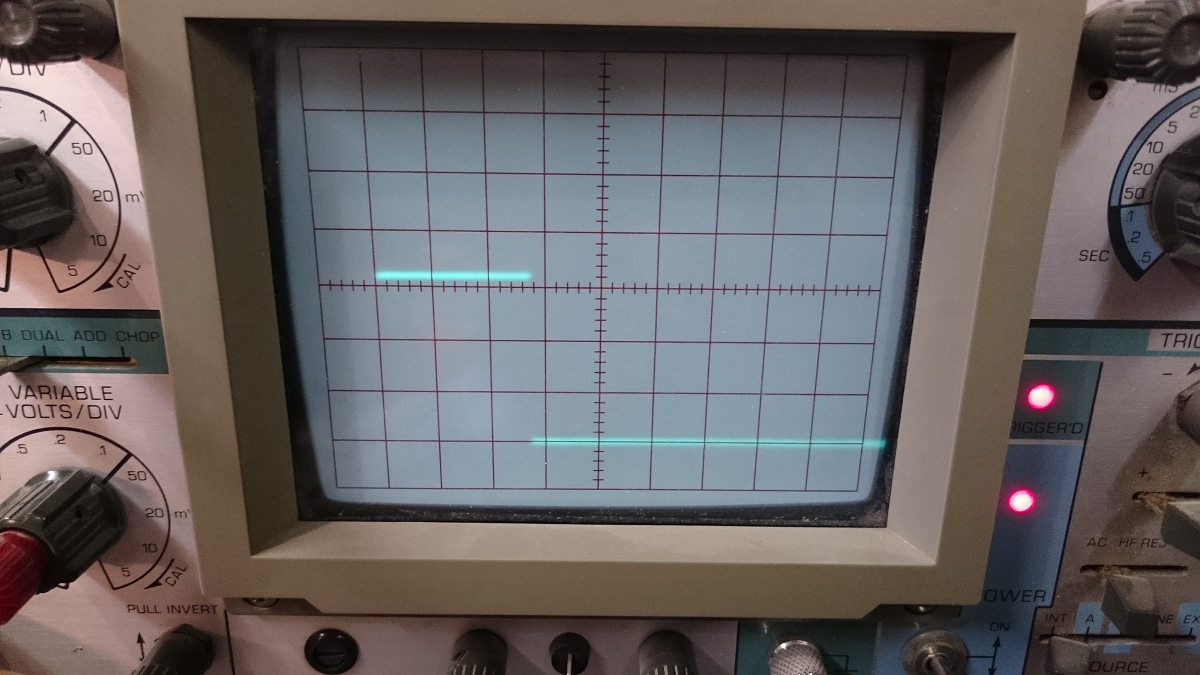
LCNC delivers with 1ms sweep a pulse of 2.75ms or something like that.

Input is set to 1V/div
Mach3 out = 1µs sweep = 5µs pulse as set in Mach3
LCNC delivers with 1ms sweep a pulse of 2.75ms or something like that.
Input is set to 1V/div
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 16:33 #92075
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
Above is with 250000 steplen so it figures, but shorter and spindle will not start.
Will go down after dinner and test stepping down until there is no spindle starting.
Tested with 2500 and nothing
Obviously I am missing something here
Will go down after dinner and test stepping down until there is no spindle starting.
Tested with 2500 and nothing
Obviously I am missing something here
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
25 Apr 2017 17:04 #92081
by andypugh
Replied by andypugh on topic Mach3 XML and Stepconfig issues.
Is the parport output voltage actually higher with Mach3?
Some parports have a stronger drive in EPP mode. Perhaps Mach3 forces this mode?
I think we would currently be expecting a longer pulse in LinuxCNC if you are still in quadrature mode.
Can you compare the pulses-per-screen on a longer timebase at the same spindle speed with both configs?
On a long timebase, does the LinuxCNC output look steady, or is it visibly pulsing?
Some parports have a stronger drive in EPP mode. Perhaps Mach3 forces this mode?
I think we would currently be expecting a longer pulse in LinuxCNC if you are still in quadrature mode.
Can you compare the pulses-per-screen on a longer timebase at the same spindle speed with both configs?
On a long timebase, does the LinuxCNC output look steady, or is it visibly pulsing?
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 17:23 #92084
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
Testing in 0,0,0
Now I have set steplen to 5000 and I can start spindle BUT it takes for ever about 35 to push the plus sign before spindle starts. Scope says 30mikro s and not 5.
Now also I have smooth spindle rotation.
How to get spindle starting earlier and why not working in MDI?
Now I have set steplen to 5000 and I can start spindle BUT it takes for ever about 35 to push the plus sign before spindle starts. Scope says 30mikro s and not 5.
Now also I have smooth spindle rotation.
How to get spindle starting earlier and why not working in MDI?
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 17:39 #92086
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
Position scale did the trick but still no MDI
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
25 Apr 2017 17:46 #92088
by tecno
Replied by tecno on topic Mach3 XML and Stepconfig issues.
Doh, homing axis now MDI works
Please Log in or Create an account to join the conversation.
Time to create page: 0.302 seconds