Remora - ethernet NVEM / EC300 / EC500 cnc board
- scotta
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 894
- Thank you received: 464
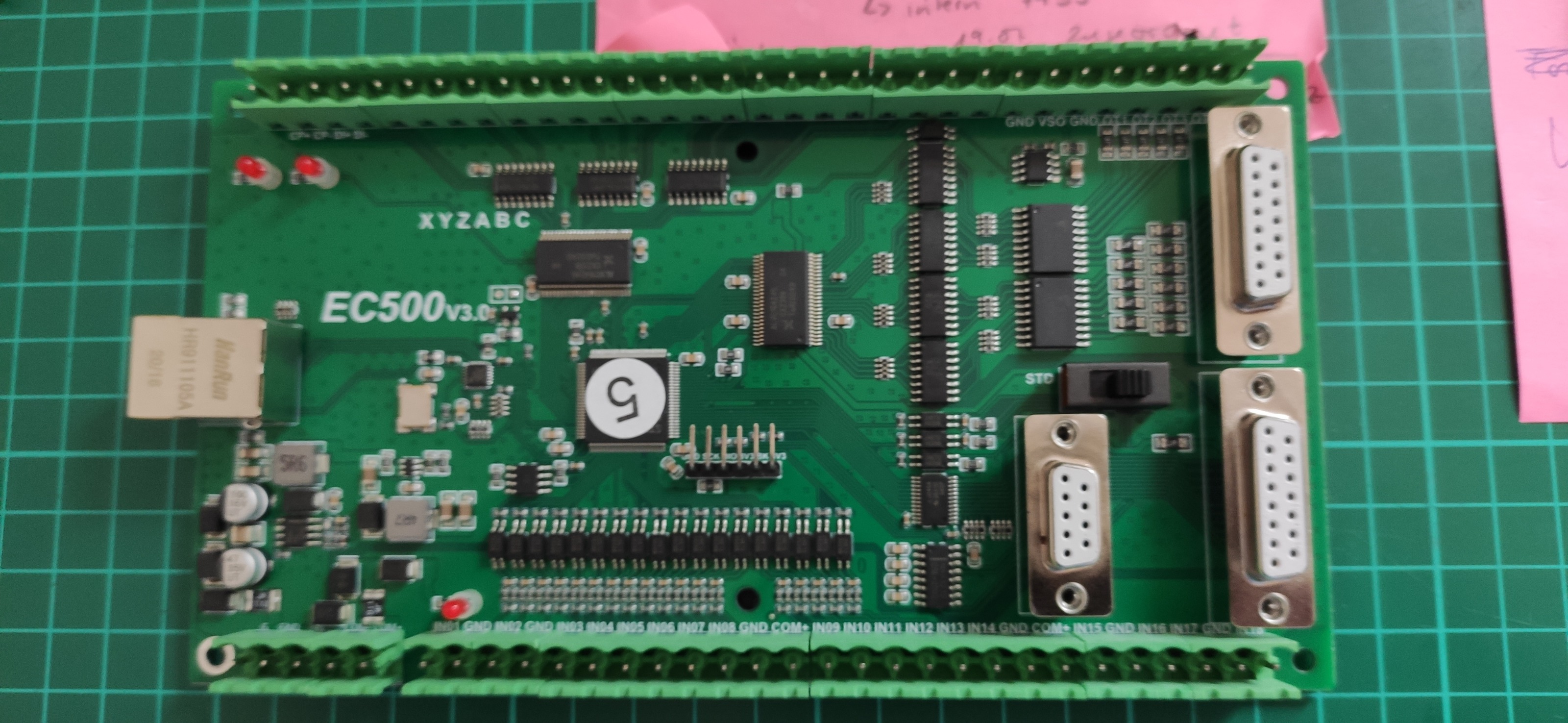
? a photo would be great as there are at least two versions of the board.on nv
Please Log in or Create an account to join the conversation.
-

- Visitor
-

Attachments:
Please Log in or Create an account to join the conversation.
-
- Visitor
-
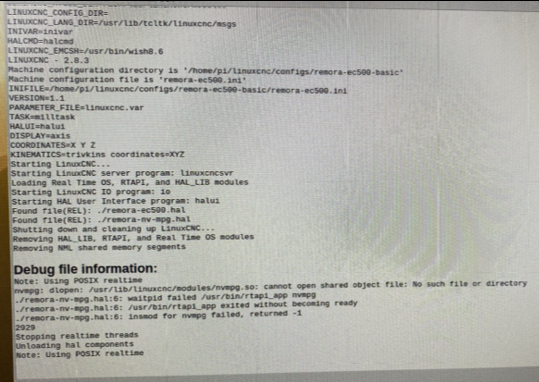
it reacts differently. If the board is switched on with the hand wheel plugged in and Linuxcnc is running, the coordinates are displayed correctly. As soon as I press any button on the handwheel, Linuxcnc goes into estop and shows the following error. If plug in the handwheel with the board switched on, linuxcnc goes into estop immediately.
Please Log in or Create an account to join the conversation.
- han
- Offline
- New Member
-

- Posts: 1
- Thank you received: 0
Was wondering if there is a way to catch signals from inputs. Looking through forum I saw a way to configure joint, tried similar way to do with input but with a failure. In the end would love to see if I can get input to register as machine homing when it reaches the trigger(s)
Thank you in advance!
Please Log in or Create an account to join the conversation.
- scotta
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 894
- Thank you received: 464
The config and nvmpg hal file on github need to be updated with the correct pinout for the EC500. Not sure if this is what is causing it but it's the first step in solving the issue. I'll look to update over the coming days, but you can check your config with the following pinout.

Attachments:
Please Log in or Create an account to join the conversation.
- scotta
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 894
- Thank you received: 464
Yes of course. Please check the full config file, which I shared in the previous post needs to be updated. But you can see the Input and Output configuration here github.com/scottalford75/Remora-Novusun/...c500-full-config.txtHey, sorry for stupid question in advanced, you might have answered it before but might have missed it.
Was wondering if there is a way to catch signals from inputs. Looking through forum I saw a way to configure joint, tried similar way to do with input but with a failure. In the end would love to see if I can get input to register as machine homing when it reaches the trigger(s)
Thank you in advance!
Please Log in or Create an account to join the conversation.
- scotta
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 894
- Thank you received: 464
Just another question. When you say press any button on the handwheel, are you referring to the side buttons or the keypad buttons? Keypad buttons are transmitted via serial using DMA to receive the data.Hi Scott,
it reacts differently. If the board is switched on with the hand wheel plugged in and Linuxcnc is running, the coordinates are displayed correctly. As soon as I press any button on the handwheel, Linuxcnc goes into estop and shows the following error. If plug in the handwheel with the board switched on, linuxcnc goes into estop immediately.
Please Log in or Create an account to join the conversation.
-
- Visitor
-
Please Log in or Create an account to join the conversation.
-
- Visitor
-
Thanks for the photo, you have the later board which is great. Also great to hear the serial communication with the NVPMG is working correctly. I think I need to put some jumpers over some of the additional components on my board to get it to work.
The config and nvmpg hal file on github need to be updated with the correct pinout for the EC500. Not sure if this is what is causing it but it's the first step in solving the issue. I'll look to update over the coming days, but you can check your config with the following pinout.
Hi Scott,
How do i have to change the config.txt? Just an example.
Please Log in or Create an account to join the conversation.
- Snap1202
- Offline
- New Member
-
- Posts: 6
- Thank you received: 1
Attachments:
Please Log in or Create an account to join the conversation.