Remora - ethernet NVEM / EC300 / EC500 cnc board
- vpomerleau
- Away
- Junior Member
-

Less
More
- Posts: 27
- Thank you received: 3
21 Jan 2025 14:35 #319570
by vpomerleau
Replied by vpomerleau on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Thanks Murphy for your answer. I read the entire forum many times without finding what I was looking for.I used marked spindle index pin on the controller. From EC500 V5 documentation:
INDEX can be connected to ordinary NPN type 2 wire Hall switch
So I tought maybe they didn't put or put better optocoupler on this one since this pin is intended for this use, if needed i'm gonna bypass it. So do think I should use te remora PRUencoder or use the linuxCNC encoder module ? And to do so , do I need to modify my config.txt file to include encoder and upload it again ? I really want this to work
INDEX can be connected to ordinary NPN type 2 wire Hall switch
So I tought maybe they didn't put or put better optocoupler on this one since this pin is intended for this use, if needed i'm gonna bypass it. So do think I should use te remora PRUencoder or use the linuxCNC encoder module ? And to do so , do I need to modify my config.txt file to include encoder and upload it again ? I really want this to work
Please Log in or Create an account to join the conversation.
- Murphy
- Offline
- Elite Member
-

Less
More
- Posts: 162
- Thank you received: 5
21 Jan 2025 19:42 - 21 Jan 2025 20:48 #319583
by Murphy
Replied by Murphy on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
I m not sure, I haven't gotten as far as an index yet, I'm trying to get the A and B working right first. That uses the PRUencoder. The encoder only supports quadratic at the moment. I have the A and B pulses going to the WHA and WHB inputs from the MPG(by passing the opticouplers). I'm not sure if the index pin will have to be bypassed also.
Last edit: 21 Jan 2025 20:48 by Murphy.
Please Log in or Create an account to join the conversation.
- mudrat
- Offline
- New Member
-

Less
More
- Posts: 6
- Thank you received: 0
21 Jan 2025 21:26 #319591
by mudrat
Replied by mudrat on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Are you guys trying to bring the encoder phases into the EC300 board rather than using a closed loop stepper driver?
Please Log in or Create an account to join the conversation.
- vpomerleau
- Away
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 3
21 Jan 2025 21:34 #319594
by vpomerleau
Replied by vpomerleau on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
No just to have closed loop on a 0-10v VFD. In @Cakeslob examples , he just seem to use phase-z (INDEX) for his spindle control
Please Log in or Create an account to join the conversation.
- cakeslob
- Offline
- Platinum Member
-

Less
More
- Posts: 926
- Thank you received: 278
22 Jan 2025 03:39 - 22 Jan 2025 04:34 #319615
by cakeslob
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
vp, what are you trying to do and what is happening so far?
you just want a closed loop spindle? are you trying to thread or something else? is it only the z channel? most spindles are left open loop but with spindle feedback for rpm
lets start with this. what is the spindle speed? estimation/best guess,
this will get a little tricky because you have a pulley reduction and gear thing
edit, vp in my example, i am using an ABZ encoder to capture rpm and for threading, but its not a config for closed loop spindle
you just want a closed loop spindle? are you trying to thread or something else? is it only the z channel? most spindles are left open loop but with spindle feedback for rpm
The spindle run but doesn't look closed loop since the rpm is not right but I can vary the speed with the override.
lets start with this. what is the spindle speed? estimation/best guess,
this will get a little tricky because you have a pulley reduction and gear thing
edit, vp in my example, i am using an ABZ encoder to capture rpm and for threading, but its not a config for closed loop spindle
Last edit: 22 Jan 2025 04:34 by cakeslob.
Please Log in or Create an account to join the conversation.
- vpomerleau
- Away
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 3
22 Jan 2025 10:04 #319624
by vpomerleau
Replied by vpomerleau on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Hi Cakeslob! Thank you for your reply. I attached some picture of my mill for clarity. So I got 1710 RPM motor with a fixed 1.8:1 pulley ratio, the encoder is on top of the second pulley, after that I have a lever for High/Low lever that with a 8.3:1 ratio. It's possible to put the encoder after all that but a lot of work. So my ultimate goal is when I call M3 S1650 the control output what he think is the correct 0-10v voltage, read the value from the single pulse Hall sensor and adjust the voltage to hit the target perfectly. I think it's closed loop. The cherry on top would be the ability of rigid tapping but not sure if it is possible with my current configuration. Probably a lot of work and if I need another kind of encoder i'm willing to replace it, i started this project 5 years ago and i'm not in a hurry. If I understand correctly, the remora PRUencoder doesn't work with single pulse hall sensor so your code is probably not suitable for my setup. The maximum pulse frequency is 5000/minute, does the EC-500 can handle that?
Please Log in or Create an account to join the conversation.
- cakeslob
- Offline
- Platinum Member
-
Less
More
- Posts: 926
- Thank you received: 278
22 Jan 2025 22:31 - 22 Jan 2025 22:31 #319682
by cakeslob
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Ok, and the quill is motorized it looks like? We can figure out the ratio stuff later. lets start by ensuring you get the proper rpm from remora. I think the board is doing a 0-10v analog correct? You should be able to measure the voltage output from the board and verify its outputting correctly.
If I have this correct, when you S5000 M3, it should read 10v.
edit, to do threading, you will need an encoder.
If I have this correct, when you S5000 M3, it should read 10v.
edit, to do threading, you will need an encoder.
Last edit: 22 Jan 2025 22:31 by cakeslob.
Please Log in or Create an account to join the conversation.
- nicnucan
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
01 Feb 2025 10:55 - 01 Feb 2025 10:56 #320314
by nicnucan
Replied by nicnucan on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Hello everyone,I have a question regarding uploading the Remora config, as the config upload runs into a timeout.
To explain: I am using an EC500 board flashed with the latest Remora CPP version. Uploading a new config has worked flawlessly multiple times before, but ever since I switched from Ubuntu Linux to the Debian LinuxCNC ISO, it no longer works and results in a timeout.
Reflashing the EC500 works without any issues. The board can be pinged and used without problems. However, the config upload using upload_config.py does not work.Has anyone encountered this issue before and maybe has a tip for me? I know that I could theoretically compile a modified config into a firmware build, but I would like to get the upload function working again.
Thanks and best regards!
To explain: I am using an EC500 board flashed with the latest Remora CPP version. Uploading a new config has worked flawlessly multiple times before, but ever since I switched from Ubuntu Linux to the Debian LinuxCNC ISO, it no longer works and results in a timeout.
Reflashing the EC500 works without any issues. The board can be pinged and used without problems. However, the config upload using upload_config.py does not work.Has anyone encountered this issue before and maybe has a tip for me? I know that I could theoretically compile a modified config into a firmware build, but I would like to get the upload function working again.
Thanks and best regards!
Last edit: 01 Feb 2025 10:56 by nicnucan.
Please Log in or Create an account to join the conversation.
- cakeslob
- Offline
- Platinum Member
-
Less
More
- Posts: 926
- Thank you received: 278
02 Feb 2025 01:09 #320376
by cakeslob
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
I think the majority of us are using a debian of some kind. you are using the latest bullseye image?
raf did a write up on his process for install
forum.linuxcnc.org/18-computer/44828-rem...rd?start=1570#291712
i guess try that first, but if you can run, and ping, and tftpy is working,
the next thing to try would be to doing a fullchip erase on the rt1052, and reloading the firmware and config
i was trying to find the error that produces just now, but i cant find the old posts about it.
raf did a write up on his process for install
forum.linuxcnc.org/18-computer/44828-rem...rd?start=1570#291712
i guess try that first, but if you can run, and ping, and tftpy is working,
the next thing to try would be to doing a fullchip erase on the rt1052, and reloading the firmware and config
i was trying to find the error that produces just now, but i cant find the old posts about it.
Please Log in or Create an account to join the conversation.
- beauxnez
- Offline
- Premium Member
-

Less
More
- Posts: 149
- Thank you received: 10
05 Feb 2025 17:31 - 05 Feb 2025 17:34 #320769
by beauxnez
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
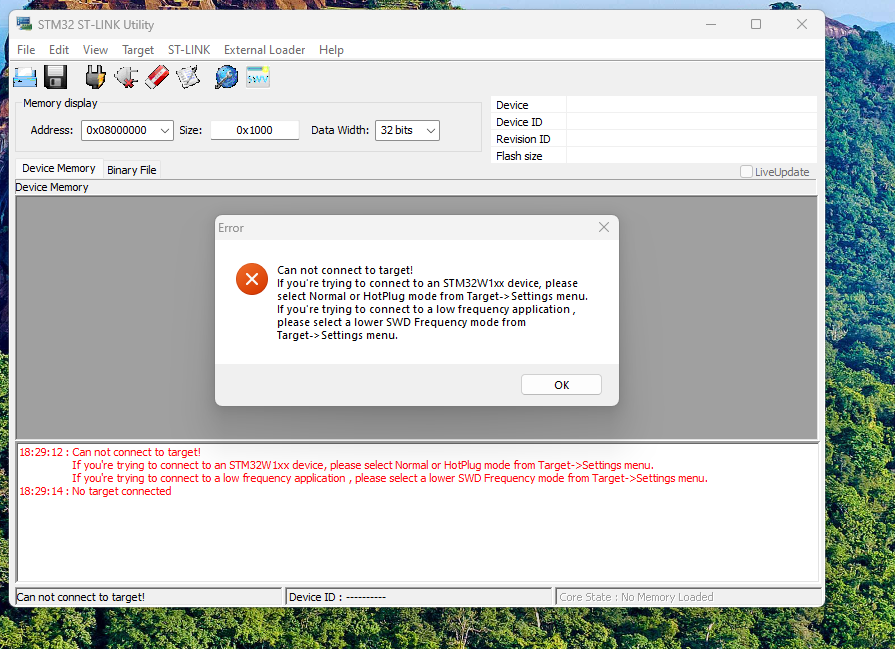
1. Convert an ST-Link to a CMSIS-DAP probe by using a a second ST-Link and the ST-Link utility to flash the CMSIS-DAP firmware.
mvdlande.wordpress.com/2015/10/05/cmsis-...ink-v2-mini-adapter/
2. Use pyOCD with the newly flashed CMSIS-DAP probe to flash the firmware to the controller board
python -m pip install -U pyocd
pyocd flash .\remora-rt1052-3.1.3.bin --target mimxrt1050_quadspi
github.com/scottalford75/Remora-RT1052-c...ora-rt1052-3.1.3.bin
Hello, I'm coming back to the charge on my RT 1052 card, I'm trying to flash with the CMSIS-DAP firmware but I have an error message the card is not detected?
Attachments:
Last edit: 05 Feb 2025 17:34 by beauxnez.
Please Log in or Create an account to join the conversation.
Time to create page: 0.404 seconds