Another "what do I need" thread. Vmc retrofit
- emcPT
-

- Offline
- Platinum Member
-

Less
More
- Posts: 702
- Thank you received: 139
17 Jan 2015 03:30 #55105
by emcPT
Replied by emcPT on topic Another "what do I need" thread. Vmc retrofit
The 7i84 can also handle the manual pulse generator.
I have a working panel here (with MPG):
drive.google.com/file/d/0B2x2WOxtQitReXA...cnM/view?usp=sharing
drive.google.com/file/d/0B2x2WOxtQitRb1p...dmc/view?usp=sharing
In the past I had bad experiences with voltages around 5V. They are simply to sensitive in noisy environments, like a VFD. Always when is possible I use 24V.
I have a working panel here (with MPG):
drive.google.com/file/d/0B2x2WOxtQitReXA...cnM/view?usp=sharing
drive.google.com/file/d/0B2x2WOxtQitRb1p...dmc/view?usp=sharing
In the past I had bad experiences with voltages around 5V. They are simply to sensitive in noisy environments, like a VFD. Always when is possible I use 24V.
Please Log in or Create an account to join the conversation.
- thewho
- Offline
- Premium Member
-

Less
More
- Posts: 128
- Thank you received: 2
18 Jan 2015 07:20 #55133
by thewho
Replied by thewho on topic Another "what do I need" thread. Vmc retrofit
I´ll probably start with 5i25+7i77 and then buy another card when I run out of I/Os
Can´t decide what to do with my encoder problem tho. Is the lag in the amt´s really that bad? I mean a lot of people are using them.
Any other good (cheap) encoders out there?
Can´t decide what to do with my encoder problem tho. Is the lag in the amt´s really that bad? I mean a lot of people are using them.
Any other good (cheap) encoders out there?
Please Log in or Create an account to join the conversation.
- jmelson
- Offline
- Moderator
-

Less
More
- Posts: 827
- Thank you received: 160
18 Jan 2015 12:11 #55136
by jmelson
Some time ago, LinuxCNC's PID logic extracted velocity from the encoder delta between samples.
This led to a LOT of noise from the sampled nature of the encoder counting process being
fed into the D term of the PID. Now, pretty much all hardware systems have velocity
estimation from time stamping of the last encoder transition, and this problem is much
reduced. For typical benchtop and small CNC machines with modest accelerations and
top velocities, the AMT encoders are probably quite OK. You really do want to enable
the encoder velocity estimation if using these encoders.
Jon
Replied by jmelson on topic Another "what do I need" thread. Vmc retrofit
I´ll probably start with 5i25+7i77 and then buy another card when I run out of I/Os
Can´t decide what to do with my encoder problem tho. Is the lag in the amt´s really that bad?
Some time ago, LinuxCNC's PID logic extracted velocity from the encoder delta between samples.
This led to a LOT of noise from the sampled nature of the encoder counting process being
fed into the D term of the PID. Now, pretty much all hardware systems have velocity
estimation from time stamping of the last encoder transition, and this problem is much
reduced. For typical benchtop and small CNC machines with modest accelerations and
top velocities, the AMT encoders are probably quite OK. You really do want to enable
the encoder velocity estimation if using these encoders.
Jon
Please Log in or Create an account to join the conversation.
- tkamsker
- Offline
- Premium Member
-
Less
More
- Posts: 129
- Thank you received: 5
20 Jan 2015 23:10 #55209
by tkamsker
Replied by tkamsker on topic Another "what do I need" thread. Vmc retrofit
Hi i did exact project but on an Bridgeport 412
(it looks exactly as an copy only the x servo is on the other side") -
-
i used following parts
Granite devices Servor driver (they speak you language-
AMT102 encoders ,
i use Hungarian General Mechatronic board and their Relay box. I did some electronics for the surgical cut on the machine
so optocouplers für the ATC and the spindle orientation
the owner of the machine through out the old motor and use an new 3hp motor which is sufficient for his needs which i drive by an 0..10 V signal and 2 relays for left and right
the rest is simple i planned minimum buttons gmoccapy and touchscreen as ui but old master wants it glove save so we do much more buttons
i even did him an MPG-
so yes it is doable
thomas
(it looks exactly as an copy only the x servo is on the other side
-i used following parts
Granite devices Servor driver (they speak you language
-AMT102 encoders ,
i use Hungarian General Mechatronic board and their Relay box. I did some electronics for the surgical cut on the machine
so optocouplers für the ATC and the spindle orientation
the owner of the machine through out the old motor and use an new 3hp motor which is sufficient for his needs which i drive by an 0..10 V signal and 2 relays for left and right
the rest is simple i planned minimum buttons gmoccapy and touchscreen as ui but old master wants it glove save so we do much more buttons
i even did him an MPG
-so yes it is doable
thomas
Please Log in or Create an account to join the conversation.
- emcPT
-
- Offline
- Platinum Member
-
Less
More
- Posts: 702
- Thank you received: 139
10 Feb 2015 19:42 #55857
by emcPT
How it is managed a good homing with resolvers, as no indexing is present?
I now have a work where the existing motors have resolvers and I also need a fine homing.
Thank you
Replied by emcPT on topic Another "what do I need" thread. Vmc retrofit
Is there any disadvantages to use revolvers other than it's hard new if one breaks.
No, and there are some advantages as they are absolute so even if you get a bad position reading due to an electrical glitch it recovers next time sample.
I run my milling machine with resolvers and a Mesa 7i49 board and I have decided that any future machines (I plan another lathe conversion) will use resolvers too. I prefer them to encoders.
How it is managed a good homing with resolvers, as no indexing is present?
I now have a work where the existing motors have resolvers and I also need a fine homing.
Thank you
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 23504
- Thank you received: 4998
10 Feb 2015 20:09 - 10 Feb 2015 20:11 #55858
by andypugh
Because Resolvers give absolute position this actually works very well.
The Hostmot2 resolver driver has an index-enable pin exactly like the encoder drivers have. In the case of the Resolver the pin is reset when the resolver passes the zero-degrees point.
To accommodate multi-turn resolvers there is a separate parameter to tell the driver how many poles there are. This will be consistent within a session, but not after a restart. But I don't think that will ever matter.
The Pico quadrature converters do much the same thing, with an emulated index pin in addition to the AB pins.
My milling machine has home-to-index configured and this means that it re-homes more accurately than the machine itself (if you see what I mean)
Replied by andypugh on topic Another "what do I need" thread. Vmc retrofit
How it is managed a good homing with resolvers, as no indexing is present?
Because Resolvers give absolute position this actually works very well.
The Hostmot2 resolver driver has an index-enable pin exactly like the encoder drivers have. In the case of the Resolver the pin is reset when the resolver passes the zero-degrees point.
To accommodate multi-turn resolvers there is a separate parameter to tell the driver how many poles there are. This will be consistent within a session, but not after a restart. But I don't think that will ever matter.
The Pico quadrature converters do much the same thing, with an emulated index pin in addition to the AB pins.
My milling machine has home-to-index configured and this means that it re-homes more accurately than the machine itself (if you see what I mean)
Last edit: 10 Feb 2015 20:11 by andypugh.
The following user(s) said Thank You: emcPT
Please Log in or Create an account to join the conversation.
- thewho
- Offline
- Premium Member
-
Less
More
- Posts: 128
- Thank you received: 2
21 Feb 2015 18:19 #56180
by thewho
Replied by thewho on topic Another "what do I need" thread. Vmc retrofit
I've been hesitating to open up the tnc controller but yesterday I got the Mesa cards so it was about time to tear into the controller to find out if I could use the "Sinewave to quadrature" card.
I was hoping it was a stand alone card with cables running from it, but man was I wrong..
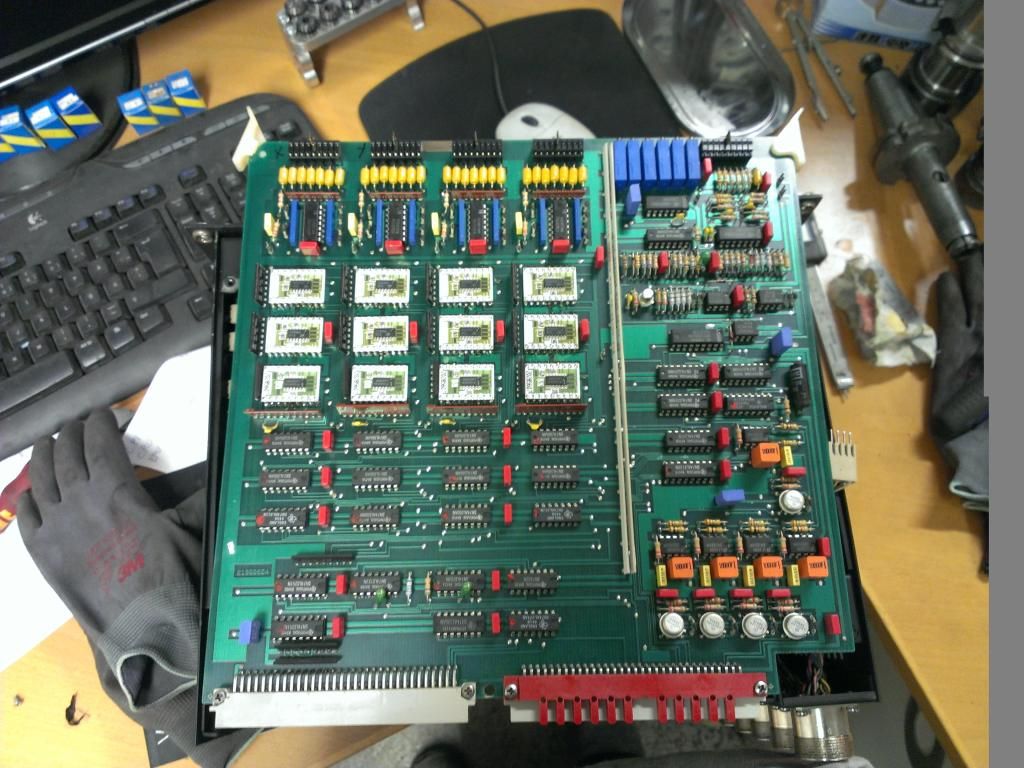
Has anyone dealt with this before? Should I try to use this or just buy new encoders?
I've Googled like crazy trying to find a converter (I know of heidenhains exe boxes) but not been able to find any "cheaper than new encoders" option.
I was hoping it was a stand alone card with cables running from it, but man was I wrong..
Has anyone dealt with this before? Should I try to use this or just buy new encoders?
I've Googled like crazy trying to find a converter (I know of heidenhains exe boxes) but not been able to find any "cheaper than new encoders" option.
Please Log in or Create an account to join the conversation.
- emcPT
-
- Offline
- Platinum Member
-
Less
More
- Posts: 702
- Thank you received: 139
21 Feb 2015 18:44 - 21 Feb 2015 18:48 #56182
by emcPT
Replied by emcPT on topic Another "what do I need" thread. Vmc retrofit
What drives do you have? You have the original drives, or you got the Argons?
And what mesa cards did you acquired? Those options now reflect on what you must do.
And what mesa cards did you acquired? Those options now reflect on what you must do.
Last edit: 21 Feb 2015 18:48 by emcPT.
Please Log in or Create an account to join the conversation.
- thewho
- Offline
- Premium Member
-
Less
More
- Posts: 128
- Thank you received: 2
21 Feb 2015 18:52 #56184
by thewho
Replied by thewho on topic Another "what do I need" thread. Vmc retrofit
If possible I'll use the analog ones already on the machine. They are Contraves NC700 series. +/-10V No encoder input if that's why you'r asking.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23504
- Thank you received: 4998
22 Feb 2015 02:26 #56197
by andypugh
That will probably work, especially if you have linear scales on the Axes that LinuxCNC can use for position feedback.
Replied by andypugh on topic Another "what do I need" thread. Vmc retrofit
If possible I'll use the analog ones already on the machine. They are Contraves NC700 series. +/-10V No encoder input if that's why you'r asking.
That will probably work, especially if you have linear scales on the Axes that LinuxCNC can use for position feedback.
Please Log in or Create an account to join the conversation.
Moderators: PCW, jmelson
Time to create page: 0.082 seconds