Urgent help required with EMC please
- sxyuklad
- Offline
- Premium Member
-

Less
More
- Posts: 85
- Thank you received: 0
11 Aug 2016 09:35 #78599
by sxyuklad
Urgent help required with EMC please was created by sxyuklad
Hello everyone,
This is my first post here. In fact to any forum. I really expect someone will be up to help me with the situation I am stuck in. Anyone with good knowledge of EMC as well as Mach3.
I have an EMCO compact 5 pc lathe retrofitted to Mach3. With all the electronics replaced and even the steppers too. It is works great till I want to do threading. For about 1 inch the threads are fine then mach3 loses timing and ruins the threads. I believe Mach3 is not as good as EMC when it comes to threading because Mach only uses 1ppr while EMC use phase A too very convenient.
I have zero knowledge of Linux operating system or EMC. I have been trying to collect bits and pieces from Wiki and forums, the documentations but everything is going top of my head.
I simply want to run my lathe with EMC now rather than Mach3.
Can anyone with good knowledge of both of these softwares please please please be up for helping me out.
I will further post once anyone is up. Basically, someone needs to guide me to have same setup of sindle and spindle encoder as I am running it with Mach3 plus phase A signal as additional with EMC. Secondly, I can post my vb macro for ATC here too and someone please help me convert the same coding to EMC. I have zero knowledge what is hal and components and all that. In mach3, I just wrote a vb script and put in macro folder and it runs whenever I call an M6 command. It is pretty easy but EMC is so different.
I am keeping my eyes open, as soon as someone is up, I can post further.
Thank you and help is so badly required and I will be so thankful and grateful.
Bilal
This is my first post here. In fact to any forum. I really expect someone will be up to help me with the situation I am stuck in. Anyone with good knowledge of EMC as well as Mach3.
I have an EMCO compact 5 pc lathe retrofitted to Mach3. With all the electronics replaced and even the steppers too. It is works great till I want to do threading. For about 1 inch the threads are fine then mach3 loses timing and ruins the threads. I believe Mach3 is not as good as EMC when it comes to threading because Mach only uses 1ppr while EMC use phase A too very convenient.
I have zero knowledge of Linux operating system or EMC. I have been trying to collect bits and pieces from Wiki and forums, the documentations but everything is going top of my head.
I simply want to run my lathe with EMC now rather than Mach3.
Can anyone with good knowledge of both of these softwares please please please be up for helping me out.
I will further post once anyone is up. Basically, someone needs to guide me to have same setup of sindle and spindle encoder as I am running it with Mach3 plus phase A signal as additional with EMC. Secondly, I can post my vb macro for ATC here too and someone please help me convert the same coding to EMC. I have zero knowledge what is hal and components and all that. In mach3, I just wrote a vb script and put in macro folder and it runs whenever I call an M6 command. It is pretty easy but EMC is so different.
I am keeping my eyes open, as soon as someone is up, I can post further.
Thank you and help is so badly required and I will be so thankful and grateful.
Bilal
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
11 Aug 2016 11:50 #78603
by andypugh
Replied by andypugh on topic Urgent help required with EMC please
As a first step you should be able to import the Mach3 configuration (XML file) directly into the LinuxCNC "Stepconf" configuration wizard.
Have you got as far as installing LinuxCNC on a PC yet?
Have you got as far as installing LinuxCNC on a PC yet?
The following user(s) said Thank You: sxyuklad
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
11 Aug 2016 14:41 #78620
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
Yes I have. I have been trying to import it, but it is not importing properly. All it is importing is stepper drivers step and directions pins and nothing else.
Oh my God, linuxcnc is so difficult to configure... I cannot even configure the home switches... I have both axis on one pin normally connected and only z axis is homing...
Please someone help me. I have got stepconf already done... Next I need accurate pwm for my vfd 0 to 100% and 0 to 1470rpm
I have index signal going in and I tried to add rpm display but it does not show real rpm, it is just showing commanded rpm...
Totally stuck... Do not know how and where to start after having done this bit.
I will screen capture my settings from stepconf and post them here if that can help.
Oh my God, linuxcnc is so difficult to configure... I cannot even configure the home switches... I have both axis on one pin normally connected and only z axis is homing...
Please someone help me. I have got stepconf already done... Next I need accurate pwm for my vfd 0 to 100% and 0 to 1470rpm
I have index signal going in and I tried to add rpm display but it does not show real rpm, it is just showing commanded rpm...
Totally stuck... Do not know how and where to start after having done this bit.
I will screen capture my settings from stepconf and post them here if that can help.
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
11 Aug 2016 14:54 #78621
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
If anyone will be up to give me his viber or whatsapp or basically any contact which can be quicker than posting here, that will be great. I mean I just want to get it sorted out as quick as possible plus I can go step by step and I am hopeful I will be done in a couple of hours rather than posting here and spending days.
If not comfortable here, private msg me... Bytheway, I have viber whatsapp imo on this number +923016287233. Please someone having good knowledge of both software help me out.
Thank you
If not comfortable here, private msg me... Bytheway, I have viber whatsapp imo on this number +923016287233. Please someone having good knowledge of both software help me out.
Thank you
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Aug 2016 00:31 #78656
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
OMG, no one up for help. I have been in front of the computer screen looking for some info on subject what I am trying to do.
I am very disappointed the things are going. I have been able to find a single example of code on the forum or in the wiki or anywhere. I was looking for a very simple stuff. How to drive an output pin of parallel port based on an input pin of the same parallel port.Very basic need of a cnc machine. Suppose I have an optical sensor on parallel port pin 10 which will give high or low signal input, I want to drive a relay on port 16 when input is high and turn off relay when input is low. Very disappointing, not a single example what coding is required and where to put it.
I seriously wish Linuxcnc was more graphical than coding and stuff. It is so difficult to get going with and on top of that no one is up for help till now.
Anyone with good knowledge please.
Awaiting still
I am very disappointed the things are going. I have been able to find a single example of code on the forum or in the wiki or anywhere. I was looking for a very simple stuff. How to drive an output pin of parallel port based on an input pin of the same parallel port.Very basic need of a cnc machine. Suppose I have an optical sensor on parallel port pin 10 which will give high or low signal input, I want to drive a relay on port 16 when input is high and turn off relay when input is low. Very disappointing, not a single example what coding is required and where to put it.
I seriously wish Linuxcnc was more graphical than coding and stuff. It is so difficult to get going with and on top of that no one is up for help till now.
Anyone with good knowledge please.
Awaiting still
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4761
- Thank you received: 1463
12 Aug 2016 02:32 #78659
by Todd Zuercher
Replied by Todd Zuercher on topic Urgent help required with EMC please
My knowledge of Mach is limited to "it uses step/dir signals". And that may be a common problem with others who may want to help you.
Your basic input-output question is not hard and would be just a basic hal connection. It is so basic that it isn't even logic, just connecting an input to an output and probably why there isn't an example. Anyway the line to add to your hal file would be:A quick Hal tutorial on the above line, the "net" command creates a signal (if it doesn't already exists) in this case named "in-out" an arbitrary name you give to the signal, and connects it to inputs and an output, "<=" and "=>" are meaningless and optional but help keep hal code legible they can be misleading if misused, "parport.0.pin-10-in" is an out put pin in hal (a little confusing) only one hal output pin can be attached to any one signal, and finally "parport.0.pin-16-out is a hal input pin any number of inputs can be connected to a signal. If you need to invert the result of this line change the "parport.0.pin-10-in" to "parport.0.pin-10-in-not".
You are going to need to be a little more specific with what is tripping you up. We can't read your mind.
We can help you gain the knowledge to to set up your machine, but it is going to be you doing it and you need to be willing to put in the time to learn how to do it. (we aren't here to set up your machine for you, there are machine retro fitters you can pay to do that.)
What parts of the Mach config didn't translate? What are your hardware details?
Things like common, or shared limits and home switches are not a problem in Linuxcnc.
Linuxcnc is a lot more complex to set up than Mach because it is much more flexible. It is a little like comparing a paint with water page with a good paint set.
Have you been studying the documentation?
linuxcnc.org/docs/2.7/html/
Finally you may want to try to tone down the tude a little, we are here to help because we want to.
Your basic input-output question is not hard and would be just a basic hal connection. It is so basic that it isn't even logic, just connecting an input to an output and probably why there isn't an example. Anyway the line to add to your hal file would be:
net in-out <= parport.0.pin-10-in => parport.0.pin-16-outYou are going to need to be a little more specific with what is tripping you up. We can't read your mind.
We can help you gain the knowledge to to set up your machine, but it is going to be you doing it and you need to be willing to put in the time to learn how to do it. (we aren't here to set up your machine for you, there are machine retro fitters you can pay to do that.)
What parts of the Mach config didn't translate? What are your hardware details?
Things like common, or shared limits and home switches are not a problem in Linuxcnc.
Linuxcnc is a lot more complex to set up than Mach because it is much more flexible. It is a little like comparing a paint with water page with a good paint set.
Have you been studying the documentation?
linuxcnc.org/docs/2.7/html/
Finally you may want to try to tone down the tude a little, we are here to help because we want to.
The following user(s) said Thank You: sxyuklad
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Aug 2016 09:31 #78663
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
Hello Todd
Thank you so much for your explanation. I am now getting hold of this now, just a tiny bit.
I have gone through the documentation but what it lacks is when it gives an example, then it should thoroughly explain it and different parts of it what exactly they are doing. Anyway, here is my first problem:
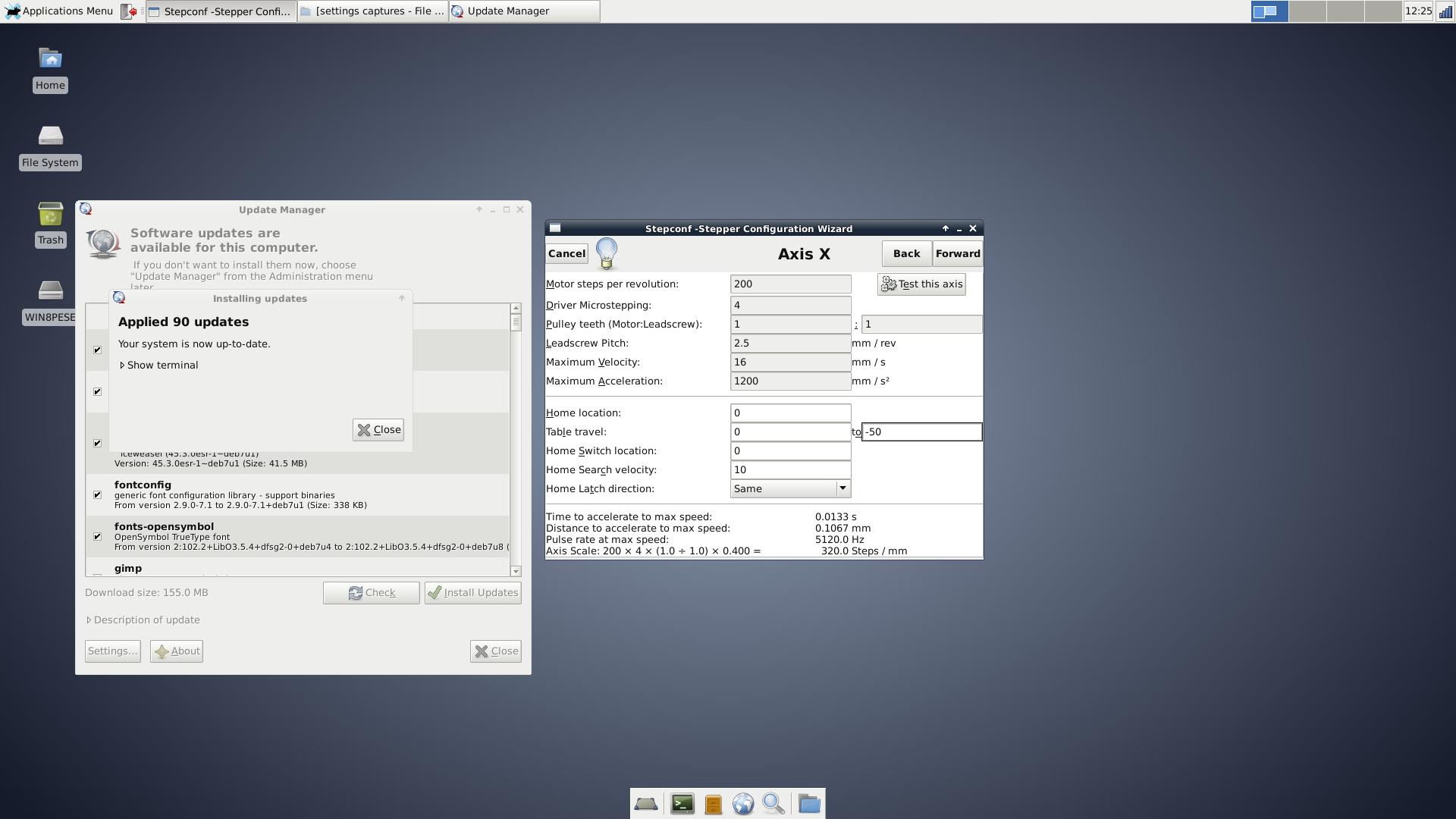
On Linuxcnc interface, there is only "Home All" button, that means I cannot home one axis at a time? I know I can do that with MDI but still I would like a handy button on the interface. Or is it because my both my homes are linked to one pin?
I explain, I am using two limit switches normally closed on both axis and tie them together gives me one pin option. I have configured "Home all" in stepconf to the relevant pin but it is only homing Z axis and then it would stop, no homing for x axis. My understanding is, when Linuxcnc tries to home axis, when the connection which is NC is broken at Z homing axis, it thinks X is homed too because X axis home switch is on the same line. I hope you get my point. Basically, it is all one loop NC. Pin 13 on my BOB goes through two limit switches and finally end up with ground. So any of the switches (Z or X) can break the connection of this NC loop. My setting are as follows which I configured in stepconf
Pin 13 = Home All
Z AXIS
Home location = 0
Table travel = 0 to 200
Home switch location = 0
X AXIS
Home location = 0
Table travel = 0 to -50
Home switch location = 0
My X axis limit switch is at the far end like towards the operator and away from chuck. My Z axis limit switch is near the chuck, I mean at the chuck end. I hope it all made sense, if anything unclear, please let me know, I can always post more info.
Secondly. where does this line go? To which file in conf directory? And can it go anywhere within the file or under specific header?
net in-out <= parport.0.pin-10-in => parport.0.pin-16-out
And what I understand, it will run all the time while Linuxcnc running and watch for parallel port pin 10 for an input and will turn parallel port pin 16 on or off based on input pin, YES?
I know there are retrofitters who I can pay but machine is ready to go, as I said I am using it with Mach3. All I need help with is the connections of my breakout board to Linuxcnc and background programming. I understand a cnc machine pretty well myself, it is just that I need help with Linuxcnc stuff.
Thank you and as soon as I receive your message, we will move to my next problem.
Regards
Bilal
PS: I do seriously believe if there could be another way of getting your help, like a little quicker than posting here and then waiting for you to see. If it was viber or whatsapp, like I can get your help on the spot while actually trying on the machine what you tell me. Anyway, thank you again.
Thank you so much for your explanation. I am now getting hold of this now, just a tiny bit.
I have gone through the documentation but what it lacks is when it gives an example, then it should thoroughly explain it and different parts of it what exactly they are doing. Anyway, here is my first problem:
On Linuxcnc interface, there is only "Home All" button, that means I cannot home one axis at a time? I know I can do that with MDI but still I would like a handy button on the interface. Or is it because my both my homes are linked to one pin?
I explain, I am using two limit switches normally closed on both axis and tie them together gives me one pin option. I have configured "Home all" in stepconf to the relevant pin but it is only homing Z axis and then it would stop, no homing for x axis. My understanding is, when Linuxcnc tries to home axis, when the connection which is NC is broken at Z homing axis, it thinks X is homed too because X axis home switch is on the same line. I hope you get my point. Basically, it is all one loop NC. Pin 13 on my BOB goes through two limit switches and finally end up with ground. So any of the switches (Z or X) can break the connection of this NC loop. My setting are as follows which I configured in stepconf
Pin 13 = Home All
Z AXIS
Home location = 0
Table travel = 0 to 200
Home switch location = 0
X AXIS
Home location = 0
Table travel = 0 to -50
Home switch location = 0
My X axis limit switch is at the far end like towards the operator and away from chuck. My Z axis limit switch is near the chuck, I mean at the chuck end. I hope it all made sense, if anything unclear, please let me know, I can always post more info.
Secondly. where does this line go? To which file in conf directory? And can it go anywhere within the file or under specific header?
net in-out <= parport.0.pin-10-in => parport.0.pin-16-out
And what I understand, it will run all the time while Linuxcnc running and watch for parallel port pin 10 for an input and will turn parallel port pin 16 on or off based on input pin, YES?
I know there are retrofitters who I can pay but machine is ready to go, as I said I am using it with Mach3. All I need help with is the connections of my breakout board to Linuxcnc and background programming. I understand a cnc machine pretty well myself, it is just that I need help with Linuxcnc stuff.
Thank you and as soon as I receive your message, we will move to my next problem.
Regards
Bilal
PS: I do seriously believe if there could be another way of getting your help, like a little quicker than posting here and then waiting for you to see. If it was viber or whatsapp, like I can get your help on the spot while actually trying on the machine what you tell me. Anyway, thank you again.
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Aug 2016 11:47 #78664
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
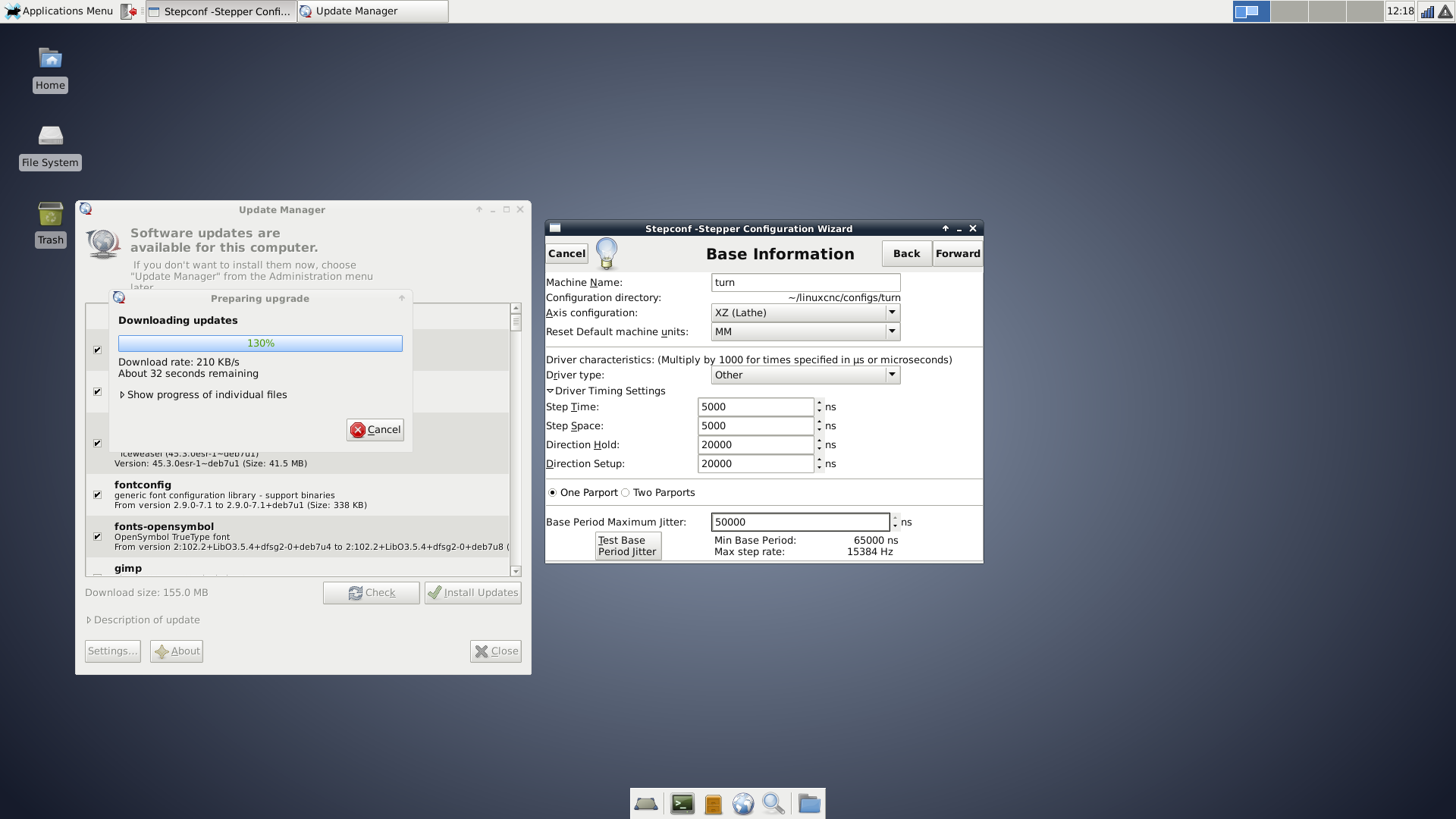
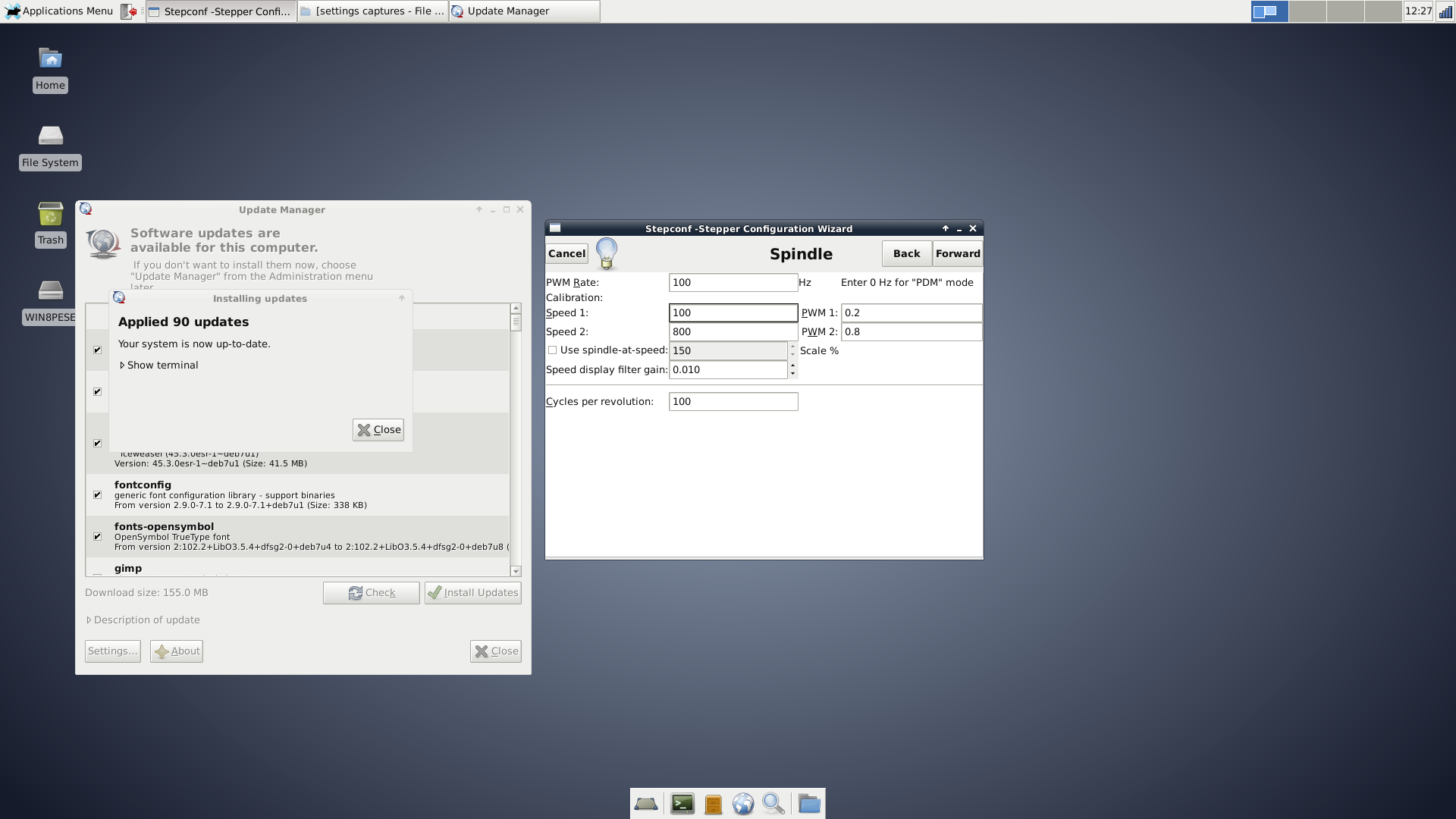
Here are the screenshots of my stepconf
I do not know how to configure spindle setup so I left it at the default settings. On Mach Turn I had the following settings as far as the pinouts go:
Parallel port:
1 - Not Used
2 - X Step
3 - X Dir
4 - Z Step
5 - Z Dir
6 - Output 1 (It turned on a relay for M03 command)
7 - Output 2 (It turned on a relay for M04 command)
8 - Output 6 (It turned on a relay for ATC to dc drive motor forward and when off, motor reverse). In linuxcnc, my understanding is I can use "digital out 1" to achieve the same.
16 - Output 5 (It turned on a relay for ATC dc motor power, when off no power to the motor). In linuxcnc, my understanding is I can use "digital out 0" to achieve the same.
9 - Spindle PWM (for controlling speed on my vfd)
10 - Spindle Index (one slot disc)
11 - Input 1 (Input 1 for ATC turret index (tool pos. 1) to scan input high or low and (to make decision and drive outputs 8 and 16 high or low for relays). In linuxcnc, my understanding is I can use "digital in 0" to achieve the same.
12 - Input 2 (Input 2 for ATC turret (mark on each tool) to scan input high or low and count for each tool (to make decision and drive outputs 8 and 16 high or low for relays). In linuxcnc, my understanding is I can use "digital in 1" to achieve the same.
13- Two home switches (X and Z as Normally Closed NC)
14 - Not Used
15 - Emergency Stop
17 - Stepper Driver enable (Both axis on the same pin)
Please compare both settings and let me know if so far I have done it correct or advise me if I need to make any change. Thank you.



I do not know how to configure spindle setup so I left it at the default settings. On Mach Turn I had the following settings as far as the pinouts go:
Parallel port:
1 - Not Used
2 - X Step
3 - X Dir
4 - Z Step
5 - Z Dir
6 - Output 1 (It turned on a relay for M03 command)
7 - Output 2 (It turned on a relay for M04 command)
8 - Output 6 (It turned on a relay for ATC to dc drive motor forward and when off, motor reverse). In linuxcnc, my understanding is I can use "digital out 1" to achieve the same.
16 - Output 5 (It turned on a relay for ATC dc motor power, when off no power to the motor). In linuxcnc, my understanding is I can use "digital out 0" to achieve the same.
9 - Spindle PWM (for controlling speed on my vfd)
10 - Spindle Index (one slot disc)
11 - Input 1 (Input 1 for ATC turret index (tool pos. 1) to scan input high or low and (to make decision and drive outputs 8 and 16 high or low for relays). In linuxcnc, my understanding is I can use "digital in 0" to achieve the same.
12 - Input 2 (Input 2 for ATC turret (mark on each tool) to scan input high or low and count for each tool (to make decision and drive outputs 8 and 16 high or low for relays). In linuxcnc, my understanding is I can use "digital in 1" to achieve the same.
13- Two home switches (X and Z as Normally Closed NC)
14 - Not Used
15 - Emergency Stop
17 - Stepper Driver enable (Both axis on the same pin)
Please compare both settings and let me know if so far I have done it correct or advise me if I need to make any change. Thank you.
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Aug 2016 11:50 #78665
by sxyuklad


So far I have only my steppers working OK with these settings.
Spindle turns CW and CCW correct but no calibration at all. PWM scale is way off. Like at S600 command spindle is running at more than 1400 rpm.
Only Z axis homes and not X axis.
Replied by sxyuklad on topic Urgent help required with EMC please
So far I have only my steppers working OK with these settings.
Spindle turns CW and CCW correct but no calibration at all. PWM scale is way off. Like at S600 command spindle is running at more than 1400 rpm.
Only Z axis homes and not X axis.
Please Log in or Create an account to join the conversation.
- sxyuklad
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Aug 2016 11:56 #78666
by sxyuklad
Replied by sxyuklad on topic Urgent help required with EMC please
And another problem: Z axis is looking for the home switch on the wrong end. it should come towards the chuck when ask for home and not away from the chuck. What is wrong with my settings?
Please Log in or Create an account to join the conversation.
Time to create page: 0.617 seconds