LinuxCNC S-Curve Accelerations
- ruediger123
- Offline
- Junior Member
-

Less
More
- Posts: 29
- Thank you received: 33
30 Jan 2026 12:22 #342204
by ruediger123
Replied by ruediger123 on topic LinuxCNC S-Curve Accelerations
@grandixximo
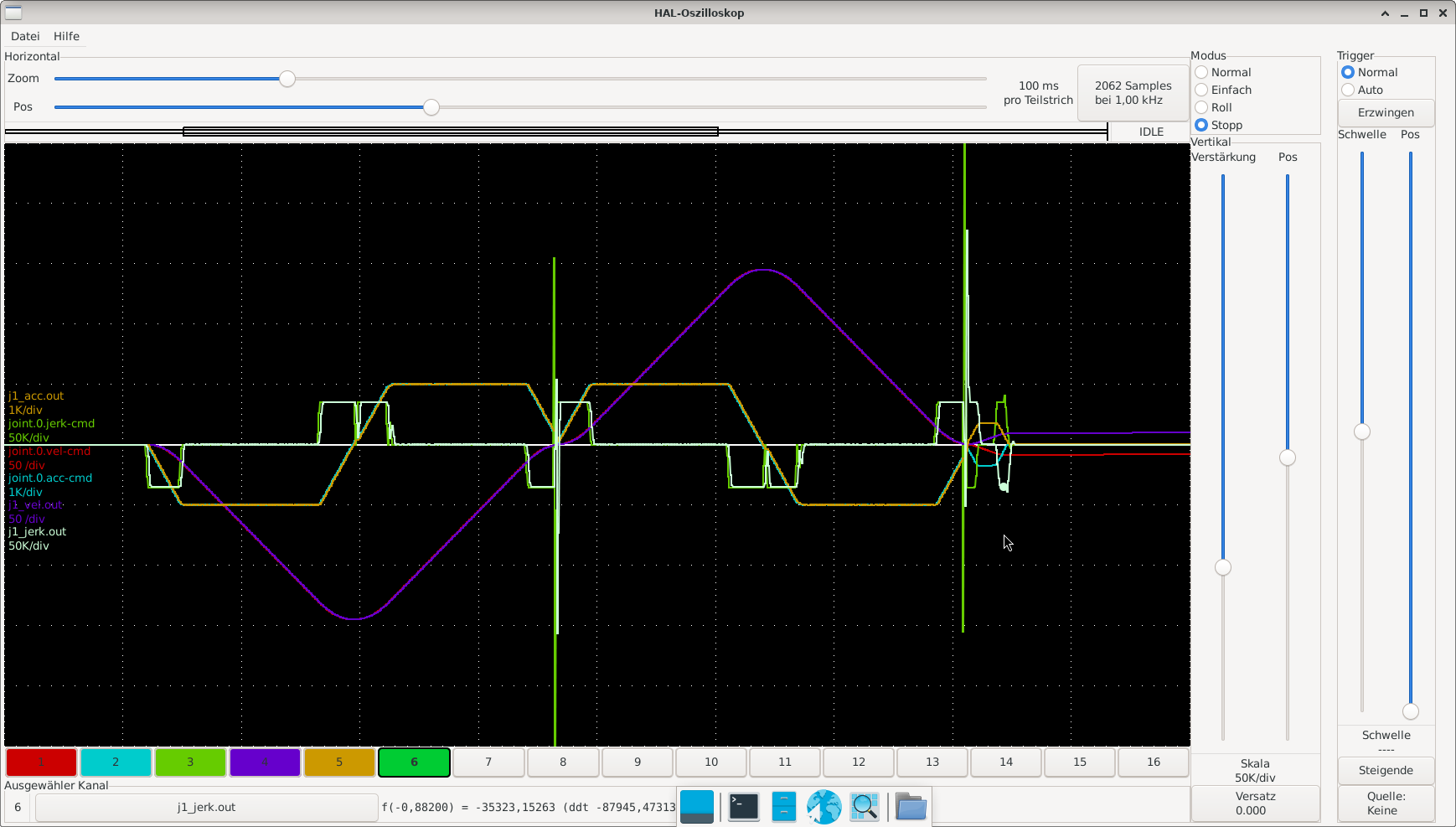
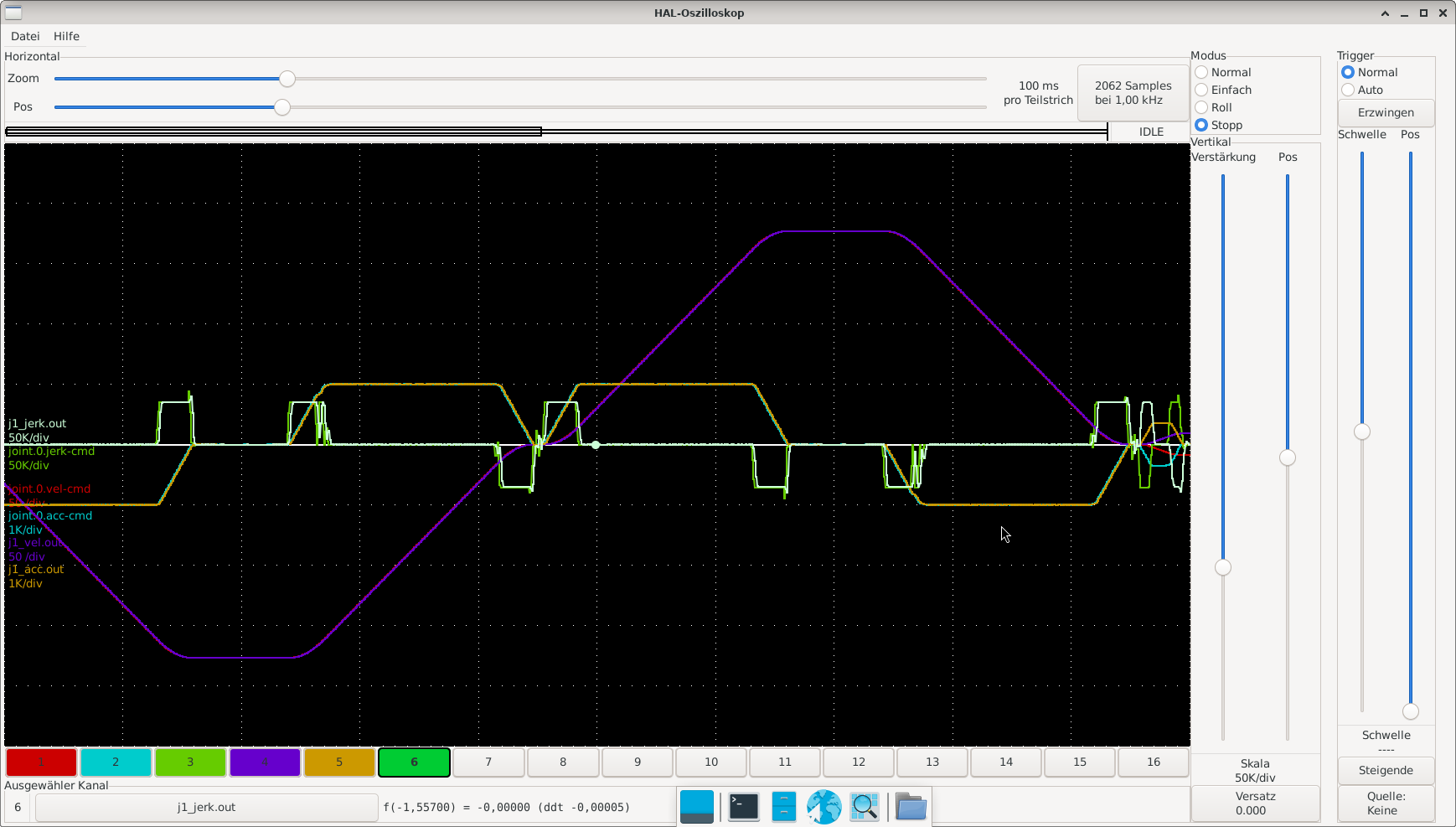
Is it possible that if the maximum speed is not reached (without t3/s3), the jerking exceeds the limits?
gruß
Rüdiger
Is it possible that if the maximum speed is not reached (without t3/s3), the jerking exceeds the limits?
gruß
Rüdiger
Attachments:
The following user(s) said Thank You: akb1212, Darium
Please Log in or Create an account to join the conversation.
- grandixximo
-
 Topic Author
Topic Author
- Away
- Elite Member
-

Less
More
- Posts: 308
- Thank you received: 367
30 Jan 2026 13:05 #342206
by grandixximo
Replied by grandixximo on topic LinuxCNC S-Curve Accelerations
I've not noticed this behavior, but I'm not omniscient, I'd need more information, your pictures are lacking context...
The following user(s) said Thank You: Darium
Please Log in or Create an account to join the conversation.
- ruediger123
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 33
30 Jan 2026 13:28 #342211
by ruediger123
Replied by ruediger123 on topic LinuxCNC S-Curve Accelerations
@grandixximo
Attached are the two NC files.
Attached are the two NC files.
The following user(s) said Thank You: grandixximo, endian, Darium
Please Log in or Create an account to join the conversation.
- ruediger123
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 33
02 Feb 2026 14:35 #342317
by ruediger123
Replied by ruediger123 on topic LinuxCNC S-Curve Accelerations
@grandixximo
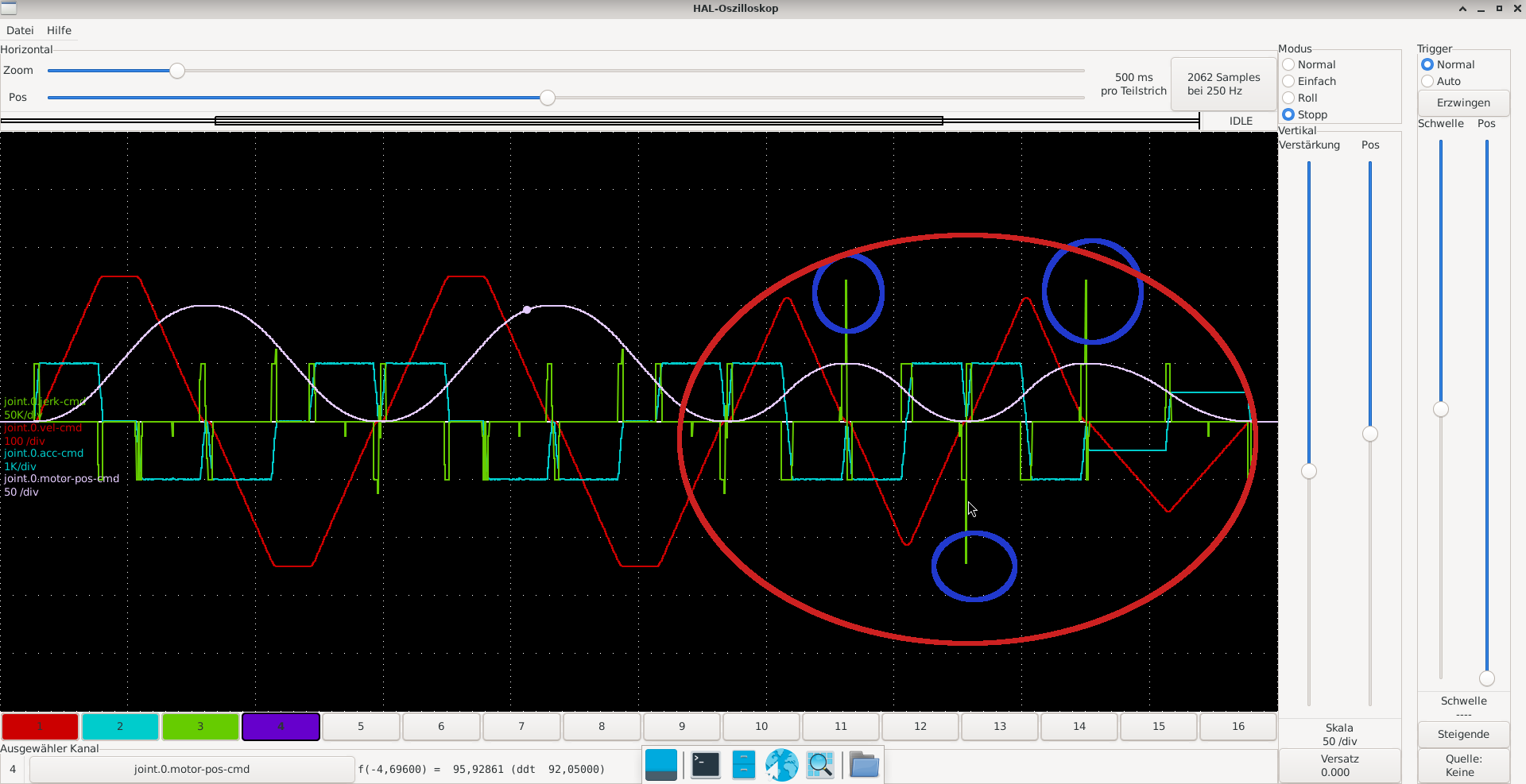
In the blue circles, the jerk is outside the limits.
In the red circle, the speed of the axis should, in my opinion, always be the same.
In the blue circles, the jerk is outside the limits.
In the red circle, the speed of the axis should, in my opinion, always be the same.
The following user(s) said Thank You: grandixximo, Darium
Please Log in or Create an account to join the conversation.
- grandixximo
-
Topic Author
- Away
- Elite Member
-
Less
More
- Posts: 308
- Thank you received: 367
05 Feb 2026 04:49 #342440
by grandixximo
Replied by grandixximo on topic LinuxCNC S-Curve Accelerations
Have been working on the S-curve, even when not posting here, YangYang is going to merge Ruckig, will see how mantainers react, it is MIT license, so we should be good, we don't need the pro version, and YangYang can fix it if needed, probably next week update on planner type 1
As for Planner Type 2 progress continues, I am now done with Feed Override phase, doing some cleaning up, and moving to Blending soon, arcs are working from curve9 from Tormach, planner type 2 also has ruckig but in uspace, which makes some things a bit more complex.
Progress is ongoing, thank you all for the support, and the testing, there will be new release to test probably next week.
As for Planner Type 2 progress continues, I am now done with Feed Override phase, doing some cleaning up, and moving to Blending soon, arcs are working from curve9 from Tormach, planner type 2 also has ruckig but in uspace, which makes some things a bit more complex.
Progress is ongoing, thank you all for the support, and the testing, there will be new release to test probably next week.
The following user(s) said Thank You: akb1212, tommylight, Clive S, meister, pommen, rodw, besriworld, MX_Master, yrsiddhapura, snowgoer540 and 7 other people also said thanks.
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
05 Feb 2026 19:09 #342499
by Becksvill
Replied by Becksvill on topic LinuxCNC S-Curve Accelerations
that's awesome great progress.
quick question
have you caught up with Rob from tormach yet about including any of their work from the 1500mx machines
quick question
have you caught up with Rob from tormach yet about including any of their work from the 1500mx machines
The following user(s) said Thank You: besriworld
Please Log in or Create an account to join the conversation.
- grandixximo
-
Topic Author
- Away
- Elite Member
-
Less
More
- Posts: 308
- Thank you received: 367
06 Feb 2026 08:27 - 06 Feb 2026 08:30 #342536
by grandixximo
Replied by grandixximo on topic LinuxCNC S-Curve Accelerations
Had a 1 hour 30min meeting with Rob and YangYang, and Andy Pugh was also there for the first half an hour, it was extremely nice to make both acquaintances.
We discussed a bit of everything, I've asked Rob when he has time to take a look at the 9d branch and give me some direction on it.
We did not talk about 1500mx, but in general, we agree that ideally in our dream TP, Kinematics need be moved first, and be the reference for limits pos-vel-acc-jerk. We agree S-curve early in the planner is more ideal than what Tormach does now, we agree Tormach SLERP approach does not have continuity for jerk control, Rob warned about Beziers, as they will be a headache for look-ahead. It was very productive meeting in my opinion, I talked maybe too much lol, but it was kind of necessary to have Rob understand what are the problems we face with the current architecture.
Anyhow I pointed him at what has been done so far in the 9d branch, and asked him to give me an honest opinion, since everything is vibe coded, hope it does not do his head in, but I told him to be honest, and if I have to scrap everything and start from 0, I would accept that...
YangYang will still work on improving planner 1, since that is still the most battle tested codebase we have, the 9d branch is an exploratory branch, which will be used to explore different approaches, and see what sticks, I think is a good approach, because out of me playing with Ruckig got YangYang interested in it, and he now moved it in the source tree and is using it heavily to fix the slights spikes we were seeing before.
Ruckig has MIT license, and we also had AI port it to C++ 11 because we want to support old debian 10, we still have machines running on it, which I am not interested in updating to debian 13.
github.com/mika4128/ruckig.git
We discussed a bit of everything, I've asked Rob when he has time to take a look at the 9d branch and give me some direction on it.
We did not talk about 1500mx, but in general, we agree that ideally in our dream TP, Kinematics need be moved first, and be the reference for limits pos-vel-acc-jerk. We agree S-curve early in the planner is more ideal than what Tormach does now, we agree Tormach SLERP approach does not have continuity for jerk control, Rob warned about Beziers, as they will be a headache for look-ahead. It was very productive meeting in my opinion, I talked maybe too much lol, but it was kind of necessary to have Rob understand what are the problems we face with the current architecture.
Anyhow I pointed him at what has been done so far in the 9d branch, and asked him to give me an honest opinion, since everything is vibe coded, hope it does not do his head in, but I told him to be honest, and if I have to scrap everything and start from 0, I would accept that...
YangYang will still work on improving planner 1, since that is still the most battle tested codebase we have, the 9d branch is an exploratory branch, which will be used to explore different approaches, and see what sticks, I think is a good approach, because out of me playing with Ruckig got YangYang interested in it, and he now moved it in the source tree and is using it heavily to fix the slights spikes we were seeing before.
Ruckig has MIT license, and we also had AI port it to C++ 11 because we want to support old debian 10, we still have machines running on it, which I am not interested in updating to debian 13.
github.com/mika4128/ruckig.git
Last edit: 06 Feb 2026 08:30 by grandixximo.
The following user(s) said Thank You: Todd Zuercher, akb1212, tommylight, rodw, 0x2102, besriworld, MX_Master, Becksvill, endian, tiagounderground and 5 other people also said thanks.
Please Log in or Create an account to join the conversation.
- grandixximo
-
Topic Author
- Away
- Elite Member
-
Less
More
- Posts: 308
- Thank you received: 367
13 Feb 2026 05:31 - 13 Feb 2026 07:51 #342880
by grandixximo
Replied by grandixximo on topic LinuxCNC S-Curve Accelerations
New PR from YangYang is ready, hopefully will be merged soon in master
This adds ruckig in the planner type 1
if you want to test it get the binary from
github.com/LinuxCNC/linuxcnc/actions/runs/21975584400
or build source from my repo
github.com/grandixximo/linuxcnc
Testers are welcome to report here or in github, thanks!
This adds ruckig in the planner type 1
if you want to test it get the binary from
github.com/LinuxCNC/linuxcnc/actions/runs/21975584400
or build source from my repo
github.com/grandixximo/linuxcnc
Testers are welcome to report here or in github, thanks!
Last edit: 13 Feb 2026 07:51 by grandixximo.
The following user(s) said Thank You: akb1212, rodw, besriworld, MX_Master, endian, tiagounderground, Darium, zmrdko, nwallace, NWE
Please Log in or Create an account to join the conversation.
- endian
-

- Offline
- Platinum Member
-

Less
More
- Posts: 338
- Thank you received: 133
14 Feb 2026 17:03 #342949
by endian
movement are incredible smooth ... basic shaping what I have tested till now is pretty ... but during movement at more points during simulation of rotation interpolation its jumping or woobing ... kind off braking and next accelleration
most spiking during cloud of points are gone ... some spiking are still present but it a huuuuge step forward
testing setup 2ms benchtop profibus master 3axis geany gui ... 3 servo axis with synchronized speed control loop at 2ms
some testing fault popups triggered during the movement of file 3_1001.ngc
I am still testing at default simulation file from past but splitted to separated operations ..
thanks a lot for your progress ... I am watching it every single day with mount open and box of popcorn to reading the edits ...
regards E.
Replied by endian on topic LinuxCNC S-Curve Accelerations
Hello gentlemen,New PR from YangYang is ready, hopefully will be merged soon in master
This adds ruckig in the planner type 1
if you want to test it get the binary from
github.com/LinuxCNC/linuxcnc/actions/runs/21975584400
or build source from my repo
github.com/grandixximo/linuxcnc
Testers are welcome to report here or in github, thanks!
movement are incredible smooth ... basic shaping what I have tested till now is pretty ... but during movement at more points during simulation of rotation interpolation its jumping or woobing ... kind off braking and next accelleration
most spiking during cloud of points are gone ... some spiking are still present but it a huuuuge step forward
testing setup 2ms benchtop profibus master 3axis geany gui ... 3 servo axis with synchronized speed control loop at 2ms
some testing fault popups triggered during the movement of file 3_1001.ngc
I am still testing at default simulation file from past but splitted to separated operations ..
thanks a lot for your progress ... I am watching it every single day with mount open and box of popcorn to reading the edits ...
regards E.
The following user(s) said Thank You: besriworld
Please Log in or Create an account to join the conversation.
- ruediger123
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 33
14 Feb 2026 20:12 #342961
by ruediger123
Replied by ruediger123 on topic LinuxCNC S-Curve Accelerations
My initial tests showed no violations of the limits for jerk and acceleration.
Has the track speed for circles G2/G3 been reduced in the past?
The speed with G2/G3 seems very low to me.
Regards,
Rüdiger
Has the track speed for circles G2/G3 been reduced in the past?
The speed with G2/G3 seems very low to me.
Regards,
Rüdiger
The following user(s) said Thank You: endian
Please Log in or Create an account to join the conversation.
Time to create page: 0.288 seconds