tool radius compensation
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 523
- Thank you received: 227
28 Feb 2023 15:50 - 28 Feb 2023 15:56 #265574
by MaHa
Replied by MaHa on topic tool radius compensation
This way you can use tooltable and compensate wear, without G41/G42
#5410 is diameter of loaded tool.
Just remembered G64. If there is not something like 'G64 P.005' , it may give unwanted results
#5410 is diameter of loaded tool.
Just remembered G64. If there is not something like 'G64 P.005' , it may give unwanted results
G17 G21 G40 G90 G94
T1 M6
G54 S5000 M3 F800
G0 Z30
X0 Y0
Z10
G1 Z0
G1 X[10 - [#5410 / 2]]
G2 X[10 - [#5410 / 2]] Y0 I-[10 - [#5410 / 2]] J0 Z-5 P5
G3 X[10 - [#5410 / 2]] Y0 I-[10 - [#5410 / 2]] J0
G1 X0 Y0
G0Z30
M30
Last edit: 28 Feb 2023 15:56 by MaHa.
Please Log in or Create an account to join the conversation.
- Routercnc
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 0
28 Feb 2023 18:30 #265587
by Routercnc
Replied by Routercnc on topic tool radius compensation
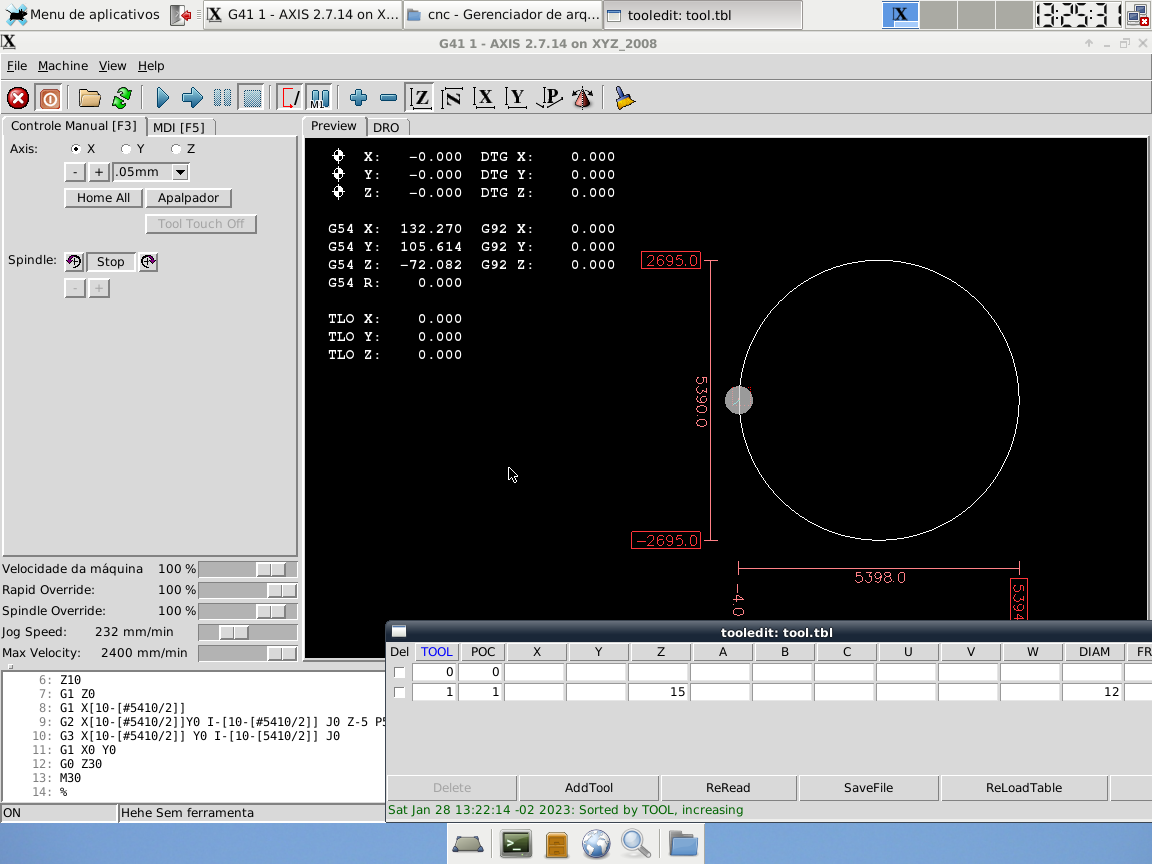
I tested this program, but the diameter was huge..
I changed the cutter from 12mm to 10mm, the tool diameter compensation worked..
I changed the cutter from 12mm to 10mm, the tool diameter compensation worked..
Please Log in or Create an account to join the conversation.
- Routercnc
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
28 Feb 2023 18:32 #265589
by Routercnc
Replied by Routercnc on topic tool radius compensation
Attachments:
Please Log in or Create an account to join the conversation.
- Routercnc
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
28 Feb 2023 18:37 #265592
by Routercnc
Replied by Routercnc on topic tool radius compensation
I have another question... does linuxcnc interpret a Macro program?
I use this program on the Fanuc command.
N50T1(RIGHT SIDE RUNNER MILLER DAY 50MM)
N55M6
N60G54S763F450M3
N65T1(NEXT TOOL)
N70G0X109.771Y108.998M8
N75G43G0Z10.D1H1
N80#1=0(INITIAL Z)
N85#2=-119.(FINAL Z)
N90#3=3.4(DEPTH CUT)
N95#4=[#1-#3]
N100G1Z#4
N105WHILE[#4LE#2]DO1
N110G1X98.999Y71.468
N115G2X98.999Y-71.468R122.1
N120G1X110.519Y-97.078
N125G3X110.519Y97.078R147.1F1000
N130G1X109.771Y108.998F450
N135G1X103.088Y104.935
N140G1X82.029Y58.119
N145G1X76.40Y59.3
N150G3X76.4Y31.3R14.
N155G1X62.816Y39.620
N160G1X64.1Y0
N165G1X62.816Y-39.620
N170G1X76.40Y-31.3
N175G3X76.40Y-59.3R14.
N180G1X82.029Y-58.119
N185G1X95.434Y-87.898
N190G1X103.088Y104.935
N195G1X109,771Y108,998
N200#4=#4-#3
N205END1
N210G0Z10.
N220G53G0Z0H0M5
I use this program on the Fanuc command.
N50T1(RIGHT SIDE RUNNER MILLER DAY 50MM)
N55M6
N60G54S763F450M3
N65T1(NEXT TOOL)
N70G0X109.771Y108.998M8
N75G43G0Z10.D1H1
N80#1=0(INITIAL Z)
N85#2=-119.(FINAL Z)
N90#3=3.4(DEPTH CUT)
N95#4=[#1-#3]
N100G1Z#4
N105WHILE[#4LE#2]DO1
N110G1X98.999Y71.468
N115G2X98.999Y-71.468R122.1
N120G1X110.519Y-97.078
N125G3X110.519Y97.078R147.1F1000
N130G1X109.771Y108.998F450
N135G1X103.088Y104.935
N140G1X82.029Y58.119
N145G1X76.40Y59.3
N150G3X76.4Y31.3R14.
N155G1X62.816Y39.620
N160G1X64.1Y0
N165G1X62.816Y-39.620
N170G1X76.40Y-31.3
N175G3X76.40Y-59.3R14.
N180G1X82.029Y-58.119
N185G1X95.434Y-87.898
N190G1X103.088Y104.935
N195G1X109,771Y108,998
N200#4=#4-#3
N205END1
N210G0Z10.
N220G53G0Z0H0M5
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 523
- Thank you received: 227
28 Feb 2023 19:41 #265604
by MaHa
Replied by MaHa on topic tool radius compensation
If you try this with 'sem ferramenta' , but #5410 is only usable with loaded tool. I have a few parametric routines built this way and it works.
*
I would change following in the Macro and try:
*
I would change following in the Macro and try:
- G94 is missing (feed per minute)
- N105WHILE[#4LE#2]DO1 to o105 WHILE[#4 LE #2]
- N205END1 to o105 ENDWHILE
- N220G53G0Z0H0M5 to N220 G53 G0 Z0 G49 M5
- Normally #1 to #30 are used and overwritten in subroutines, as they are global. I would name numbered parameters outside this range.
Please Log in or Create an account to join the conversation.
- cakeslob
- Offline
- Platinum Member
-
Less
More
- Posts: 925
- Thank you received: 277
01 Mar 2023 00:35 #265626
by cakeslob
Replied by cakeslob on topic tool radius compensation
Hey, someone in another thread had the same issue the other day
forum.linuxcnc.org/38-general-linuxcnc-q...thout-gouging#264366
question, do you use diameter control with your fanuc controller? generally I use wear compensation with 10% of diameter with lead in arc/length, and never have issues. Im wondering how full diameter control works with the same parameters on fanuc, or if it will give the same issue as linuxcnc
I get the sense that using diameter compensation has fallen out of favor compared to wear compensation, or at least it seems uncommon compared to wear
forum.linuxcnc.org/38-general-linuxcnc-q...thout-gouging#264366
question, do you use diameter control with your fanuc controller? generally I use wear compensation with 10% of diameter with lead in arc/length, and never have issues. Im wondering how full diameter control works with the same parameters on fanuc, or if it will give the same issue as linuxcnc
I get the sense that using diameter compensation has fallen out of favor compared to wear compensation, or at least it seems uncommon compared to wear
Please Log in or Create an account to join the conversation.
- Routercnc
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
01 Mar 2023 16:15 #265657
by Routercnc
Replied by Routercnc on topic tool radius compensation
The machine I work with is a CNC Romi Fanuc command ... I only use tool radius compensation
Please Log in or Create an account to join the conversation.
- Routercnc
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
01 Mar 2023 16:18 #265658
by Routercnc
Replied by Routercnc on topic tool radius compensation
I'm going to study these macros to use in Linuxcnc...
thank you for your attention
thanks
thank you for your attention
thanks
Please Log in or Create an account to join the conversation.
Time to create page: 0.150 seconds