Orientation position problem after run Gcode
- abdulasis12
- Offline
- Premium Member
-

Less
More
- Posts: 133
- Thank you received: 8
21 Sep 2023 10:12 #281288
by abdulasis12
Orientation position problem after run Gcode was created by abdulasis12
Hi
My Board is 7i96s + 7i77
I use Encoder 05 from 7i77 setup to spindle Encoder
First open linuxcnc program I will m3 s200 for index spindle setup.
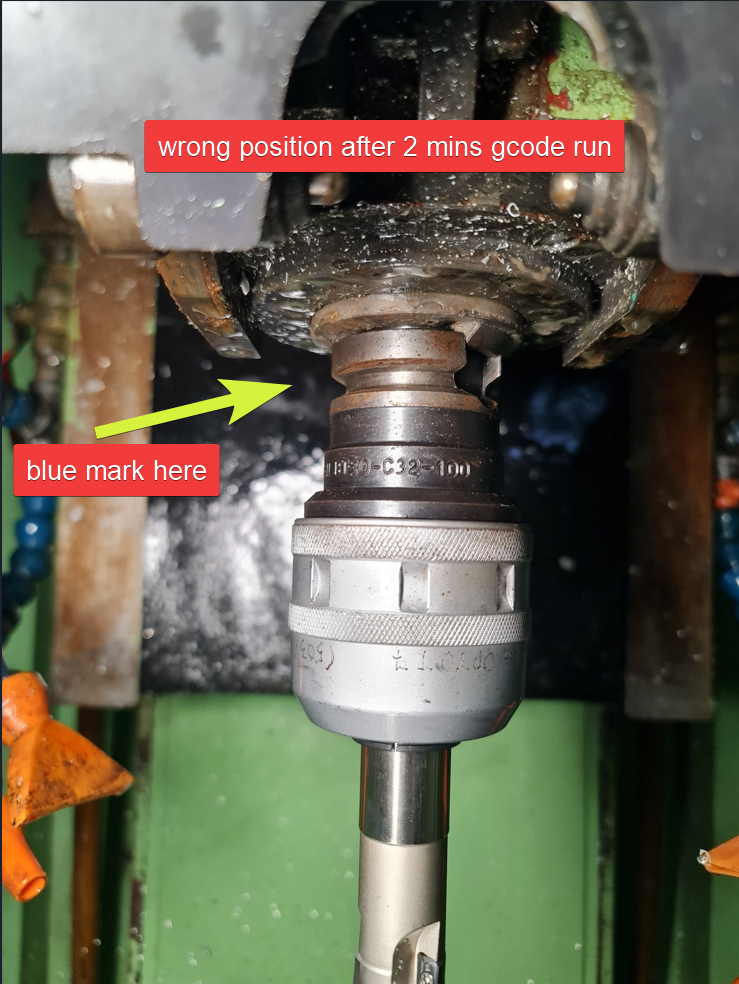
I try M19 r0 it's move correct position on my mark Blue color on spindle

then I run file .ngc about 2minuts after gcode run completed I type M19 r0 , it's wrong position
why it's wrong position after run Gcode 2mins ?
I think , how for reset index spindle and I will m3 s200 for get new index spindle before ATC every time ?
or any solution for fix this problem ?
My Board is 7i96s + 7i77
I use Encoder 05 from 7i77 setup to spindle Encoder
#*******************
# SPINDLE S
#*******************
setp pid.s.Pgain [SPINDLE_9]P
setp pid.s.Igain [SPINDLE_9]I
setp pid.s.Dgain [SPINDLE_9]D
setp pid.s.bias [SPINDLE_9]BIAS
setp pid.s.FF0 [SPINDLE_9]FF0
setp pid.s.FF1 [SPINDLE_9]FF1
setp pid.s.FF2 [SPINDLE_9]FF2
setp pid.s.deadband [SPINDLE_9]DEADBAND
setp pid.s.maxoutput [SPINDLE_9]MAX_OUTPUT
setp pid.s.error-previous-target true
setp orient-pid.Pgain [SPINDLE_ORIENT]P
setp orient-pid.Igain [SPINDLE_ORIENT]I
setp orient-pid.Dgain [SPINDLE_ORIENT]D
setp orient-pid.bias [SPINDLE_ORIENT]BIAS
setp orient-pid.FF0 [SPINDLE_ORIENT]FF0
setp orient-pid.FF1 [SPINDLE_ORIENT]FF1
setp orient-pid.FF2 [SPINDLE_ORIENT]FF2
setp orient-pid.deadband [SPINDLE_ORIENT]DEADBAND
setp orient-pid.maxoutput [SPINDLE_ORIENT]MAX_OUTPUT
setp orient-pid.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable <=> orient-pid.index-enable
net spindle-motion-enable spindle.0.on => pid.s.enable => spindle-enable-or.in0
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-vel-output pid.s.output orient-mux.in0
net spindle-output <= orient-mux.out
# ---PWM Generator signals/setup---
setp hm2_7i96s.0.7i77.0.1.analogout5-scalemax [SPINDLE_9]OUTPUT_SCALE
setp hm2_7i96s.0.7i77.0.1.analogout5-minlim [SPINDLE_9]OUTPUT_MIN_LIMIT
setp hm2_7i96s.0.7i77.0.1.analogout5-maxlim [SPINDLE_9]OUTPUT_MAX_LIMIT
net spindle-output => hm2_7i96s.0.7i77.0.1.analogout5
net spindle-enable => hm2_7i96s.0.7i77.0.1.spinena
# ---Encoder feedback signals/setup---
setp hm2_7i96s.0.encoder.05.counter-mode 0
setp hm2_7i96s.0.encoder.05.filter 1
setp hm2_7i96s.0.encoder.05.index-invert 0
setp hm2_7i96s.0.encoder.05.index-mask 0
setp hm2_7i96s.0.encoder.05.index-mask-invert 0
setp hm2_7i96s.0.encoder.05.scale [SPINDLE_9]ENCODER_SCALE
net spindle-revs <= hm2_7i96s.0.encoder.05.position
net spindle-vel-fb-rps <= hm2_7i96s.0.encoder.05.velocity
net spindle-index-enable <=> hm2_7i96s.0.encoder.05.index-enable
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-enable-or-out spindle-enable-or.in1 spindle-enable-xor.out
net spindle-enable <= spindle-enable-or.out
net spindle-cw <= spindle.0.forward
net spindle-ccw <= spindle.0.reverse
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
net spindle-is-oriented => spindle.0.is-oriented
net spindle-orient-fault => spindle.0.orient-fault
net spindle-locked <= spindle.0.locked
net spindle-locked => spindle-enable-xor.in0 => orient-mux-or.in1
net orient-angle spindle.0.orient-angle orient.angle
net orient-mode spindle.0.orient-mode orient.mode
net orient-enable spindle.0.orient => orient.enable orient-mux-or.in0 spindle-enable-xor.in1
net orient-mux-sel orient-mux-or.out orient-mux.sel orient-pid.enable
net spindle-revs => orient.position orient-pid.feedback near-spindle.in2
net orient-command orient.command orient-pid.command near-spindle.in1
setp near-spindle.difference 0.01
#setp near-spindle.difference 0.5
#setp near-spindle.difference 1.5
#mux for switching between velocity and position pid output for the spindle#
net spindle-pos-output orient-pid.output orient-mux.in1
net spindle-near near-spindle.out => debounce.0.0.in
setp debounce.0.delay 20
#setp debounce.0.delay 50
net spindle-is-oriented-and0 <= debounce.0.0.out
net spindle-is-oriented-and0 => spindle-is-oriented-and.in0
net orient-enable => spindle-is-oriented-and.in1
net spindle-is-oriented-edge <= spindle-is-oriented-and.out
net spindle-is-oriented-edge => edge.0.in
net spindle-is-oriented <= edge.0.out
# rising edge
#setp edge.0.in-edge false
setp edge.0.in-edge true
# only rising edge
#setp edge.0.both false
setp edge.0.both true
#output pulse length
setp edge.0.out-width-ns 10000000
#home the spindle during first revolution
sets spindle-index-enable true
#fault on unhomed spindle
#net spindle-orient-fault <= spindle.0.index-enablenet spindle-orient-fault <= spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed trueFirst open linuxcnc program I will m3 s200 for index spindle setup.
I try M19 r0 it's move correct position on my mark Blue color on spindle
then I run file .ngc about 2minuts after gcode run completed I type M19 r0 , it's wrong position
why it's wrong position after run Gcode 2mins ?
I think , how for reset index spindle and I will m3 s200 for get new index spindle before ATC every time ?
or any solution for fix this problem ?
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4775
- Thank you received: 2142
21 Sep 2023 12:02 #281297
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
Sounds like your spindle orientation is maybe not setup correctly.
For example you have 'orient-mux-or' component in your hal but I don't see the 'orient-mux-or.sel' used in the section you posted. Doesn't necessarily mean it's a problem but might be.
For example you have 'orient-mux-or' component in your hal but I don't see the 'orient-mux-or.sel' used in the section you posted. Doesn't necessarily mean it's a problem but might be.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
21 Sep 2023 13:10 #281303
by abdulasis12
This tight ?
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Sounds like your spindle orientation is maybe not setup correctly.
For example you have 'orient-mux-or' component in your hal but I don't see the 'orient-mux-or.sel' used in the section you posted. Doesn't necessarily mean it's a problem but might be.
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS num_dio=34
loadrt hostmot2
loadusr io
loadrt hm2_eth board_ip="10.10.10.10" config=" num_encoders=6 num_pwmgens=0 num_stepgens=5 sserial_port_0=000000"
setp hm2_7i96s.0.watchdog.timeout_ns 10000000
loadrt pid names=pid.x,pid.y,pid.z,pid.a,pid.s,orient-pid
loadrt orient names=orient
loadrt mux2 names=orient-mux,z-limit-mux
loadrt or2 names=orient-mux-or,spindle-enable-or,atc-out-or,cam-out-or
loadrt xor2 names=spindle-enable-xor
loadrt near names=near-spindle
loadrt debounce cfg=1
loadrt edge count=1
loadrt and2 names=spindle-is-oriented-and,probe-and
loadrt bitwise names=probe-comp
loadrt conv_s32_u32 names=conv1
This tight ?
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
21 Sep 2023 13:13 #281304
by abdulasis12
Replied by abdulasis12 on topic Orientation position problem after run Gcode
my hall file :
# Generated by PNCconf at Tue Feb 18 06:20:29 2020
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS num_dio=34
loadrt hostmot2
loadusr io
loadrt hm2_eth board_ip="10.10.10.10" config=" num_encoders=6 num_pwmgens=0 num_stepgens=5 sserial_port_0=000000"
setp hm2_7i96s.0.watchdog.timeout_ns 10000000
loadrt pid names=pid.x,pid.y,pid.z,pid.a,pid.s,orient-pid
loadrt orient names=orient
loadrt mux2 names=orient-mux,z-limit-mux
loadrt or2 names=orient-mux-or,spindle-enable-or,atc-out-or,cam-out-or
loadrt xor2 names=spindle-enable-xor
loadrt near names=near-spindle
loadrt debounce cfg=1
loadrt edge count=1
loadrt and2 names=spindle-is-oriented-and,probe-and
loadrt bitwise names=probe-comp
loadrt conv_s32_u32 names=conv1
addf hm2_7i96s.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf z-limit-mux servo-thread
addf pid.x.do-pid-calcs servo-thread
addf pid.y.do-pid-calcs servo-thread
addf pid.z.do-pid-calcs servo-thread
addf pid.a.do-pid-calcs servo-thread
addf pid.s.do-pid-calcs servo-thread
addf orient-pid.do-pid-calcs servo-thread
addf hm2_7i96s.0.write servo-thread
setp hm2_7i96s.0.dpll.01.timer-us -50
setp hm2_7i96s.0.stepgen.timer-number 1
addf orient servo-thread
addf orient-mux servo-thread
addf orient-mux-or servo-thread
addf spindle-enable-or servo-thread
addf spindle-enable-xor servo-thread
addf near-spindle servo-thread
addf debounce.0 servo-thread
addf edge.0 servo-thread
addf spindle-is-oriented-and servo-thread
addf probe-and servo-thread
addf conv1 servo-thread
addf atc-out-or servo-thread
addf cam-out-or servo-thread
# motion controller IO:
net tool-change-confirmed motion.digital-out-00 => iocontrol.0.tool-changed
# switch atc ranges from toolchange subroutine
net z-limit-select motion.digital-out-01 => z-limit-mux.sel
# spindle index pulse wired to motion controller
net spindle-index-enable => motion.digital-in-01
# atc-home
net atc-home motion.digital-in-16 <= hm2_7i96s.0.7i77.0.0.input-07
net atc-home => hm2_7i96s.0.7i77.0.0.output-02
# atc-range
net atc-range <= hm2_7i96s.0.7i77.0.0.input-06
# atc-direction
net atc-direction motion.digital-out-04 => hm2_7i96s.0.7i77.0.0.output-03
# atc-run
net atc-run motion.digital-out-03 => hm2_7i96s.0.7i77.0.0.output-04
#net atc-run motion.digital-out-03 => atc-out-or.in0
#net atc-out-or atc-out-or.out => hm2_7i96s.0.7i77.0.0.output-04
# atc-dec
#net atc-dec atc-out-or.in1 <= hm2_7i96s.0.7i77.0.0.input-16
# encoder atc
net atc-enc-1 motion.digital-in-11 <= hm2_7i96s.0.7i77.0.0.input-11
net atc-enc-2 motion.digital-in-12 <= hm2_7i96s.0.7i77.0.0.input-12
net atc-enc-3 motion.digital-in-13 <= hm2_7i96s.0.7i77.0.0.input-13
net atc-enc-4 motion.digital-in-14 <= hm2_7i96s.0.7i77.0.0.input-14
net atc-enc-5 motion.digital-in-10 <= hm2_7i96s.0.7i77.0.0.input-15
# optical probe interface wired to motion controller for atc probe activation
#net probe-touch-reset motion.digital-out-02 <= hm2_7i96s.0.7i77.0.0.output-01
#net probe-touch-in motion.digital-in-18
#net probe-touch-error motion.digital-in-19
# --- ESTOP-OUT ---
#net estop-out => hm2_7i96s.0.7i77.0.0.output-00
# --- ESTOP-EXT ---
net estop-ext <= hm2_7i96s.0.7i77.0.0.input-31
# --- ESTOP-EXT ---
#net estop-ext <= hm2_7i96s.0.7i77.0.0.input-01
# --- SPINDLE-ENABLE ---
#net spindle-enable => hm2_7i96s.0.ssr.00.out-00
# --- MACHINE-IS-ENABLED ---Spindle_On
net machine-is-enabled => hm2_7i96s.0.7i77.0.0.output-00
# --- MACHINE-IS-ENABLED ---Servo_OUT
#net machine-is-enabled => hm2_7i96s.0.7i77.0.0.output-09
# --- MACHINE-IS-ENABLED ---Servo A_OUT
#net machine-is-enabled => hm2_7i96s.0.7i77.0.0.output-15
# --- MACHINE-IS-ENABLED ---Z brake
#net machine-is-enabled => hm2_7i96s.0.7i77.0.0.output-01
# --- COOLANT-MIST ---
#net coolant-mist => hm2_7i96s.0.7i77.0.0.output-06
#net coolant-mist => hm2_7i96s.0.7i77.0.0.output-00
# --- COOLANT-FLOOD ---
net coolant-flood => hm2_7i96s.0.7i77.0.0.output-05
# --- MAX-X ---
net max-x <= hm2_7i96s.0.7i77.0.0.input-01-not
# --- MIN-X ---
net min-x <= hm2_7i96s.0.7i77.0.0.input-00-not
# --- MAX-Y ---
net max-y <= hm2_7i96s.0.7i77.0.0.input-03-not
# --- MIN-Y ---
net min-y <= hm2_7i96s.0.7i77.0.0.input-02-not
# --- MAX-Z ---
net max-z <= hm2_7i96s.0.7i77.0.0.input-05-not
# --- MIN-Z ---
net min-z <= hm2_7i96s.0.7i77.0.0.input-04-not
# --- HOME-X ---
net home-x <= hm2_7i96s.0.7i77.0.0.input-08
# --- HOME-Y ---
net home-y <= hm2_7i96s.0.7i77.0.0.input-09
# --- HOME-Z ---
#net home-z <= hm2_7i96s.0.7i77.0.0.input-10
# --- HOME-A ---
#net a-home-sw <= hm2_7i96s.0.7i77.0.0.input-31-not
#*******************
# AXIS X JOINT 0
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
# This setting is to limit bogus stepgen
# velocity corrections caused by position
# feedback sample time jitter.
setp pid.x.maxerror 0.012700
net x-index-enable => pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-vel-cmd => pid.x.command-deriv
net x-pos-fb => pid.x.feedback
net x-output <= pid.x.output
# Step Gen signals/setup
setp hm2_7i96s.0.stepgen.00.dirsetup [JOINT_0]DIRSETUP
setp hm2_7i96s.0.stepgen.00.dirhold [JOINT_0]DIRHOLD
setp hm2_7i96s.0.stepgen.00.steplen [JOINT_0]STEPLEN
setp hm2_7i96s.0.stepgen.00.stepspace [JOINT_0]STEPSPACE
setp hm2_7i96s.0.stepgen.00.position-scale [JOINT_0]STEP_SCALE
setp hm2_7i96s.0.stepgen.00.step_type 0
setp hm2_7i96s.0.stepgen.00.control-type 1
setp hm2_7i96s.0.stepgen.00.maxaccel [JOINT_0]STEPGEN_MAXACCEL
setp hm2_7i96s.0.stepgen.00.maxvel [JOINT_0]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net x-pos-cmd <= joint.0.motor-pos-cmd
net x-vel-cmd <= joint.0.vel-cmd
net x-output => hm2_7i96s.0.stepgen.00.velocity-cmd
net x-pos-fb <= hm2_7i96s.0.stepgen.00.position-fb
net x-pos-fb => joint.0.motor-pos-fb
net x-enable <= joint.0.amp-enable-out
net x-enable => hm2_7i96s.0.stepgen.00.enable
# ---setup home / limit switch signals---
net home-x => joint.0.home-sw-in
net min-x => joint.0.neg-lim-sw-in
net max-x => joint.0.pos-lim-sw-in
# ---Encoder feedback signals/setup---
setp hm2_7i96s.0.encoder.00.counter-mode 0
setp hm2_7i96s.0.encoder.00.filter 1
setp hm2_7i96s.0.encoder.00.index-invert 0
setp hm2_7i96s.0.encoder.00.index-mask 0
setp hm2_7i96s.0.encoder.00.index-mask-invert 0
setp hm2_7i96s.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
#net x-pos-fb <= hm2_7i96s.0.encoder.00.position
net x-vel-fb <= hm2_7i96s.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_7i96s.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_7i96s.0.encoder.00.rawcounts
#*******************
# AXIS Y JOINT 1
#*******************
setp pid.y.Pgain [JOINT_1]P
setp pid.y.Igain [JOINT_1]I
setp pid.y.Dgain [JOINT_1]D
setp pid.y.bias [JOINT_1]BIAS
setp pid.y.FF0 [JOINT_1]FF0
setp pid.y.FF1 [JOINT_1]FF1
setp pid.y.FF2 [JOINT_1]FF2
setp pid.y.deadband [JOINT_1]DEADBAND
setp pid.y.maxoutput [JOINT_1]MAX_OUTPUT
setp pid.y.error-previous-target true
# This setting is to limit bogus stepgen
# velocity corrections caused by position
# feedback sample time jitter.
setp pid.y.maxerror 0.012700
net y-index-enable => pid.y.index-enable
net y-enable => pid.y.enable
net y-pos-cmd => pid.y.command
net y-vel-cmd => pid.y.command-deriv
net y-pos-fb => pid.y.feedback
net y-output <= pid.y.output
# Step Gen signals/setup
setp hm2_7i96s.0.stepgen.01.dirsetup [JOINT_1]DIRSETUP
setp hm2_7i96s.0.stepgen.01.dirhold [JOINT_1]DIRHOLD
setp hm2_7i96s.0.stepgen.01.steplen [JOINT_1]STEPLEN
setp hm2_7i96s.0.stepgen.01.stepspace [JOINT_1]STEPSPACE
setp hm2_7i96s.0.stepgen.01.position-scale [JOINT_1]STEP_SCALE
setp hm2_7i96s.0.stepgen.01.step_type 0
setp hm2_7i96s.0.stepgen.01.control-type 1
setp hm2_7i96s.0.stepgen.01.maxaccel [JOINT_1]STEPGEN_MAXACCEL
setp hm2_7i96s.0.stepgen.01.maxvel [JOINT_1]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net y-pos-cmd <= joint.1.motor-pos-cmd
net y-vel-cmd <= joint.1.vel-cmd
net y-output => hm2_7i96s.0.stepgen.01.velocity-cmd
net y-pos-fb <= hm2_7i96s.0.stepgen.01.position-fb
net y-pos-fb => joint.1.motor-pos-fb
net y-enable <= joint.1.amp-enable-out
net y-enable => hm2_7i96s.0.stepgen.01.enable
net y-pos-rawcounts <= hm2_7i96s.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net home-y => joint.1.home-sw-in
net min-y => joint.1.neg-lim-sw-in
net max-y => joint.1.pos-lim-sw-in
# ---Encoder feedback signals/setup---
setp hm2_7i96s.0.encoder.01.counter-mode 0
setp hm2_7i96s.0.encoder.01.filter 1
setp hm2_7i96s.0.encoder.01.index-invert 0
setp hm2_7i96s.0.encoder.01.index-mask 0
setp hm2_7i96s.0.encoder.01.index-mask-invert 0
setp hm2_7i96s.0.encoder.01.scale [JOINT_1]ENCODER_SCALE
#net y-pos-fb <= hm2_7i96s.0.encoder.01.position
net y-vel-fb <= hm2_7i96s.0.encoder.01.velocity
net y-pos-fb => joint.1.motor-pos-fb
net y-index-enable joint.1.index-enable <=> hm2_7i96s.0.encoder.01.index-enable
net y-pos-rawcounts <= hm2_7i96s.0.encoder.01.rawcounts
#*******************
# AXIS Z JOINT 2
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
# This setting is to limit bogus stepgen
# velocity corrections caused by position
# feedback sample time jitter.
setp pid.z.maxerror 0.012700
net z-index-enable => pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
#net z-vel-cmd => pid.z.command-deriv
net z-pos-fb => pid.z.feedback
net z-output <= pid.z.output
# Step Gen signals/setup
setp hm2_7i96s.0.stepgen.02.dirsetup [JOINT_2]DIRSETUP
setp hm2_7i96s.0.stepgen.02.dirhold [JOINT_2]DIRHOLD
setp hm2_7i96s.0.stepgen.02.steplen [JOINT_2]STEPLEN
setp hm2_7i96s.0.stepgen.02.stepspace [JOINT_2]STEPSPACE
setp hm2_7i96s.0.stepgen.02.position-scale [JOINT_2]STEP_SCALE
setp hm2_7i96s.0.stepgen.02.step_type 0
setp hm2_7i96s.0.stepgen.02.control-type 1
setp hm2_7i96s.0.stepgen.02.maxaccel [JOINT_2]STEPGEN_MAXACCEL
setp hm2_7i96s.0.stepgen.02.maxvel [JOINT_2]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output => hm2_7i96s.0.stepgen.02.velocity-cmd
net z-pos-fb <= hm2_7i96s.0.stepgen.02.position-fb
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_7i96s.0.stepgen.02.enable
# ---setup home / limit switch signals---
net atc-range => joint.2.home-sw-in
#net home-z => joint.2.home-sw-in
net min-z => joint.2.neg-lim-sw-in
net max-z => joint.2.pos-lim-sw-in
# switch z-axis soft limits
setp z-limit-mux.in0 [JOINT_2]MAX_LIMIT
setp z-limit-mux.in1 [JOINT_2]MAX_LIMIT_ATC
net z-limit-out <= z-limit-mux.out
# ini.2.max_limit is connectedd in custom_postgui.hal
# ---setup home / limit switch signals---
net a-home-sw => joint.3.home-sw-in
net a-neg-limit => joint.3.neg-lim-sw-in
net a-pos-limit => joint.3.pos-lim-sw-in
#MPG ENC
#setp hm2_7i96s.0.encoder.04.counter-mode 0
#setp hm2_7i96s.0.encoder.04.scale [JOINT_4]ENCODER_SCALE
# ---Encoder feedback signals/setup---
net y-pos-rawcounts <= hm2_7i96s.0.encoder.01.rawcounts
setp hm2_7i96s.0.encoder.02.counter-mode 0
setp hm2_7i96s.0.encoder.02.filter 1
setp hm2_7i96s.0.encoder.02.index-invert 0
setp hm2_7i96s.0.encoder.02.index-mask 0
setp hm2_7i96s.0.encoder.02.index-mask-invert 0
setp hm2_7i96s.0.encoder.02.scale [JOINT_2]ENCODER_SCALE
#net z-pos-fb <= hm2_7i96s.0.encoder.02.position
net z-vel-fb <= hm2_7i96s.0.encoder.02.velocity
net z-pos-fb => joint.2.motor-pos-fb
net z-index-enable joint.2.index-enable <=> hm2_7i96s.0.encoder.02.index-enable
net y-pos-rawcounts <= hm2_7i96s.0.encoder.01.rawcounts
#*******************
# SPINDLE S
#*******************
setp pid.s.Pgain [SPINDLE_9]P
setp pid.s.Igain [SPINDLE_9]I
setp pid.s.Dgain [SPINDLE_9]D
setp pid.s.bias [SPINDLE_9]BIAS
setp pid.s.FF0 [SPINDLE_9]FF0
setp pid.s.FF1 [SPINDLE_9]FF1
setp pid.s.FF2 [SPINDLE_9]FF2
setp pid.s.deadband [SPINDLE_9]DEADBAND
setp pid.s.maxoutput [SPINDLE_9]MAX_OUTPUT
setp pid.s.error-previous-target true
setp orient-pid.Pgain [SPINDLE_ORIENT]P
setp orient-pid.Igain [SPINDLE_ORIENT]I
setp orient-pid.Dgain [SPINDLE_ORIENT]D
setp orient-pid.bias [SPINDLE_ORIENT]BIAS
setp orient-pid.FF0 [SPINDLE_ORIENT]FF0
setp orient-pid.FF1 [SPINDLE_ORIENT]FF1
setp orient-pid.FF2 [SPINDLE_ORIENT]FF2
setp orient-pid.deadband [SPINDLE_ORIENT]DEADBAND
setp orient-pid.maxoutput [SPINDLE_ORIENT]MAX_OUTPUT
setp orient-pid.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable <=> orient-pid.index-enable
net spindle-motion-enable spindle.0.on => pid.s.enable => spindle-enable-or.in0
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-vel-output pid.s.output orient-mux.in0
net spindle-output <= orient-mux.out
# ---PWM Generator signals/setup---
setp hm2_7i96s.0.7i77.0.1.analogout5-scalemax [SPINDLE_9]OUTPUT_SCALE
setp hm2_7i96s.0.7i77.0.1.analogout5-minlim [SPINDLE_9]OUTPUT_MIN_LIMIT
setp hm2_7i96s.0.7i77.0.1.analogout5-maxlim [SPINDLE_9]OUTPUT_MAX_LIMIT
net spindle-output => hm2_7i96s.0.7i77.0.1.analogout5
net spindle-enable => hm2_7i96s.0.7i77.0.1.spinena
# ---Encoder feedback signals/setup---
setp hm2_7i96s.0.encoder.05.counter-mode 0
setp hm2_7i96s.0.encoder.05.filter 1
setp hm2_7i96s.0.encoder.05.index-invert 0
setp hm2_7i96s.0.encoder.05.index-mask 0
setp hm2_7i96s.0.encoder.05.index-mask-invert 0
setp hm2_7i96s.0.encoder.05.scale [SPINDLE_9]ENCODER_SCALE
net spindle-revs <= hm2_7i96s.0.encoder.05.position
net spindle-vel-fb-rps <= hm2_7i96s.0.encoder.05.velocity
net spindle-index-enable <=> hm2_7i96s.0.encoder.05.index-enable
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-enable-or-out spindle-enable-or.in1 spindle-enable-xor.out
net spindle-enable <= spindle-enable-or.out
net spindle-cw <= spindle.0.forward
net spindle-ccw <= spindle.0.reverse
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
net spindle-is-oriented => spindle.0.is-oriented
net spindle-orient-fault => spindle.0.orient-fault
net spindle-locked <= spindle.0.locked
net spindle-locked => spindle-enable-xor.in0 => orient-mux-or.in1
net orient-angle spindle.0.orient-angle orient.angle
net orient-mode spindle.0.orient-mode orient.mode
net orient-enable spindle.0.orient => orient.enable orient-mux-or.in0 spindle-enable-xor.in1
net orient-mux-sel orient-mux-or.out orient-mux.sel orient-pid.enable
net spindle-revs => orient.position orient-pid.feedback near-spindle.in2
net orient-command orient.command orient-pid.command near-spindle.in1
setp near-spindle.difference 0.01
#setp near-spindle.difference 0.5
#setp near-spindle.difference 1.5
#mux for switching between velocity and position pid output for the spindle#
net spindle-pos-output orient-pid.output orient-mux.in1
net spindle-near near-spindle.out => debounce.0.0.in
setp debounce.0.delay 20
#setp debounce.0.delay 50
net spindle-is-oriented-and0 <= debounce.0.0.out
net spindle-is-oriented-and0 => spindle-is-oriented-and.in0
net orient-enable => spindle-is-oriented-and.in1
net spindle-is-oriented-edge <= spindle-is-oriented-and.out
net spindle-is-oriented-edge => edge.0.in
net spindle-is-oriented <= edge.0.out
# rising edge
#setp edge.0.in-edge false
setp edge.0.in-edge true
# only rising edge
#setp edge.0.both false
setp edge.0.both true
#output pulse length
setp edge.0.out-width-ns 10000000
#home the spindle during first revolution
sets spindle-index-enable true
#fault on unhomed spindle
#net spindle-orient-fault <= spindle.0.index-enablenet spindle-orient-fault <= spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
#******************************
# connect miscellaneous signals
#******************************
# ---HALUI signals---
net axis-select-x halui.axis.x.select
net jog-x-pos halui.axis.x.plus
net jog-x-neg halui.axis.x.minus
net jog-x-analog halui.axis.x.analog
net x-is-homed halui.joint.0.is-homed
net axis-select-y halui.axis.y.select
net jog-y-pos halui.axis.y.plus
net jog-y-neg halui.axis.y.minus
net jog-y-analog halui.axis.y.analog
net y-is-homed halui.joint.1.is-homed
net axis-select-z halui.axis.z.select
net jog-z-pos halui.axis.z.plus
net jog-z-neg halui.axis.z.minus
net jog-z-analog halui.axis.z.analog
net z-is-homed halui.joint.2.is-homed
net jog-selected-pos halui.axis.selected.plus
net jog-selected-neg halui.axis.selected.minus
net spindle-manual-cw halui.spindle.0.forward
net spindle-manual-ccw halui.spindle.0.reverse
net spindle-manual-stop halui.spindle.0.stop
net machine-is-on halui.machine.is-on
net jog-speed halui.axis.jog-speed
net MDI-mode halui.mode.is-mdi
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
net coolant-flood <= iocontrol.0.coolant-flood
# ---probe signal---
net probe-touch-in => motion.probe-input
# ---motion control signals---
net in-position <= motion.in-position
net machine-is-enabled <= motion.motion-enabled
# ---digital in / out signals---
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net estop-ext => iocontrol.0.emc-enable-in
# --- tool change signals---
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4775
- Thank you received: 2142
21 Sep 2023 13:46 #281310
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
Would be much better if you could attach the file rather than put the contents in the post.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
21 Sep 2023 14:58 #281318
by abdulasis12
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Okay,Would be much better if you could attach the file rather than put the contents in the post.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4775
- Thank you received: 2142
21 Sep 2023 15:52 #281321
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
Ah ok, it's actually an or2 component not a mux2 so that is fine then. I haven't gone over your hal in great detail and debugging spindle orientation can be a difficult task. Doing it remotely is very difficult indeed.
So the first thing I would suggest is to thoroughly test the spindle orient functionality by running the spindle and then do an M19 R0 then run the spindle again and do another M19 R0. You want this to work at least a hundred times using different spindle speeds and directions before moving on to other things.
So the first thing I would suggest is to thoroughly test the spindle orient functionality by running the spindle and then do an M19 R0 then run the spindle again and do another M19 R0. You want this to work at least a hundred times using different spindle speeds and directions before moving on to other things.
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
21 Sep 2023 16:26 #281322
by abdulasis12
Today I try to find this problem what or where to error
I try
m3 s1000 5minuts
recheck m19 r0 it's ok
m3 s2000 5 minuts
m3 s3000 3-4 mins
m3 s4000 4mins
m3 s5000 5 mins
m3 s6000 5mins
m3 s7000 5mins
before go next m3 i will M19 r0 for check , result = good
then I try run gcode about 1:30 - 2 mins
when gcode completed I try M19 r0 it's wrong position Orient.
Maybe I think when gcode run servo motor XYZ and motor water pump start too, Maybe noise in to Encoder05 on 7i77 for made it's error tracking ?
Asis,
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Hi MR.AcieraAh ok, it's actually an or2 component not a mux2 so that is fine then. I haven't gone over your hal in great detail and debugging spindle orientation can be a difficult task. Doing it remotely is very difficult indeed.
So the first thing I would suggest is to thoroughly test the spindle orient functionality by running the spindle and then do an M19 R0 then run the spindle again and do another M19 R0. You want this to work at least a hundred times using different spindle speeds and directions before moving on to other things.Today
Today I try to find this problem what or where to error
I try
m3 s1000 5minuts
recheck m19 r0 it's ok
m3 s2000 5 minuts
m3 s3000 3-4 mins
m3 s4000 4mins
m3 s5000 5 mins
m3 s6000 5mins
m3 s7000 5mins
before go next m3 i will M19 r0 for check , result = good
then I try run gcode about 1:30 - 2 mins
when gcode completed I try M19 r0 it's wrong position Orient.
Maybe I think when gcode run servo motor XYZ and motor water pump start too, Maybe noise in to Encoder05 on 7i77 for made it's error tracking ?
Asis,
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17999
- Thank you received: 5285
21 Sep 2023 18:30 #281326
by PCW
Replied by PCW on topic Orientation position problem after run Gcode
I would set the hm2_7i96s.0 encoder.05.quad-error-enable bit,
do your gcode test and see if hm2_7i96s.encoder.05.quad-error gets set true
Is the spindle encoder differential?
If so, is the 7I77 set for differential inputs?
do your gcode test and see if hm2_7i96s.encoder.05.quad-error gets set true
Is the spindle encoder differential?
If so, is the 7I77 set for differential inputs?
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
22 Sep 2023 02:04 #281342
by abdulasis12
Yes, My spindle Encoder is Differential.
---- If so, is the 7I77 set for differential inputs?
Hmmm, I not sure , How to recheck ?
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Hi MR.PCWI would set the hm2_7i96s.0 encoder.05.quad-error-enable bit,
do your gcode test and see if hm2_7i96s.encoder.05.quad-error gets set true
Is the spindle encoder differential?
If so, is the 7I77 set for differential inputs?
Yes, My spindle Encoder is Differential.
---- If so, is the 7I77 set for differential inputs?
Hmmm, I not sure , How to recheck ?
Please Log in or Create an account to join the conversation.
Time to create page: 0.194 seconds