Orientation position problem after run Gcode
- abdulasis12
- Offline
- Premium Member
-

Less
More
- Posts: 133
- Thank you received: 8
22 Sep 2023 02:10 #281344
by abdulasis12
Now I use Differential Done by default Board.
Asis,
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Ahh I just got you meaning set jumper.
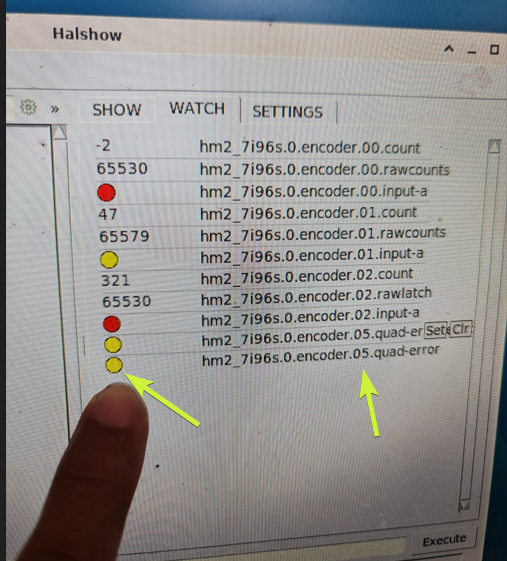
I would set the hm2_7i96s.0 encoder.05.quad-error-enable bit,
do your gcode test and see if hm2_7i96s.encoder.05.quad-error gets set true
Is the spindle encoder differential?
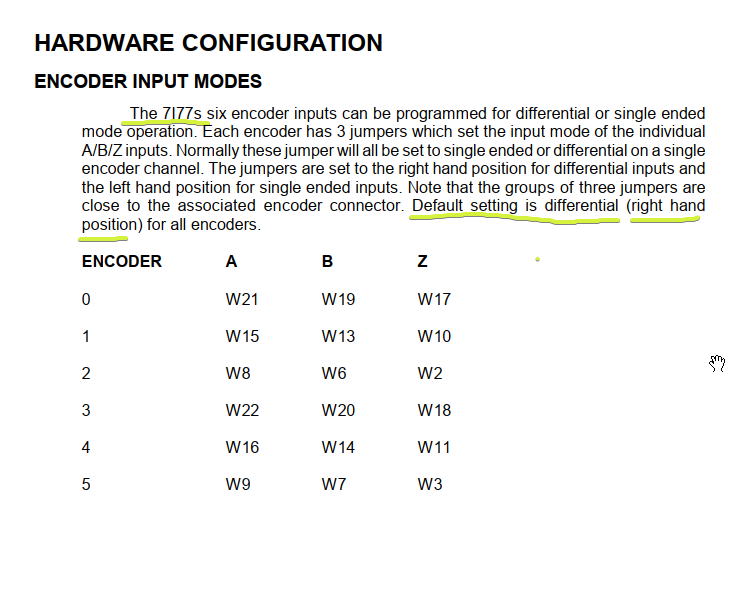
If so, is the 7I77 set for differential inputs?
Hi MR.PCW
Yes, My spindle Encoder is Differential.
---- If so, is the 7I77 set for differential inputs?
Hmmm, I not sure , How to recheck ?
Now I use Differential Done by default Board.
Asis,
Attachments:
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
22 Sep 2023 10:38 #281361
by abdulasis12
Replied by abdulasis12 on topic Orientation position problem after run Gcode
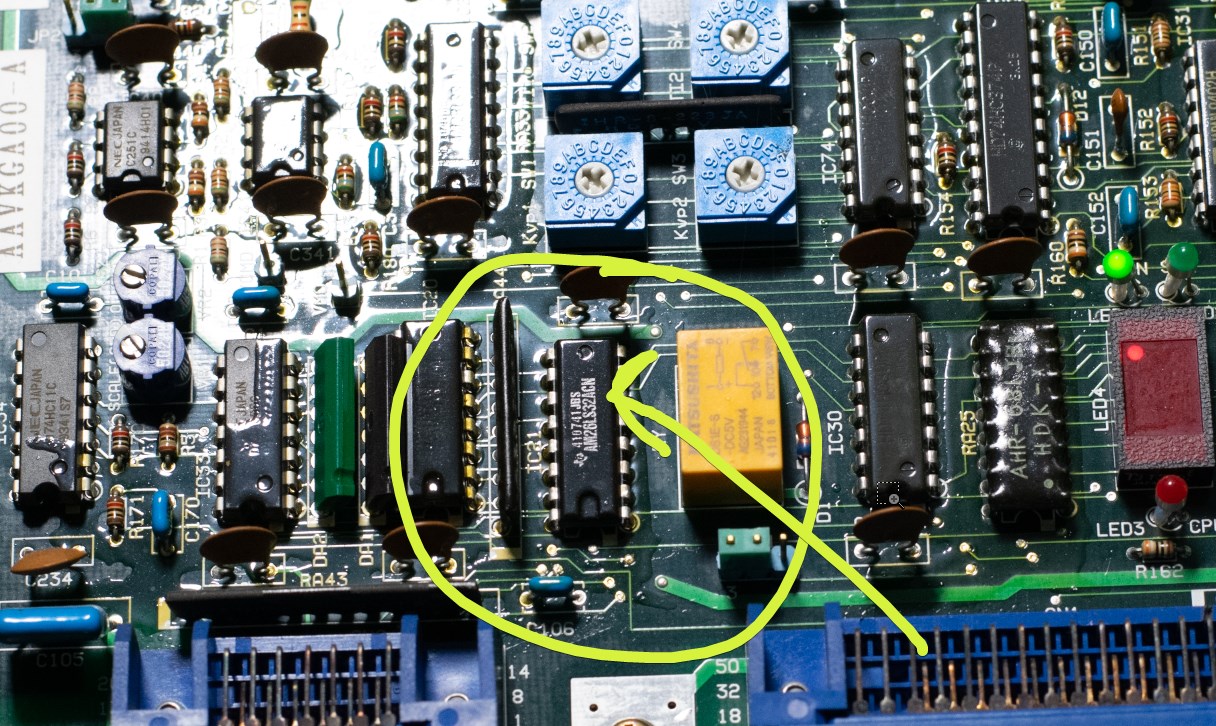
Amp spindle Old model Sanyo Denki on brother TC-228 I not have document for check type of signal encoder.
But on board I see 26LS32 I think it's sent signal type differential.
But on board I see 26LS32 I think it's sent signal type differential.
Attachments:
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
22 Sep 2023 16:35 - 22 Sep 2023 16:40 #281390
by abdulasis12
Today I try.......
Change jumper on 7i77 Encoder 05 to quadrature position jump,
In hall I put use setp......... quad-error-enable true,
I test run step-up speed
M3 s200,
s500 ,
s1000
s2000
s3000
before s3000 all run good no show error .
When M3 s3000 it's show "hm2_7i96s.0: Encoder 5 : quadrature count error"
any for me check next step ?

Replied by abdulasis12 on topic Orientation position problem after run Gcode
My spindle type encoder differential signal , I can use function "hm2_7i96s.0 encoder.05.quad-error-enable true" right ?I would set the hm2_7i96s.0 encoder.05.quad-error-enable bit,
do your gcode test and see if hm2_7i96s.encoder.05.quad-error gets set true
Is the spindle encoder differential?
If so, is the 7I77 set for differential inputs?
Today I try.......
Change jumper on 7i77 Encoder 05 to quadrature position jump,
In hall I put use setp......... quad-error-enable true,
I test run step-up speed
M3 s200,
s500 ,
s1000
s2000
s3000
before s3000 all run good no show error .
When M3 s3000 it's show "hm2_7i96s.0: Encoder 5 : quadrature count error"
any for me check next step ?
Attachments:
Last edit: 22 Sep 2023 16:40 by abdulasis12.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17925
- Thank you received: 5250
22 Sep 2023 17:02 - 22 Sep 2023 17:21 #281392
by PCW
Replied by PCW on topic Orientation position problem after run Gcode
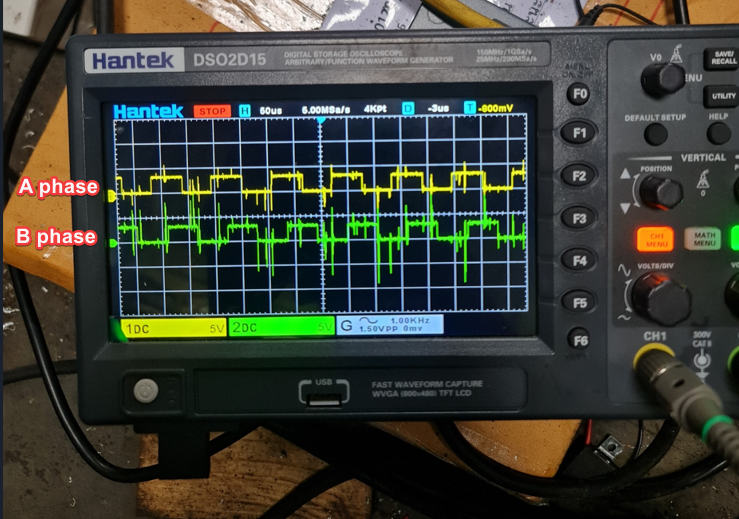
OK I would first verify the you have valid differential signals at the 7I77
You can do this by measuring the differential voltage with a voltmeter
You measure _between_ A and /A and _between_ B and /B
and verify that you have > 2V absolute in each state.
(you need to wiggle the spindle around to get each state)
One state should be >+2V and the other < -2V
(absolute value always greater than 2V)
You can do this by measuring the differential voltage with a voltmeter
You measure _between_ A and /A and _between_ B and /B
and verify that you have > 2V absolute in each state.
(you need to wiggle the spindle around to get each state)
One state should be >+2V and the other < -2V
(absolute value always greater than 2V)
Last edit: 22 Sep 2023 17:21 by PCW.
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
26 Sep 2023 04:48 #281630
by abdulasis12
I check done , result show below in picture
Asis,
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Hi Mr. PCWOK I would first verify the you have valid differential signals at the 7I77
You can do this by measuring the differential voltage with a voltmeter
You measure _between_ A and /A and _between_ B and /B
and verify that you have > 2V absolute in each state.
(you need to wiggle the spindle around to get each state)
One state should be >+2V and the other < -2V
(absolute value always greater than 2V)
I check done , result show below in picture
Asis,
Attachments:
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
01 Oct 2023 16:52 #281999
by abdulasis12
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Hi,
new update,
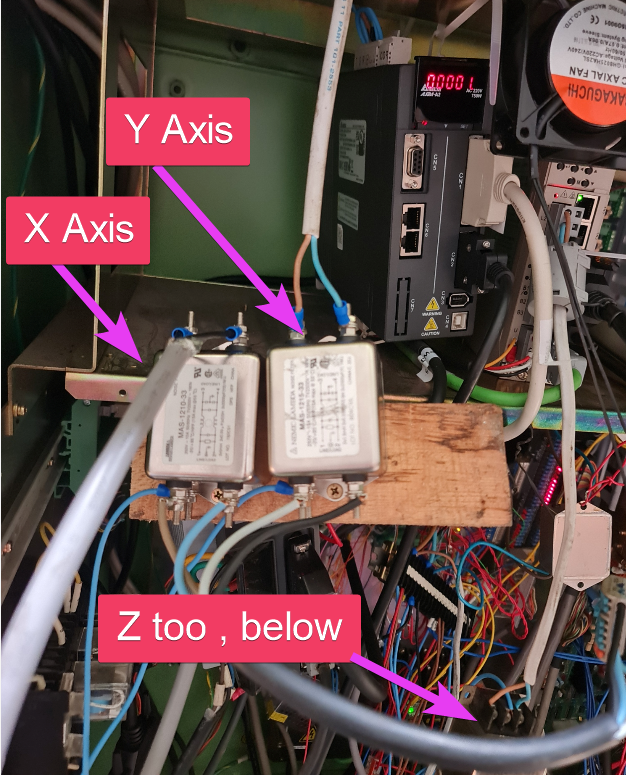
Yesterday I try install EMI Filter on Servo Drive X,Y,Z
result is same , after run gcode about 2 mins "M19 r0" will wrong position.
new update,
Yesterday I try install EMI Filter on Servo Drive X,Y,Z
result is same , after run gcode about 2 mins "M19 r0" will wrong position.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

Less
More
- Posts: 4718
- Thank you received: 2114
01 Oct 2023 17:10 #282003
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
I'd recommend using shielded cables and proper grounding.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
01 Oct 2023 17:59 #282008
by abdulasis12
I Ever use spindle motor mitsubishi Meldas it's have orientation mode internal .
When sent signal output to trick spindle amplifier orientation, it's will spin up (in second) and decrease speed down with lock position for orientation before toolchange .
I think if can reset index or position encoder before orient will work with 7i77 too , for clear all error signal before orient (I try a lot time if spindle run lower 3000 rpm will orient correct all time, but in real when working I use spindle 6500 rpm+ and will wrong position encoder maybe from noise)
Can for reset index or encoder position before M19 ?
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Have any idea for orientation with 7i77 ?I'd recommend using shielded cables and proper grounding.
I Ever use spindle motor mitsubishi Meldas it's have orientation mode internal .
When sent signal output to trick spindle amplifier orientation, it's will spin up (in second) and decrease speed down with lock position for orientation before toolchange .
I think if can reset index or position encoder before orient will work with 7i77 too , for clear all error signal before orient (I try a lot time if spindle run lower 3000 rpm will orient correct all time, but in real when working I use spindle 6500 rpm+ and will wrong position encoder maybe from noise)
Can for reset index or encoder position before M19 ?
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
Less
More
- Posts: 21646
- Thank you received: 7395
01 Oct 2023 21:45 #282027
by tommylight
Replied by tommylight on topic Orientation position problem after run Gcode
Try this:
Machine powered and enabled
Spindle off
watch the spindle encoder count in hal show
make a line on the spindle to have a 0 reference point where the encoder shows 0
turn spindle by hand 10 times
see the encoder count, it is 10 times bigger?
-
Check the spindle encoder scaling, if you have a 1024 PPR encoder, probably scale should be 4096.
In this case after 10 turns you should see 40960
If not, there are two possibilities, scaling is wrong or encoder is faulty/miss wired/not counting properly/does not have quadrature outputs/voltage to low/ outputs not able to swing high enough to register/
Machine powered and enabled
Spindle off
watch the spindle encoder count in hal show
make a line on the spindle to have a 0 reference point where the encoder shows 0
turn spindle by hand 10 times
see the encoder count, it is 10 times bigger?
-
Check the spindle encoder scaling, if you have a 1024 PPR encoder, probably scale should be 4096.
In this case after 10 turns you should see 40960
If not, there are two possibilities, scaling is wrong or encoder is faulty/miss wired/not counting properly/does not have quadrature outputs/voltage to low/ outputs not able to swing high enough to register/
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21646
- Thank you received: 7395
01 Oct 2023 21:51 #282029
by tommylight
Those are "line filters" so will not help with EMI created inside the machine, they do prevent interference going into or out of the machine through mains power lines.
For you case, ferrite beads or doughnuts on motor wires near the drives should help.
But as noted above by Aciera, shielded cables and proper grounding is essential.
Replied by tommylight on topic Orientation position problem after run Gcode
There is no need for more that one of those for the whole machine if they are rated for more current than the machine can use.Yesterday I try install EMI Filter on Servo Drive X,Y,Z
Those are "line filters" so will not help with EMI created inside the machine, they do prevent interference going into or out of the machine through mains power lines.
For you case, ferrite beads or doughnuts on motor wires near the drives should help.
But as noted above by Aciera, shielded cables and proper grounding is essential.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
Time to create page: 0.307 seconds