Orientation position problem after run Gcode
- abdulasis12
- Offline
- Premium Member
-

Less
More
- Posts: 133
- Thank you received: 8
03 Oct 2023 02:40 #282116
by abdulasis12
10 rev move with hand and check in hallshow ,The number about 4096*10= 40,960 +- little (with hand stop position)
I try more..
50 rev with hand yes it's 4096*50 = 204,800 +- little (with hand stop position)
I pretty sure my encoder correct on 1024ppr and 4096 per 1revolution.
If not, there are two possibilities, scaling is wrong or encoder is faulty/miss wired/not counting properly/does not have quadrature outputs/voltage to low/ outputs not able to swing high enough to register/
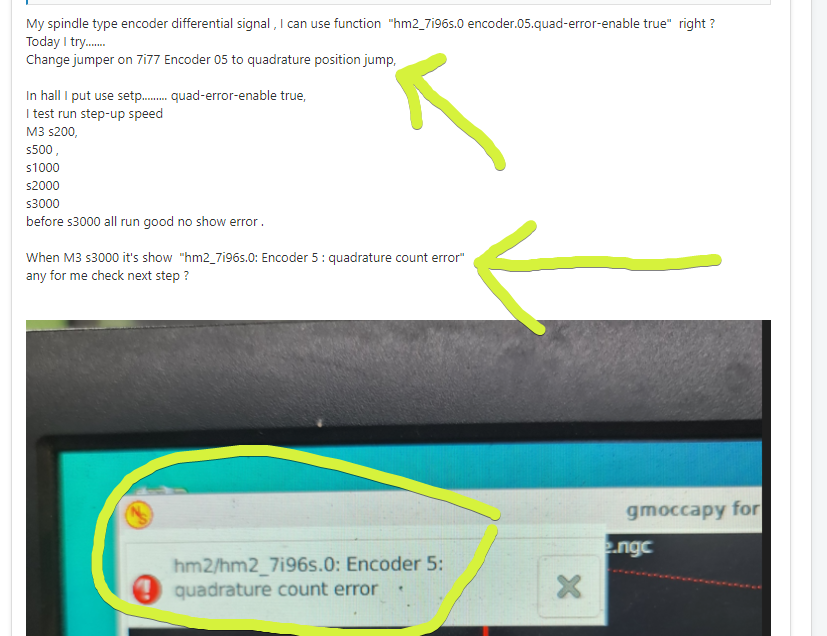
I ever try change jumper from differential to quadrature and use this solution from MR.PCW
Result is
When M3 s3000 it's show "hm2_7i96s.0: Encoder 5 : quadrature count error"

Replied by abdulasis12 on topic Orientation position problem after run Gcode
I try doneTry this:
Machine powered and enabled
Spindle off
watch the spindle encoder count in hal show
make a line on the spindle to have a 0 reference point where the encoder shows 0
turn spindle by hand 10 times
see the encoder count, it is 10 times bigger?
-
Check the spindle encoder scaling, if you have a 1024 PPR encoder, probably scale should be 4096.
In this case after 10 turns you should see 40960
If not, there are two possibilities, scaling is wrong or encoder is faulty/miss wired/not counting properly/does not have quadrature outputs/voltage to low/ outputs not able to swing high enough to register/
10 rev move with hand and check in hallshow ,The number about 4096*10= 40,960 +- little (with hand stop position)
I try more..
50 rev with hand yes it's 4096*50 = 204,800 +- little (with hand stop position)
I pretty sure my encoder correct on 1024ppr and 4096 per 1revolution.
If not, there are two possibilities, scaling is wrong or encoder is faulty/miss wired/not counting properly/does not have quadrature outputs/voltage to low/ outputs not able to swing high enough to register/
I ever try change jumper from differential to quadrature and use this solution from MR.PCW
Result is
When M3 s3000 it's show "hm2_7i96s.0: Encoder 5 : quadrature count error"
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4775
- Thank you received: 2142
03 Oct 2023 06:18 #282130
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
Also note that spindle orientation uses an index signal that recurs once per revolution. I don't know if you are getting that from the sensor as well but if that signal looks like the A and B count signals on your scope then I don't think there is not much hope for proper spindle orientation.
Please Log in or Create an account to join the conversation.
- 0x2102
-

- Offline
- Elite Member
-

Less
More
- Posts: 223
- Thank you received: 87
03 Oct 2023 07:21 #282133
by 0x2102
Replied by 0x2102 on topic Orientation position problem after run Gcode
@abdulasis12
I noticed a similar problem with my setup. High speed spindle with encoder (36K rpm). Position would be accurate until I reach a certain rpm - 18000rpm in my case.
In your situation, you might be able to fix it (EMI?). In my case I wrote a simple COMP to reset the spindle Index = 1 or high after I issue an M3 command.
The COMP is waiting for an M3 (the spindle to reach an RPM range where the encoder signal is stable but above your tapping speed.
Hope this makes sense and it might be food for thought.
sets spindle-sync 1
net spindle-sync enable-spindle-index.out => spindle.0.index-enable => hm2_7i95.0.encoder.04.index-enable
net spindle-brake-on spindle.0.brake => enable-spindle-index.brake-on
I noticed a similar problem with my setup. High speed spindle with encoder (36K rpm). Position would be accurate until I reach a certain rpm - 18000rpm in my case.
In your situation, you might be able to fix it (EMI?). In my case I wrote a simple COMP to reset the spindle Index = 1 or high after I issue an M3 command.
The COMP is waiting for an M3 (the spindle to reach an RPM range where the encoder signal is stable but above your tapping speed.
Hope this makes sense and it might be food for thought.
sets spindle-sync 1
net spindle-sync enable-spindle-index.out => spindle.0.index-enable => hm2_7i95.0.encoder.04.index-enable
net spindle-brake-on spindle.0.brake => enable-spindle-index.brake-on
The following user(s) said Thank You: Aciera, abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
04 Oct 2023 01:32 - 04 Oct 2023 01:38 #282230
by abdulasis12
Hi MR. 0x2102
I think I will try your solution, Now I have a problem .
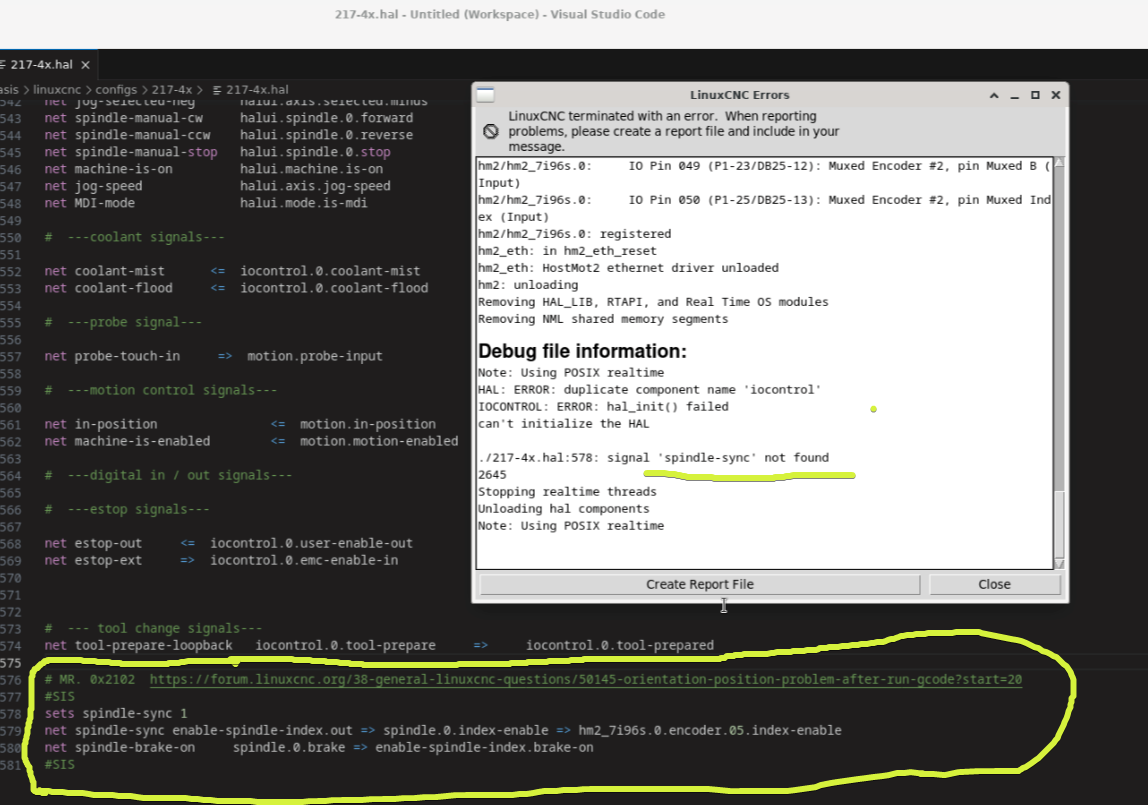
I put your hall and change to my hm2
sets spindle-sync 1
net spindle-sync enable-spindle-index.out => spindle.0.index-enable => hm2_7i96s.0.encoder.05.index-enable
net spindle-brake-on spindle.0.brake => enable-spindle-index.brake-on
Save and run linuxcnc, Show error signal 'spindle-syn not found '
Please give me some advice.
Replied by abdulasis12 on topic Orientation position problem after run Gcode
@abdulasis12
I noticed a similar problem with my setup. High speed spindle with encoder (36K rpm). Position would be accurate until I reach a certain rpm - 18000rpm in my case.
In your situation, you might be able to fix it (EMI?). In my case I wrote a simple COMP to reset the spindle Index = 1 or high after I issue an M3 command.
The COMP is waiting for an M3 (the spindle to reach an RPM range where the encoder signal is stable but above your tapping speed.
Hope this makes sense and it might be food for thought.
sets spindle-sync 1
net spindle-sync enable-spindle-index.out => spindle.0.index-enable => hm2_7i95.0.encoder.04.index-enable
net spindle-brake-on spindle.0.brake => enable-spindle-index.brake-on
Hi MR. 0x2102
I think I will try your solution, Now I have a problem .
I put your hall and change to my hm2
sets spindle-sync 1
net spindle-sync enable-spindle-index.out => spindle.0.index-enable => hm2_7i96s.0.encoder.05.index-enable
net spindle-brake-on spindle.0.brake => enable-spindle-index.brake-on
Save and run linuxcnc, Show error signal 'spindle-syn not found '
Please give me some advice.
Attachments:
Last edit: 04 Oct 2023 01:38 by abdulasis12.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4775
- Thank you received: 2142
04 Oct 2023 01:57 #282234
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
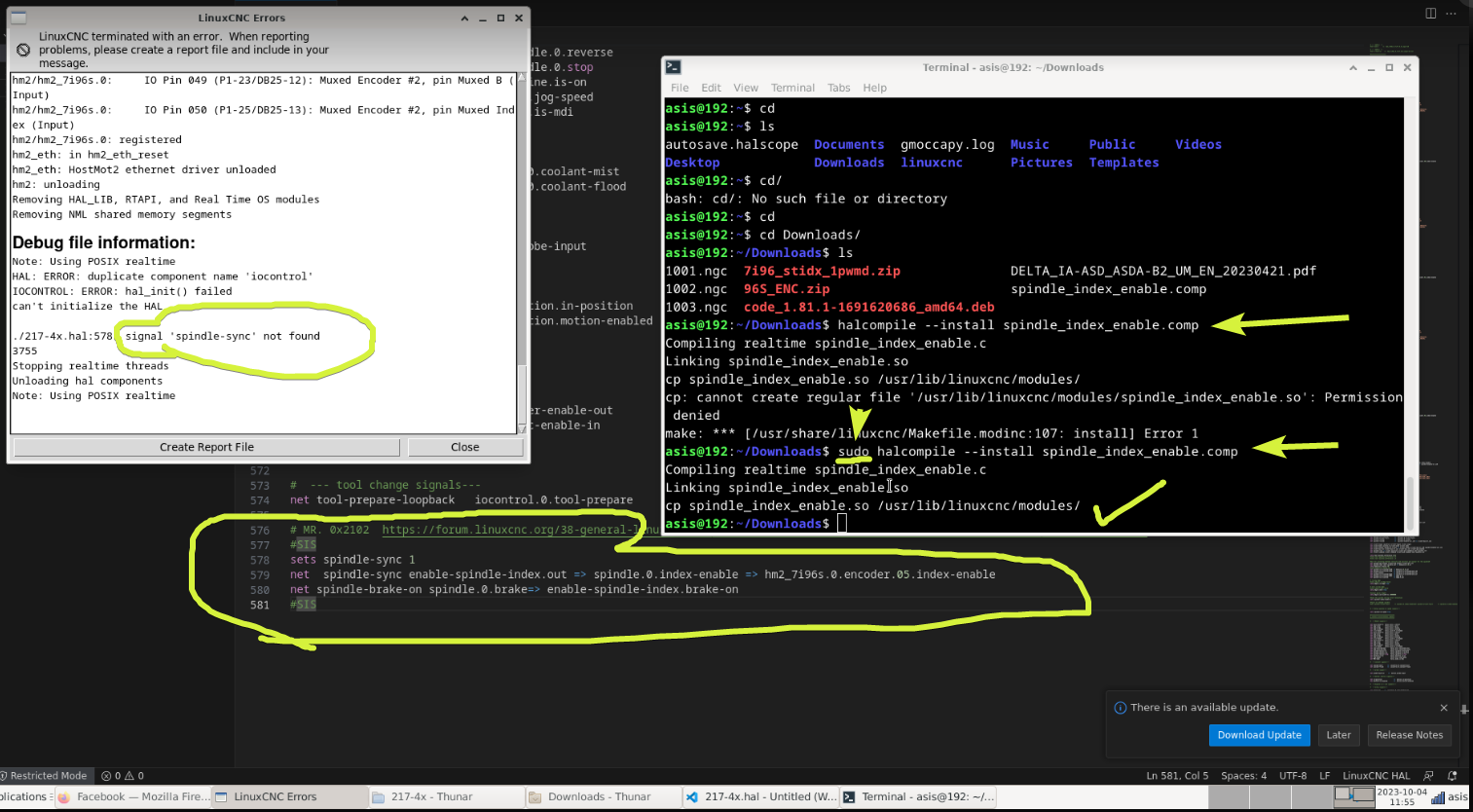
1. Have you installed the component?
$ sudo halcompile --install spindle_index_enable.comp
(don't use 'sudo' if you are on a rip installation ie if you have compiled linuxcnc on your computer)
2. There also is another error 'duplicate component name iocontrol' not sure where that comes from.
$ sudo halcompile --install spindle_index_enable.comp
(don't use 'sudo' if you are on a rip installation ie if you have compiled linuxcnc on your computer)
2. There also is another error 'duplicate component name iocontrol' not sure where that comes from.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
04 Oct 2023 05:00 #282246
by abdulasis12
Now I install sudo halcompile --install spindle_index_enable.comp Done (must sudo can work).
Now wait MR. 0x2102 for advice about signal 'spindle-syn not found '
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Thank you MR.Aciera1. Have you installed the component?
$ sudo halcompile --install spindle_index_enable.comp
(don't use 'sudo' if you are on a rip installation ie if you have compiled linuxcnc on your computer)
2. There also is another error 'duplicate component name iocontrol' not sure where that comes from.
Now I install sudo halcompile --install spindle_index_enable.comp Done (must sudo can work).
Now wait MR. 0x2102 for advice about signal 'spindle-syn not found '
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4775
- Thank you received: 2142
04 Oct 2023 08:52 - 04 Oct 2023 08:53 #282256
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
Also, don't forget to 'loadrt ... ' and 'addf ...' the new component in your hal file.
Last edit: 04 Oct 2023 08:53 by Aciera.
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
04 Oct 2023 15:47 #282297
by abdulasis12
loadrt spindle_index_enable
addf spindle_index_enable servo-thread
Right ?
Asis,
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Ahh I don't know this step , Thank you ^^" .Also, don't forget to 'loadrt ... ' and 'addf ...' the new component in your hal file.
loadrt spindle_index_enable
addf spindle_index_enable servo-thread
Right ?
Asis,
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4775
- Thank you received: 2142
04 Oct 2023 16:28 #282299
by Aciera
Replied by Aciera on topic Orientation position problem after run Gcode
I think you would need (note the '.0' in the addf line):
loadrt spindle_index_enable
addf spindle_index_enable.0 servo-thread
loadrt spindle_index_enable
addf spindle_index_enable.0 servo-thread
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
04 Oct 2023 17:49 #282304
by abdulasis12
Replied by abdulasis12 on topic Orientation position problem after run Gcode
Thank you MR.
Aciera
, Will try tomorow
Please Log in or Create an account to join the conversation.
Time to create page: 0.703 seconds