Bogen statt Ecke *gelöst*
- spicer
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 422
- Thank you received: 126
04 May 2019 00:39 - 06 Jun 2019 23:44 #132677
by spicer
Bogen statt Ecke *gelöst* was created by spicer
Schon wieder ich...sorry ^^
Im Sheetcam Forum wird mir gesagt, dass es an der Einstellung von LCNC liegt, glaube ich aber nicht.
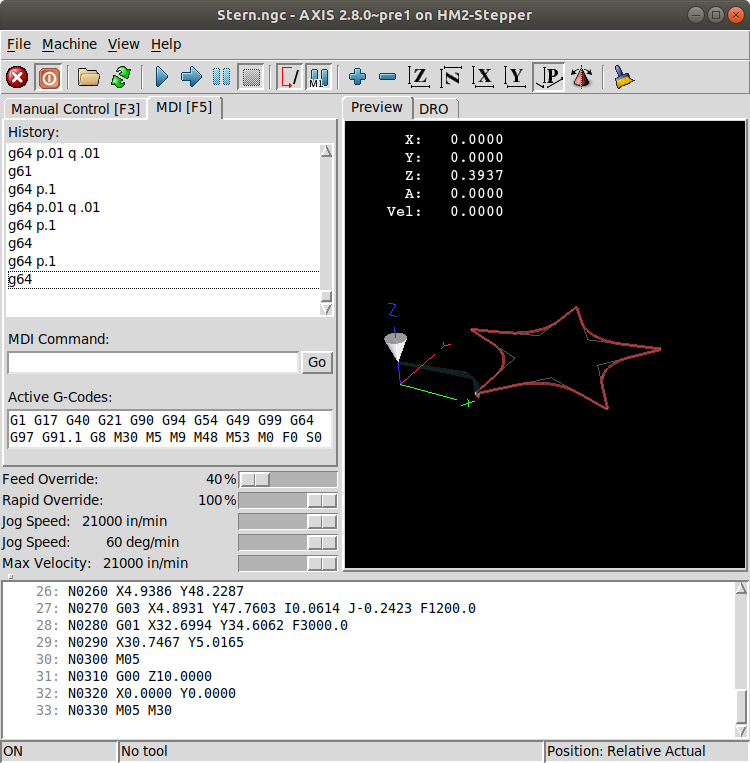
Im Anhang ist ein Printscreen von LCNC, was es macht mit dem Stern (Weiss = soll, Rot = ist).
Mit Sheetcam in G-Code gewandelt sind da G02/G03 Zeilen drin. Was soll das?
Die Innenwinkel werden so abgerundet. Umgekehrt die Zacken abgerundet.
Ist das nun Sheetcam oder LCNC, welches diesen Fehler macht?
Sheetcam macht G02/G03 in den G-Code.
Der Werkzeug- Durchmesser ist 0.5mm eingestellt.
Was ist nun sache?
Achtung:
In der Simulation und vor der Ausführung des Codes sieht alles richtig aus!
Erzeugter G-Code:
Momentan Aufnahmen (erster Versuch: Wasserbecken, Opferbleche usw fehlt noch. Nur dünnes Blech):
www26.zippyshare.com/v/9gFlV8DX/file.html
www26.zippyshare.com/v/9fj4f1mL/file.html
Antasten:
www63.zippyshare.com/v/1GM0nTOL/file.html
Habe nicht die geringsten EMV Probleme. Wohl dank dem, das ich alles peinlich genau geerdet habe (Massebänder, jedes Kabel abgeschirmt).
Im Sheetcam Forum wird mir gesagt, dass es an der Einstellung von LCNC liegt, glaube ich aber nicht.
Im Anhang ist ein Printscreen von LCNC, was es macht mit dem Stern (Weiss = soll, Rot = ist).
Mit Sheetcam in G-Code gewandelt sind da G02/G03 Zeilen drin. Was soll das?
Die Innenwinkel werden so abgerundet. Umgekehrt die Zacken abgerundet.
Ist das nun Sheetcam oder LCNC, welches diesen Fehler macht?
Sheetcam macht G02/G03 in den G-Code.
Der Werkzeug- Durchmesser ist 0.5mm eingestellt.
Was ist nun sache?
Achtung:
In der Simulation und vor der Ausführung des Codes sieht alles richtig aus!
Erzeugter G-Code:
N0010 (Filename: Stern.ngc)
N0020 (Post processor: LinuxCNC THC.scpost)
N0030 (Date: 02.05.2019)
N0040 G21 (Units: Metric)
N0050 G00 Z10
N0060 F1
N0070 G90 G40
N0080 (Part: Stern)
N0090 (Operation: Außen Versatz, Color 0, T1: Plasma, 0.5 mm Schnittbreite)
N0100 G00 X33.3607 Y2.7704
N0110 Z3.0000
N0120 M03
N0130 G04 P0.5
N0140 G01 Z1.5000 F100.0
N0150 X31.1780 Y4.8285 F3000.0
N0160 X52.2810 Y27.2090
N0170 X79.8191 Y16.2081
N0180 G03 X80.1311 Y16.5603 I0.0927 J0.2322 F1200.0
N0190 G01 X65.3671 Y43.5464 F3000.0
N0200 X84.3394 Y66.3372
N0210 G03 X84.1009 Y66.7428 I-0.1921 J0.1599 F1200.0
N0220 G01 X53.8733 Y61.0405 F3000.0
N0230 X38.0607 Y86.1269
N0240 G03 X37.6012 Y86.0255 I-0.2115 J-0.1333 F1200.0
N0250 G01 X33.6835 Y55.5152 F3000.0
N0260 X4.9386 Y48.2287
N0270 G03 X4.8931 Y47.7603 I0.0614 J-0.2423 F1200.0
N0280 G01 X32.6994 Y34.6062 F3000.0
N0290 X30.7467 Y5.0165
N0300 M05
N0310 G00 Z10.0000
N0320 X0.0000 Y0.0000
N0330 M05 M30Momentan Aufnahmen (erster Versuch: Wasserbecken, Opferbleche usw fehlt noch. Nur dünnes Blech):
www26.zippyshare.com/v/9gFlV8DX/file.html
www26.zippyshare.com/v/9fj4f1mL/file.html
Antasten:
www63.zippyshare.com/v/1GM0nTOL/file.html
Habe nicht die geringsten EMV Probleme. Wohl dank dem, das ich alles peinlich genau geerdet habe (Massebänder, jedes Kabel abgeschirmt).
Last edit: 06 Jun 2019 23:44 by spicer.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17961
- Thank you received: 5265
04 May 2019 02:02 #132679
by PCW
Replied by PCW on topic Bogen statt Ecke
Dies ist das erwartete Ergebnis, wenn Sie keinen genauen Stopp angeben
Modus oder eine Überblendungstoleranz (G64 Pxx)
linuxcnc.org/docs/html/user/user-concepts.html
Modus oder eine Überblendungstoleranz (G64 Pxx)
linuxcnc.org/docs/html/user/user-concepts.html
The following user(s) said Thank You: spicer
Please Log in or Create an account to join the conversation.
- spicer
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
04 May 2019 02:04 #132680
by spicer
Replied by spicer on topic Bogen statt Ecke
Oh Gott, kannst Du mir das genauer erklären?
Dann stimmt der erzeugte G-Code von Sheetcam?
Dann stimmt der erzeugte G-Code von Sheetcam?
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
04 May 2019 02:20 - 04 May 2019 02:22 #132681
by PCW
Replied by PCW on topic Bogen statt Ecke
Es (G64 XX) kann in die CAM-Programmausgabe aufgenommen werden, wenn dies in den CAMs angegeben ist
Postprozessor.
Sie können es auch den Startcodes in RS274NGC_STARTUP_CODE hinzufügen
Zeile Ihrer Ini-Datei.
linuxcnc.org/docs/2.6/html/config/ini_co...sub:RS274NGC-section
Postprozessor.
Sie können es auch den Startcodes in RS274NGC_STARTUP_CODE hinzufügen
Zeile Ihrer Ini-Datei.
linuxcnc.org/docs/2.6/html/config/ini_co...sub:RS274NGC-section
Last edit: 04 May 2019 02:22 by PCW.
The following user(s) said Thank You: spicer
Please Log in or Create an account to join the conversation.
- spicer
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
04 May 2019 02:22 - 04 May 2019 02:37 #132683
by spicer
Replied by spicer on topic Bogen statt Ecke
Was muss ich in RS274NGC hinzufügen?
Unter RS274NGC
RS274NGC_STARTUP_CODE einfügen?
Ich brauche das G64-Zeug nicht ^^
Bitte genau beschreiben, wie/was ich machen muss.
Wie sagt man in englisch; "What a fuck"
Unter RS274NGC
RS274NGC_STARTUP_CODE einfügen?
Ich brauche das G64-Zeug nicht ^^
Bitte genau beschreiben, wie/was ich machen muss.
Wie sagt man in englisch; "What a fuck"
Last edit: 04 May 2019 02:37 by spicer.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
04 May 2019 02:44 #132685
by PCW
Replied by PCW on topic Bogen statt Ecke
G64 (default)
G64 P .1
G64 P .1
Please Log in or Create an account to join the conversation.
- spicer
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
04 May 2019 02:47 - 04 May 2019 03:07 #132686
by spicer
Replied by spicer on topic Bogen statt Ecke
Also wenn ich nun unter
Unter RS274NGC
RS274NGC_STARTUP_CODE = G64 P.1
einfüge, ist das Problem behoben?
Sorry, aber ich muss nicht alles verstehn
Edit:
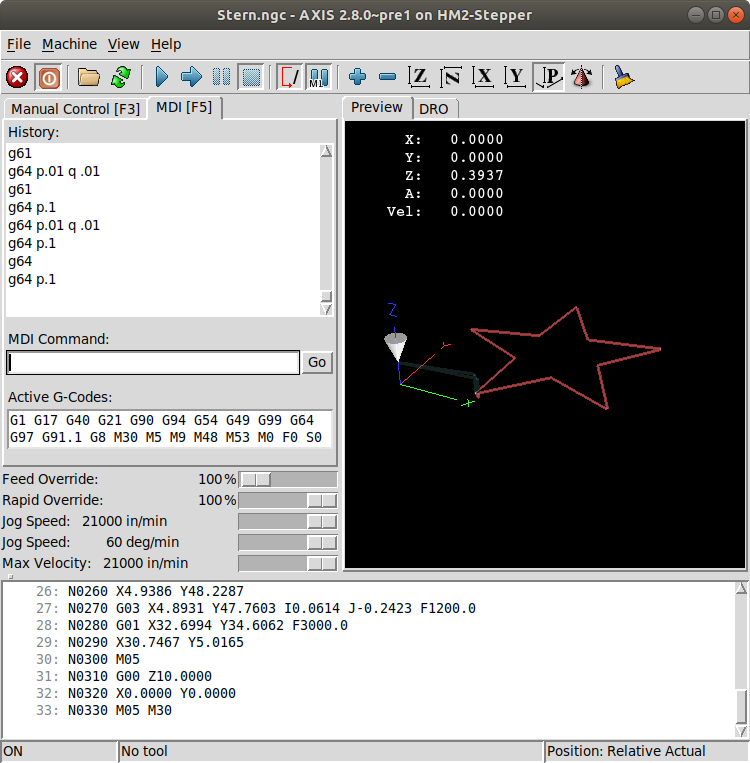
Mit diesem Eintrag macht es jetzt (siehe Anhang).
Kein wirklicher Fortschritt....
Unter RS274NGC
RS274NGC_STARTUP_CODE = G64 P.1
einfüge, ist das Problem behoben?
Sorry, aber ich muss nicht alles verstehn
Edit:
Mit diesem Eintrag macht es jetzt (siehe Anhang).
Kein wirklicher Fortschritt....
Last edit: 04 May 2019 03:07 by spicer.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
04 May 2019 03:14 #132687
by PCW
Replied by PCW on topic Bogen statt Ecke
Sieht so aus, als würden Sie G64 P.1 nicht verwenden
Sie haben meine Handlungen gesehen, der einzige Unterschied ist G64 gegenüber G64 P.1
Sie können versuchen, g64-Toleranzen über MDI einzustellen, um deren Auswirkungen zu sehen
Sie haben meine Handlungen gesehen, der einzige Unterschied ist G64 gegenüber G64 P.1
Sie können versuchen, g64-Toleranzen über MDI einzustellen, um deren Auswirkungen zu sehen
The following user(s) said Thank You: spicer
Please Log in or Create an account to join the conversation.
- spicer
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
04 May 2019 03:50 - 04 May 2019 03:50 #132690
by spicer
Replied by spicer on topic Bogen statt Ecke
Ich verstehe nichts mehr 
Was macht P1, P0 oder Px?
Wie kann ich LCNC konfigurieren, damit ein normaler G-Code läuft?
Sorry, ich verstehe die G64 Funktion nicht.
linuxcnc.org/docs/2.6/html/config/ini_co...sub:RS274NGC-section
hilft mir da auch nicht weiter, weil mein Englisch dafür zu schwach ist. Alles kann der Google-Translater nicht lösen
Was macht P1, P0 oder Px?
Wie kann ich LCNC konfigurieren, damit ein normaler G-Code läuft?
Sorry, ich verstehe die G64 Funktion nicht.
linuxcnc.org/docs/2.6/html/config/ini_co...sub:RS274NGC-section
hilft mir da auch nicht weiter, weil mein Englisch dafür zu schwach ist. Alles kann der Google-Translater nicht lösen
Last edit: 04 May 2019 03:50 by spicer.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
04 May 2019 04:03 #132691
by PCW
Replied by PCW on topic Bogen statt Ecke
G64 <P- <Q - >>
P-Motion Blending Toleranz
Q - naive Nockentoleranz
G64 - bestmöglicher spe
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, in die Präambel jeder G-Code-Datei eine Pfadsteuerungs-Spezifikation aufzunehmen.
G64 P- <Q-> Mischen mit Toleranz.
G64 - ohne P bedeutet, die bestmögliche Geschwindigkeit zu halten, kein Meter
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, eine Pfadsteuerungsspezifikation in die Präambel jeder G-Code-Datei aufzunehmen.
G64 P-Q- - ist eine Methode zur Feinabstimmung Ihres Systems, um einen optimalen Kompromiss zwischen Geschwindigkeit und Genauigkeit zu erreichen. Die P-Toleranz bedeutet, dass der tatsächliche Pfad nicht mehr als P- vom programmierten Endpunkt entfernt ist. Die Geschwindigkeit wird reduziert, wenn der Pfad beibehalten werden muss. Wenn Sie G64 P-Q- aktivieren, wird der naive Nockendetektor eingeschaltet. Wenn es eine Reihe von linearen XYZ-Vorschubbewegungen mit derselben Vorschubgeschwindigkeit gibt, die nicht kollinear sind als Q, werden sie zu einer einzigen linearen Bewegung zusammengefasst. G2 / G3 bewegt sich in der G17 (XY) -Ebene, wenn die maximale Abweichung eines Bogens von einer Geraden unter der G64 P-Toleranz liegt, wird der Bogen in zwei Linien (vom Anfang des Bogens bis zum Mittelpunkt und vom Mittelpunkt bis zum Mittelpunkt) gebrochen Ende). Diese Zeilen unterliegen dann dem naiven Nockenalgorithmus für Zeilen. Daher profitieren Linien-, Bogen- und Bogenlinienfälle sowie Linienlinien vom naiven Nockendetektor. Dies verbessert die Konturleistung, indem der Pfad vereinfacht wird. Es ist in Ordnung, für den bereits aktiven Modus zu programmieren. Weitere Informationen zu diesen Modi finden Sie im Abschnitt Flugbahnsteuerung. Wenn Q nicht angegeben wird, hat es dasselbe Verhalten wie zuvor und verwendet den Wert von P-.
G64 P- Beispielzeile
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, eine Pfadsteuerungsspezifikation in die Präambel jeder G-Code-Datei aufzunehmen.
P-Motion Blending Toleranz
Q - naive Nockentoleranz
G64 - bestmöglicher spe
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, in die Präambel jeder G-Code-Datei eine Pfadsteuerungs-Spezifikation aufzunehmen.
G64 P- <Q-> Mischen mit Toleranz.
G64 - ohne P bedeutet, die bestmögliche Geschwindigkeit zu halten, kein Meter
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, eine Pfadsteuerungsspezifikation in die Präambel jeder G-Code-Datei aufzunehmen.
G64 P-Q- - ist eine Methode zur Feinabstimmung Ihres Systems, um einen optimalen Kompromiss zwischen Geschwindigkeit und Genauigkeit zu erreichen. Die P-Toleranz bedeutet, dass der tatsächliche Pfad nicht mehr als P- vom programmierten Endpunkt entfernt ist. Die Geschwindigkeit wird reduziert, wenn der Pfad beibehalten werden muss. Wenn Sie G64 P-Q- aktivieren, wird der naive Nockendetektor eingeschaltet. Wenn es eine Reihe von linearen XYZ-Vorschubbewegungen mit derselben Vorschubgeschwindigkeit gibt, die nicht kollinear sind als Q, werden sie zu einer einzigen linearen Bewegung zusammengefasst. G2 / G3 bewegt sich in der G17 (XY) -Ebene, wenn die maximale Abweichung eines Bogens von einer Geraden unter der G64 P-Toleranz liegt, wird der Bogen in zwei Linien (vom Anfang des Bogens bis zum Mittelpunkt und vom Mittelpunkt bis zum Mittelpunkt) gebrochen Ende). Diese Zeilen unterliegen dann dem naiven Nockenalgorithmus für Zeilen. Daher profitieren Linien-, Bogen- und Bogenlinienfälle sowie Linienlinien vom naiven Nockendetektor. Dies verbessert die Konturleistung, indem der Pfad vereinfacht wird. Es ist in Ordnung, für den bereits aktiven Modus zu programmieren. Weitere Informationen zu diesen Modi finden Sie im Abschnitt Flugbahnsteuerung. Wenn Q nicht angegeben wird, hat es dasselbe Verhalten wie zuvor und verwendet den Wert von P-.
G64 P- Beispielzeile
G64 P0.015 (Pfad wird so eingestellt, dass er innerhalb von 0,015 des tatsächlichen Pfads liegt)
Es ist eine gute Idee, eine Pfadsteuerungsspezifikation in die Präambel jeder G-Code-Datei aufzunehmen.
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.130 seconds