Encoder an Mesa-Karte 7i95
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21699
- Thank you received: 7416
09 Jun 2023 22:06 #273252
by tommylight
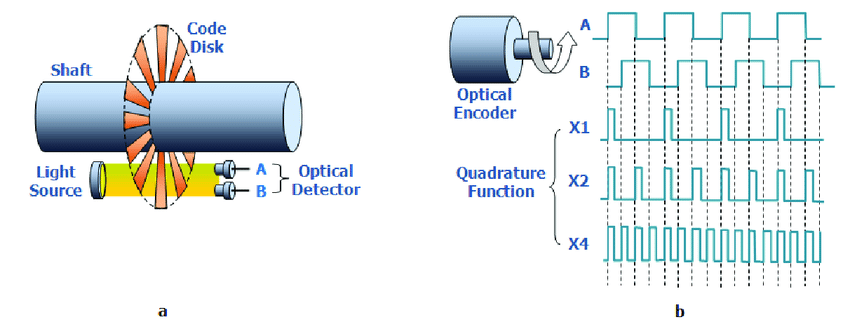
Quadrature encoder heist zwei kanale mit total 4 ecke pro pulse, das kan normaleweise gewecheselt im software auf X1 oder X2 oder X4, aber die X4 gibt es besser precision.
Die bild ist aus
www.researchgate.net/figure/Working-prin...coder_fig1_323860656
Replied by tommylight on topic Encoder an Mesa-Karte 7i95
Quadrature encoder heist zwei kanale mit total 4 ecke pro pulse, das kan normaleweise gewecheselt im software auf X1 oder X2 oder X4, aber die X4 gibt es besser precision.
Die bild ist aus
www.researchgate.net/figure/Working-prin...coder_fig1_323860656
Attachments:
Please Log in or Create an account to join the conversation.
- Muecke
-
 Topic Author
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 04:52 #273255
by Muecke
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
Ah ok.
Wo kann ich das in der hal einstellen ?
Ich habe es noch nicht verstanden welchen Wert ich kontrollieren muss wenn ich h step Scala bzw encoder Scala verändere.
Wo kann ich das in der hal einstellen ?
Ich habe es noch nicht verstanden welchen Wert ich kontrollieren muss wenn ich h step Scala bzw encoder Scala verändere.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 05:29 #273256
by Muecke
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
@chris@cnc: Hast du für deinen Screenshot eine andere Version von LinuxCNC oder ein anderes Tool geöffnet als ich?
Du hast Linien zur besseren Orientierung.
Du hast den Reiter Einstellungen.
Du hast Linien zur besseren Orientierung.
Du hast den Reiter Einstellungen.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 05:41 #273257
by Muecke
in der HAL habe ich angegeben:
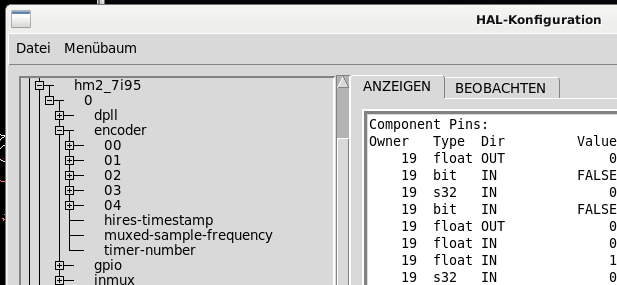
und in LinuxCNC sind die Encoder 00 - 04 zu sehen, somit ist die Basis zum Zählen bei 1.
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
Frage: Ist die Basis zum Zählen 0 oder 1?
Der Mesa 7i95 hat Encoder 0 bis 5.
in der HAL habe ich angegeben:
loadrt hm2_eth board_ip="192.168.1.121" config="num_encoders=5 num_pwmgens=0 num_stepgens=5 sserial_port_0=0xxxxx"
Attachments:
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 06:06 #273258
by Muecke
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
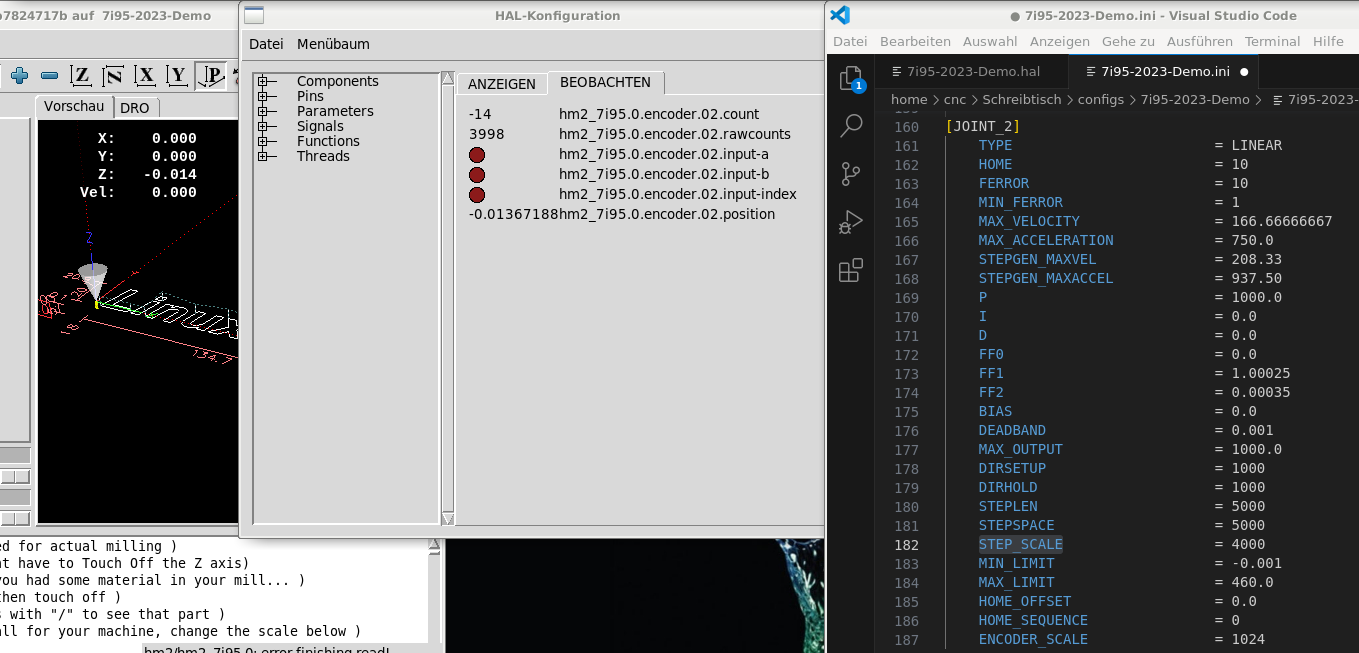
Skalierung Encoder:
ENCODER_SCALE = [Encoder Impulse pro 1 mm]
Kontrolle: hm2_7i95.0.encoder.02.count [Angabe in mm]
Wert: hm2_7i95.0.encoder.02.rawcounts [gibt immer die echten gezählten Flanken des Encoders an unabhängig der Skalierung]
Skalierung Motor:
STEP_SCALE = [Motor Impulse pro 1 mm]
Kontrolle: muss an der Lineareinheit nachgemessen werden mit geeignetem Messmitteln in LinuxCNC selbst nicht ersichtlich.
Habe ich das so richtig verstanden?
ENCODER_SCALE = [Encoder Impulse pro 1 mm]
Kontrolle: hm2_7i95.0.encoder.02.count [Angabe in mm]
Wert: hm2_7i95.0.encoder.02.rawcounts [gibt immer die echten gezählten Flanken des Encoders an unabhängig der Skalierung]
Skalierung Motor:
STEP_SCALE = [Motor Impulse pro 1 mm]
Kontrolle: muss an der Lineareinheit nachgemessen werden mit geeignetem Messmitteln in LinuxCNC selbst nicht ersichtlich.
Habe ich das so richtig verstanden?
Attachments:
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
10 Jun 2023 08:49 - 10 Jun 2023 09:23 #273260
by chris@cnc
Die Frage nach der Basis zum zählen habe ich noch nicht ganz Verstanden. Aber ich rate mal.
1. Ja, Null ist auch eine Zahl -> 00 => 1. Encoder ; 04 => 5. Encoder. Und die 7i95 hat 6 Encoder Eingänge somit kannst du max "config="num_encoders=6" einstellen
2. Encoder scale: Messe was der Encoder jetzt tatsächlich pro Umdrehung anzeigt und dann durch deine Steigung teilen.
Vergleichen kannst du es mit dem stepgen.**.position-fb und encoder.**.position PIN. Ist alles gut eingestellt laufen Stepgenerator und Encoder parallel
3. Bonusoption mit dem Z Phasen signal. Stelle das homing auf Sensor und Indexsignal ein. So wir erst der Sensor angefahren und danach das Index Signal eingelesen. Diese Art des homings ist sehr genau. Der Sensor hat unter umständen 1-2 zentel Abweichung
linuxcnc.org/docs/stable/html/config/ini....html#_configuration
Replied by chris@cnc on topic Encoder an Mesa-Karte 7i95
Ja ich benutze schon die Version 2.9.@chris@cnc: Hast du für deinen Screenshot eine andere Version von LinuxCNC oder ein anderes Tool geöffnet als ich?
Du hast Linien zur besseren Orientierung.
Du hast den Reiter Einstellungen.
Die Frage nach der Basis zum zählen habe ich noch nicht ganz Verstanden. Aber ich rate mal.
1. Ja, Null ist auch eine Zahl -> 00 => 1. Encoder ; 04 => 5. Encoder. Und die 7i95 hat 6 Encoder Eingänge somit kannst du max "config="num_encoders=6" einstellen
2. Encoder scale: Messe was der Encoder jetzt tatsächlich pro Umdrehung anzeigt und dann durch deine Steigung teilen.
Vergleichen kannst du es mit dem stepgen.**.position-fb und encoder.**.position PIN. Ist alles gut eingestellt laufen Stepgenerator und Encoder parallel
3. Bonusoption mit dem Z Phasen signal. Stelle das homing auf Sensor und Indexsignal ein. So wir erst der Sensor angefahren und danach das Index Signal eingelesen. Diese Art des homings ist sehr genau. Der Sensor hat unter umständen 1-2 zentel Abweichung
linuxcnc.org/docs/stable/html/config/ini....html#_configuration
Last edit: 10 Jun 2023 09:23 by chris@cnc.
The following user(s) said Thank You: Muecke
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 16:04 #273272
by Muecke
Öm, ja noch nicht so richtig verstanden, habe eine Ahnung in welche Richtung es gehen soll, aber damit beschäftige ich mich erst viel später, die Skalierung macht mir noch zu schaffen, dann muss ich noch zwei Linitschalter und den HOME-Schalter mit einbauen, dann mache ich mir darüber Gedanken")
ich hoffe ich finde es dann wieder.
Irgendwie habe ich gerade so viel im Kopf und bringe wohl alles durcheinander.
Encoder jetzt tatsächlich pro Umdrehung anzeigt
Dies lasse ich mir anzeigen über den Wert.
Menübaum: Pins => hm2_7i95 => 0 => Encoder => 02 => rawcounts
Info: linuxcnc.org/docs/html/man/man9/encoder.9.html
unbeeinflusst von Reset, bedeutet auch von der Scala des Encoders
Ich muss das Stück für Stück auchbaeun und die Werte richtig verstehen. das das was wird.
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
Ja das hast du richtig verstanden, danke. da bin ich mir nicht sicher gewesen.Die Frage nach der Basis zum zählen habe ich noch nicht ganz Verstanden. Aber ich rate mal.
1. Ja, Null ist auch eine Zahl -> 00 => 1. Encoder ; 04 => 5. Encoder. Und die 7i95 hat 6 Encoder Eingänge somit kannst du max "config="num_encoders=6" einstellen
[/quote]3. Bonusoption mit dem Z Phasen signal. Stelle das homing auf Sensor und Indexsignal ein. So wir erst der Sensor angefahren und danach das Index Signal eingelesen. Diese Art des homings ist sehr genau. Der Sensor hat unter umständen 1-2 zentel Abweichung
linuxcnc.org/docs/stable/html/config/ini....html#_configuration
Öm, ja noch nicht so richtig verstanden, habe eine Ahnung in welche Richtung es gehen soll, aber damit beschäftige ich mich erst viel später, die Skalierung macht mir noch zu schaffen, dann muss ich noch zwei Linitschalter und den HOME-Schalter mit einbauen, dann mache ich mir darüber Gedanken
ich hoffe ich finde es dann wieder
.Dass man in der HAL-Konfiguration nicht suchen kann ;-(2. Encoder scale: Messe was der Encoder jetzt tatsächlich pro Umdrehung anzeigt und dann durch deine Steigung teilen.
Vergleichen kannst du es mit dem stepgen.**.position-fb und encoder.**.position PIN. Ist alles gut eingestellt laufen Stepgenerator und Encoder parallel
Irgendwie habe ich gerade so viel im Kopf und bringe wohl alles durcheinander.
Encoder jetzt tatsächlich pro Umdrehung anzeigt
Dies lasse ich mir anzeigen über den Wert.
Menübaum: Pins => hm2_7i95 => 0 => Encoder => 02 => rawcounts
Info: linuxcnc.org/docs/html/man/man9/encoder.9.html
unbeeinflusst von Reset, bedeutet auch von der Scala des Encoders
Ich muss das Stück für Stück auchbaeun und die Werte richtig verstehen. das das was wird.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 20:24 #273287
by Muecke
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
Ich habe den Encoder jetzt erst einmal nach hinten geschoben.
Weil ich meine INI & HAL so zerschossen habe, dass ich nichts mehr verstehe.
Habe jetzt nochmal meine Basisdatei editiert.
1) Kühlmittelzufuhr, Spindel, Werkzeugwechsel löschen, da dies im System nicht vorhanden ist.
2) E-Stop auf Pin 14 eingebaut
3) HAL & INI formatiert
Nun möchte ich meinen Schrittmotor der Achse X [Joint 0] so einstellen, dass er bei einer Umdrehung 4 mm zurücklegt.
Aber ich bekomme immer Fehler und ich verstehe nicht warum.
1) Positionsfehler
wenn ich den Motor laufen lasse
2) hm2/hm2_7i95.0:stepgen.00.maxvel ist too big for current step timings & position-scale, clipping to max possible
Ich verstehe nicht warum und habe das Gefühl, dass sich der Motor extrem schnell oder langsam dreht.
Was möchte ich einstellen
Maximale Geschwindigkeit: 3.000mm/min (50mm/s)
Länge der Achse: 400mm
Schrittmotor Vollschritte: 200 (1,8°)
Schrittmotor-Treiber: Mikroschritt 1/64
Spindelsteigung: 4mm
Ich werde noch verrückt, wenn ich das hinbekomme, dann widme ich mich wieder dem Encoder, Homing und Limit schalter (Positiv und Negativ)
Im anhang habe ich meine Aktuelle HAL & INI beigelegt.
Weil ich meine INI & HAL so zerschossen habe, dass ich nichts mehr verstehe.
Habe jetzt nochmal meine Basisdatei editiert.
1) Kühlmittelzufuhr, Spindel, Werkzeugwechsel löschen, da dies im System nicht vorhanden ist.
2) E-Stop auf Pin 14 eingebaut
3) HAL & INI formatiert
Nun möchte ich meinen Schrittmotor der Achse X [Joint 0] so einstellen, dass er bei einer Umdrehung 4 mm zurücklegt.
Aber ich bekomme immer Fehler und ich verstehe nicht warum.
1) Positionsfehler
wenn ich den Motor laufen lasse
2) hm2/hm2_7i95.0:stepgen.00.maxvel ist too big for current step timings & position-scale, clipping to max possible
Ich verstehe nicht warum und habe das Gefühl, dass sich der Motor extrem schnell oder langsam dreht.
Was möchte ich einstellen
Maximale Geschwindigkeit: 3.000mm/min (50mm/s)
Länge der Achse: 400mm
Schrittmotor Vollschritte: 200 (1,8°)
Schrittmotor-Treiber: Mikroschritt 1/64
Spindelsteigung: 4mm
Ich werde noch verrückt, wenn ich das hinbekomme, dann widme ich mich wieder dem Encoder, Homing und Limit schalter (Positiv und Negativ)
Im anhang habe ich meine Aktuelle HAL & INI beigelegt.
Attachments:
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-
Less
More
- Posts: 529
- Thank you received: 140
10 Jun 2023 21:25 - 10 Jun 2023 21:27 #273294
by chris@cnc
Replied by chris@cnc on topic Encoder an Mesa-Karte 7i95
Deine Beschleunigung / Geschwindigkeit und dein Stepscale passen nicht zusammen. 3200 ist sehr viel. Mein Bauch sagt mir da ist min eine Null Zuviel.
Last edit: 10 Jun 2023 21:27 by chris@cnc.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
10 Jun 2023 21:40 #273295
by Muecke

Beschleunigung => MAX_ACCELERATION [mm/s]
Geschwindigkeit => MAX_VELOCITY [Einheit?]
Stepscale => STEP_SCALE [Schritte für 1mm]
Eine Motorumdrehung bei voller Schrittweite = 200 Schritte
Eine Motorumdrehung mit 1/64 = 200*64 = 12.800 Schritte
Eine Spindelumdrehung = 4mm
Motorumdrehung für 1 mm = (Eine Motorumdrehung bei 1/64) / (Eine Spindelumdrehung)
Motorumdrehung für 1 mm = 12.800 Schritte / 4 mm
Motorumdrehung für 1 mm = 3.200 Schritte / mm
Oder habe ich etwas falsch verstanden?
Replied by Muecke on topic Encoder an Mesa-Karte 7i95
Genau diesen Zusammenhang habe ich noch nicht ganz verstandenDeine Beschleunigung / Geschwindigkeit und dein Stepscale passen nicht zusammen. 3200 ist sehr viel. Mein Bauch sagt mir da ist min eine Null Zuviel.
Beschleunigung => MAX_ACCELERATION [mm/s]
Geschwindigkeit => MAX_VELOCITY [Einheit?]
Stepscale => STEP_SCALE [Schritte für 1mm]
Eine Motorumdrehung bei voller Schrittweite = 200 Schritte
Eine Motorumdrehung mit 1/64 = 200*64 = 12.800 Schritte
Eine Spindelumdrehung = 4mm
Motorumdrehung für 1 mm = (Eine Motorumdrehung bei 1/64) / (Eine Spindelumdrehung)
Motorumdrehung für 1 mm = 12.800 Schritte / 4 mm
Motorumdrehung für 1 mm = 3.200 Schritte / mm
Oder habe ich etwas falsch verstanden?
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.753 seconds