Search Results (Searched for: 7i76e)

31 Oct 2023 17:26
Replied by gardenweazel on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions

31 Oct 2023 16:30
Replied by PCW on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 15:28 - 31 Oct 2023 15:30
Replied by gardenweazel on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 15:16
Replied by PCW on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 14:28 - 31 Oct 2023 14:38
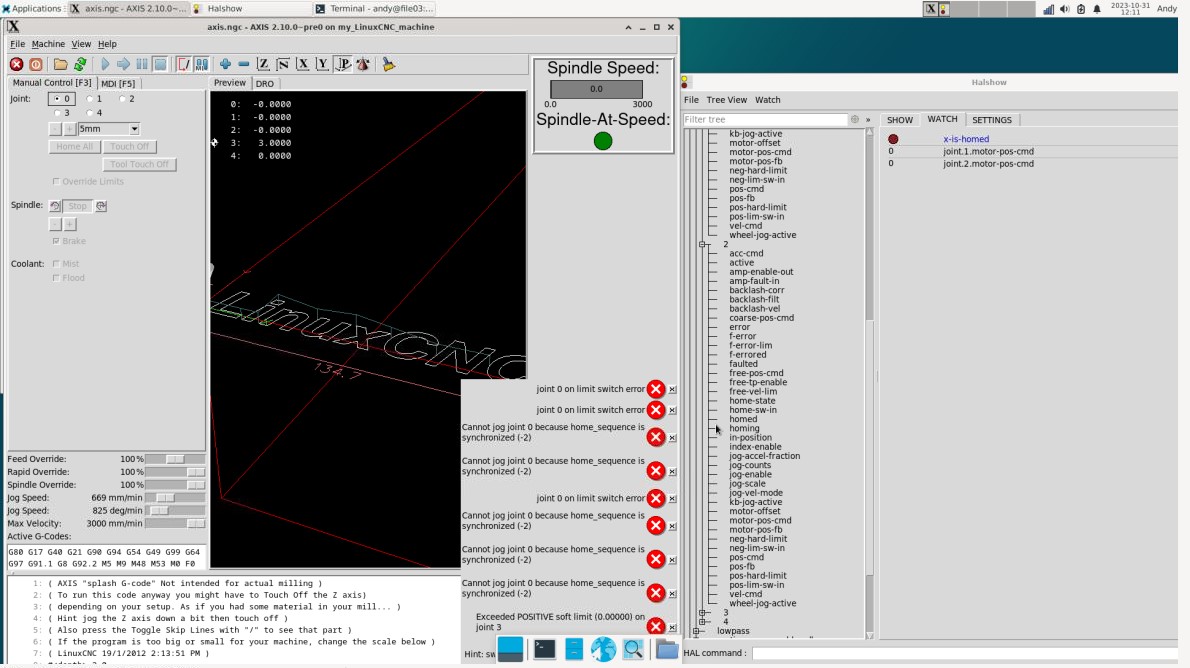
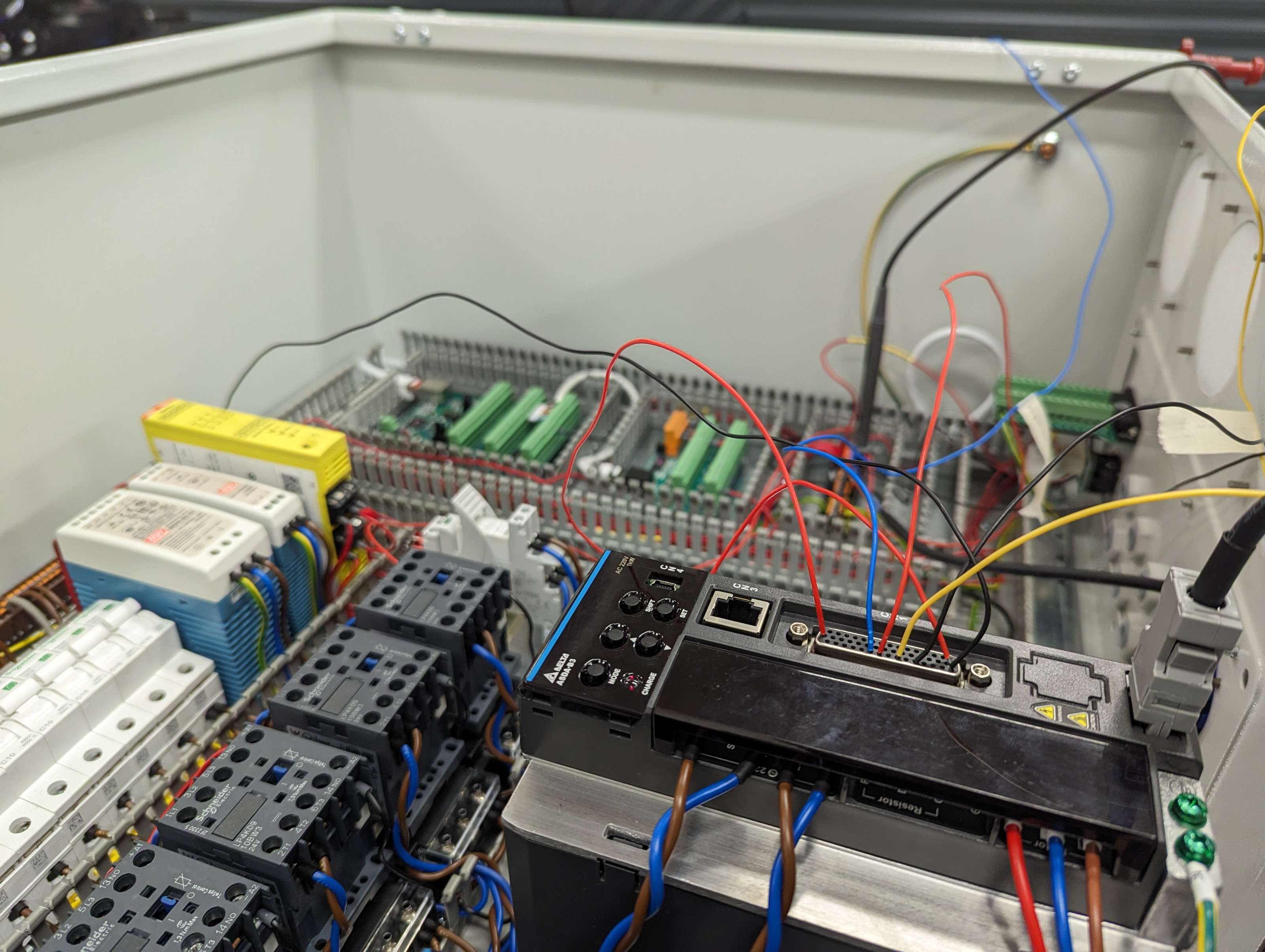
Tandem Y Axis not working on 7i76E was created by gardenweazel
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 13:37
Replied by jogger on topic PID for spindle with 7i76e A/B encoder AND index (Z)
PID for spindle with 7i76e A/B encoder AND index (Z)
Category: Advanced Configuration
")
30 Oct 2023 14:07 - 30 Oct 2023 14:08
Replied by PCW on topic PID for spindle with 7i76e A/B encoder AND index (Z)
PID for spindle with 7i76e A/B encoder AND index (Z)
Category: Advanced Configuration
30 Oct 2023 10:48

29 Oct 2023 20:01
Replied by MaHa on topic Handrad XHC richtig einbinden in LinuxCNC
Handrad XHC richtig einbinden in LinuxCNC
Category: Deutsch
29 Oct 2023 15:22
Handrad XHC richtig einbinden in LinuxCNC was created by tracer
Handrad XHC richtig einbinden in LinuxCNC
Category: Deutsch
28 Oct 2023 10:06

28 Oct 2023 09:10
28 Oct 2023 09:02
28 Oct 2023 08:47
25 Oct 2023 09:16
Time to create page: 0.922 seconds