Search Results (Searched for: )
- D Jensen
- D Jensen
17 Mar 2025 06:30
Replied by D Jensen on topic Retrofitting a 1986 Maho MH400E
Retrofitting a 1986 Maho MH400E
Category: Milling Machines
- papagno-source
- papagno-source
17 Mar 2025 06:29
Replied by papagno-source on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- chris mcm
- chris mcm
17 Mar 2025 04:33
Replied by chris mcm on topic Retrofitting a 1986 Maho MH400E
Retrofitting a 1986 Maho MH400E
Category: Milling Machines
- unknown
- unknown
17 Mar 2025 03:29
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- U2fletch
- U2fletch
17 Mar 2025 01:54
Replied by U2fletch on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- webbyguy
- webbyguy
17 Mar 2025 01:48
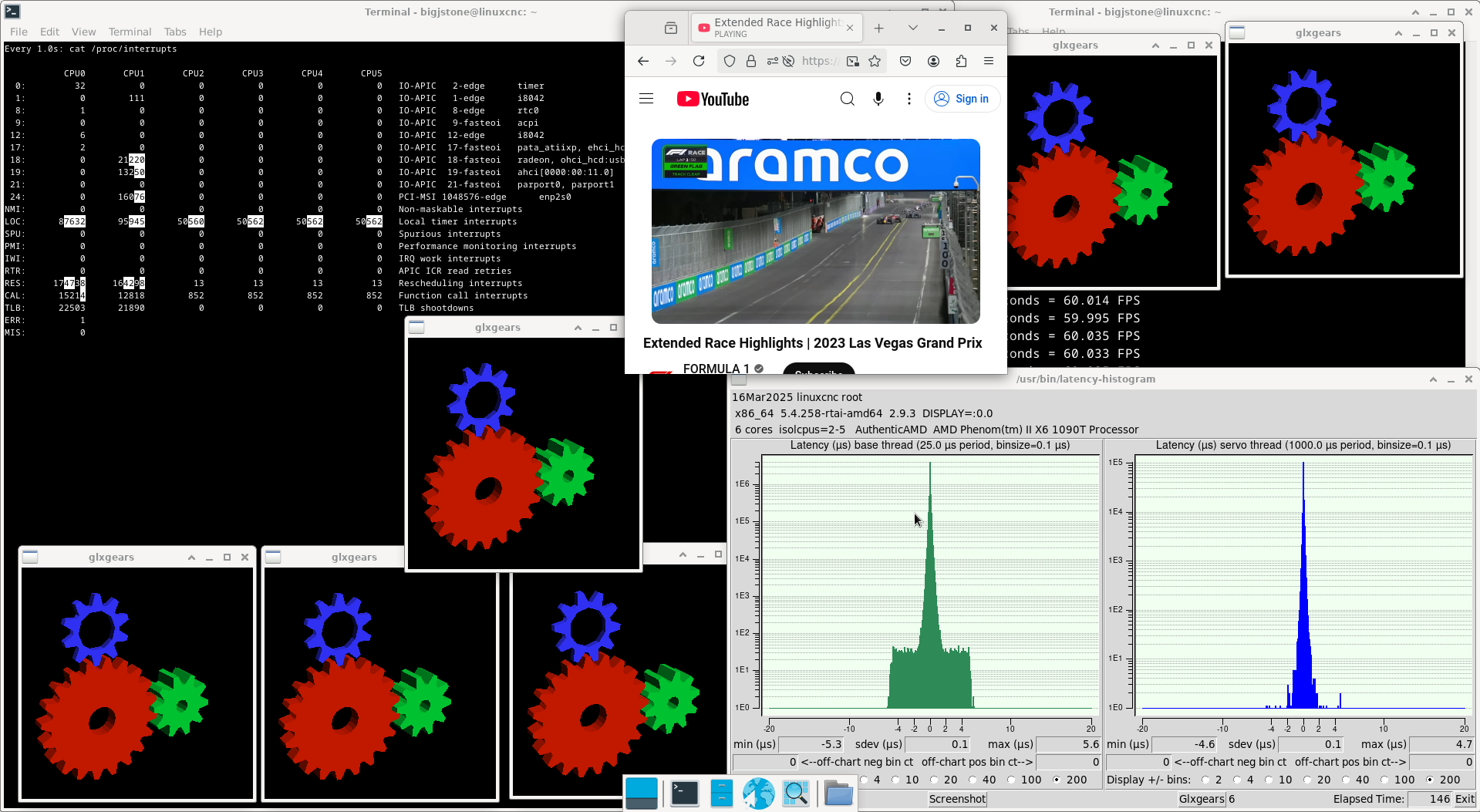
Replied by webbyguy on topic Can't eek out that last bit of jitter
Can't eek out that last bit of jitter
Category: General LinuxCNC Questions
- webbyguy
- webbyguy
17 Mar 2025 01:45
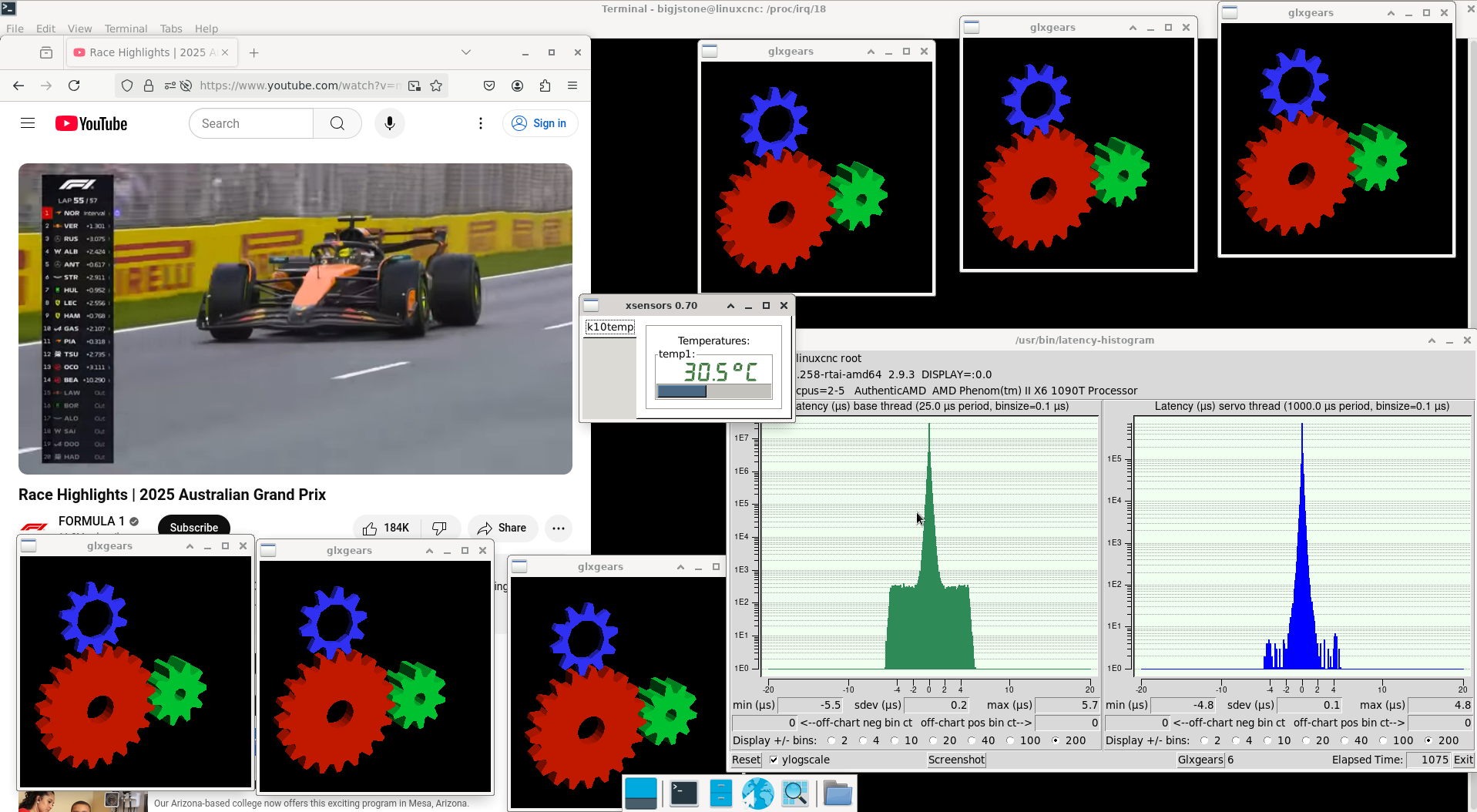
Replied by webbyguy on topic Can't eek out that last bit of jitter
Can't eek out that last bit of jitter
Category: General LinuxCNC Questions
- webbyguy
- webbyguy
17 Mar 2025 01:22
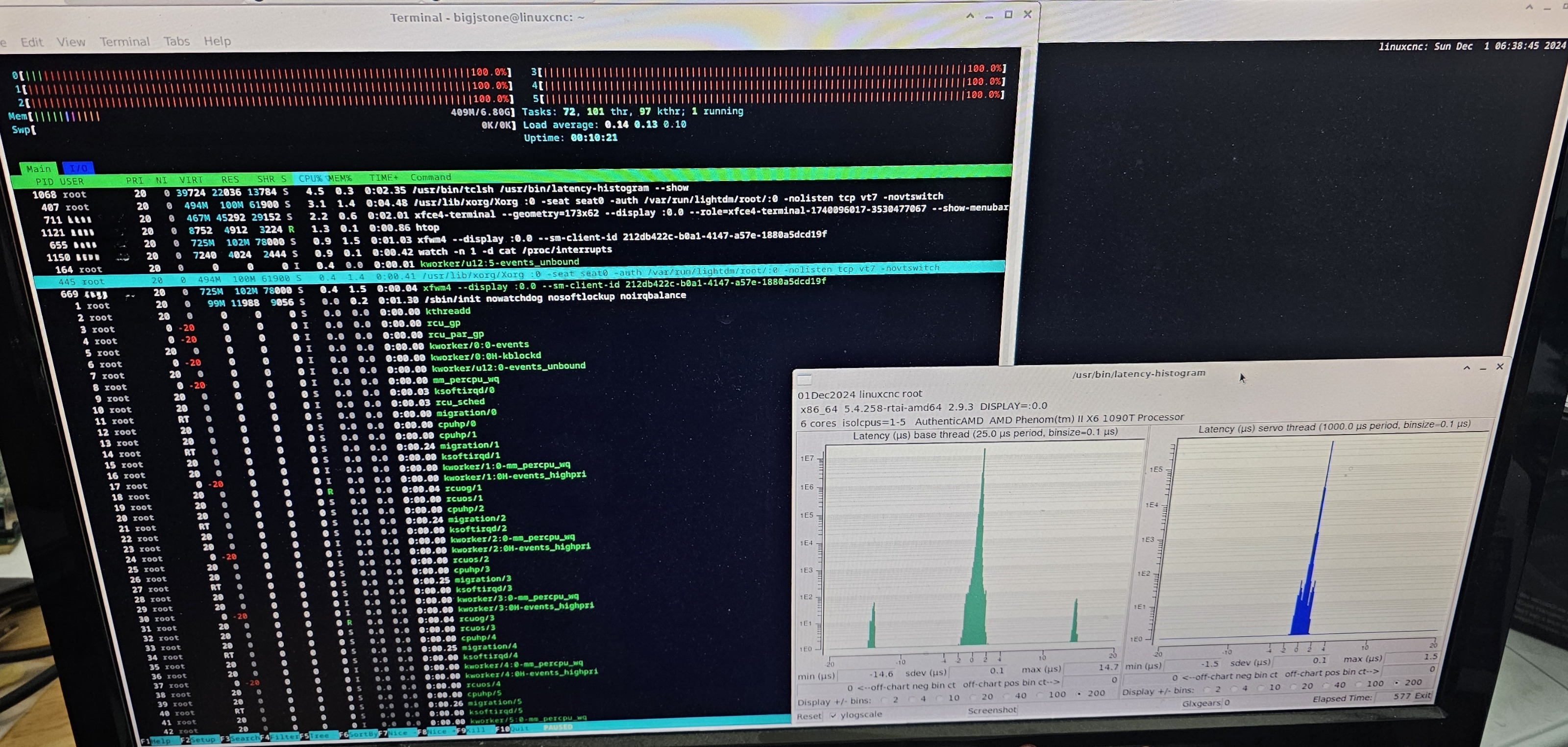
Replied by webbyguy on topic Can't eek out that last bit of jitter
Can't eek out that last bit of jitter
Category: General LinuxCNC Questions
- PCW

17 Mar 2025 00:46
Replied by PCW on topic Mesa 7i95t rs485 spindle
Mesa 7i95t rs485 spindle
Category: Basic Configuration
- royka
- royka
17 Mar 2025 00:20 - 17 Mar 2025 00:25
Replied by royka on topic Can't eek out that last bit of jitter
Can't eek out that last bit of jitter
Category: General LinuxCNC Questions
- spumco
- spumco
16 Mar 2025 23:54
Replied by spumco on topic caxis.comp with stepper motor / gear connection to spindle
caxis.comp with stepper motor / gear connection to spindle
Category: HAL
- Sternfox
- Sternfox
16 Mar 2025 23:51
Mesa 7i95t rs485 spindle was created by Sternfox
Mesa 7i95t rs485 spindle
Category: Basic Configuration
- PCW
16 Mar 2025 23:44 - 17 Mar 2025 00:32
Replied by PCW on topic Mesa modbus and pktUart
Mesa modbus and pktUart
Category: Other User Interfaces
- vre
- vre
16 Mar 2025 23:30
Replied by vre on topic Mesa modbus and pktUart
Mesa modbus and pktUart
Category: Other User Interfaces
- webbyguy
- webbyguy
16 Mar 2025 23:15 - 16 Mar 2025 23:20
Replied by webbyguy on topic Can't eek out that last bit of jitter
Can't eek out that last bit of jitter
Category: General LinuxCNC Questions
Time to create page: 0.445 seconds