scurve trajectory planner
- Grotius
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 2419
- Thank you received: 2348
15 Mar 2025 21:25 #324028
by Grotius
Replied by Grotius on topic scurve trajectory planner
Hi,
I wonder if you accidentally changed it somehow globally.
I am quite sure i didn't changed code to the interpreter itself. What i use is a recent lcnc clone.
Then the current G64 Q[x] interpreter behaviour is not ok. It's also showing the same at mr. Hmnijp pictures at page 3.
Maybe a dev can take a look if they have time.
Yes better not blend G0's.
I wonder if you accidentally changed it somehow globally.
I am quite sure i didn't changed code to the interpreter itself. What i use is a recent lcnc clone.
Then the current G64 Q[x] interpreter behaviour is not ok. It's also showing the same at mr. Hmnijp pictures at page 3.
Maybe a dev can take a look if they have time.
Yes better not blend G0's.
Please Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-

Less
More
- Posts: 170
- Thank you received: 13
16 Mar 2025 09:49 #324043
by papagno-source
Replied by papagno-source on topic scurve trajectory planner
HI at all.
I have test installation on Debian 10 :
git clone --recurse-submodules codeberg.org/skynet/linuxcnc_scurve_compact lcnc
cd lcnc/cmake
./installer
It not istalled with success, some error in terminal :
Compiling libnml/posemath/posemath.cc
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
make: *** [Makefile:287: objects/libnml/inifile/inifile.o] Error 1
make: *** Attesa per i processi non terminati....
make: *** [Makefile:287: objects/libnml/inifile/inivar.o] Error 1
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
and:
/usr/include/ceres/jet.h:165:10: fatal error: Eigen/Core: File o directory non esistente
#include "Eigen/Core"
^~~~~~~~~~~~
eccc..
I have test installation on Debian 10 :
git clone --recurse-submodules codeberg.org/skynet/linuxcnc_scurve_compact lcnc
cd lcnc/cmake
./installer
It not istalled with success, some error in terminal :
Compiling libnml/posemath/posemath.cc
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
make: *** [Makefile:287: objects/libnml/inifile/inifile.o] Error 1
make: *** Attesa per i processi non terminati....
make: *** [Makefile:287: objects/libnml/inifile/inivar.o] Error 1
c++: error: unrecognized command line option ‘-std=gnu++20’; did you mean ‘-std=gnu++2a’?
and:
/usr/include/ceres/jet.h:165:10: fatal error: Eigen/Core: File o directory non esistente
#include "Eigen/Core"
^~~~~~~~~~~~
eccc..
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4725
- Thank you received: 2117
16 Mar 2025 10:50 - 16 Mar 2025 10:52 #324044
by Aciera
Master branch no longer supports debian 10. You will need to try this on debian bookworm or maybe manually change the makefile entries to 'std=gnu++2a'
Replied by Aciera on topic scurve trajectory planner
I have test installation on Debian 10 :
Master branch no longer supports debian 10. You will need to try this on debian bookworm or maybe manually change the makefile entries to 'std=gnu++2a'
Last edit: 16 Mar 2025 10:52 by Aciera.
Please Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-
Less
More
- Posts: 170
- Thank you received: 13
16 Mar 2025 14:12 - 16 Mar 2025 14:28 #324052
by papagno-source
Replied by papagno-source on topic scurve trajectory planner
Hi . i have delete std=gnu++2a'.
but have again anothers error.
too bad it would have been nice to be able to use scurve on debian 10 installations
but have again anothers error.
too bad it would have been nice to be able to use scurve on debian 10 installations
Last edit: 16 Mar 2025 14:28 by papagno-source.
Please Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-
Less
More
- Posts: 170
- Thank you received: 13
16 Mar 2025 17:32 - 16 Mar 2025 17:41 #324063
by papagno-source
Replied by papagno-source on topic scurve trajectory planner error on debian bookworm
Hi i have install Debian 12 uspace , with linuxcnc 2.9.4 , image the linuxcnc.org.
I have executed :
git clone --recurse-submodules codeberg.org/skynet/linuxcnc_scurve_compact lcnc
cd lcnc/cmake
./installer
have error in terminal:
/usr/include/ceres/internal/fixed_array.h:33:10: fatal error: Eigen/Core: No such file or directory
33 | #include <Eigen/Core> // For Eigen::aligned_allocator
and
/usr/include/ceres/internal/fixed_array.h:33:10: fatal error: Eigen/Core: No such file or directory
33 | #include <Eigen/Core> // For Eigen::aligned_allocator
| ^~~~~~~~~~~~
If add in tray the file ini :
TPMOD = tpmod_scurve
and start sim/axis_9axis_mm.ini have error :
LINUXCNC - 2.10.0~pre0
Machine configuration directory is '/home/fast/lcnc/configs/sim/axis'
Machine configuration file is 'axis_9axis_mm.ini'
Starting LinuxCNC...
linuxcncsvr (23070) emcsvr: machine 'LinuxCNC-sim-9axis' version '1.1'
linuxcnc TPMOD=tpmod_scurve HOMEMOD=homemod EMCMOT=motmod unlock_joints_mask=0x10
Note: Using POSIX realtime
tpmod_scurve: dlopen: /home/fast/lcnc/rtlib/tpmod_scurve.so: cannot open shared object file: No such file or directory
<commandline>:0: waitpid failed /home/fast/lcnc/bin/rtapi_app tpmod_scurve
<commandline>:0: /home/fast/lcnc/bin/rtapi_app exited without becoming ready
<commandline>:0: insmod for tpmod_scurve failed, returned -1
Note: Using POSIX realtime
milltask (23085) task: machine 'LinuxCNC-sim-9axis' version '1.1'
halui (23087) halui: machine 'LinuxCNC-sim-9axis' version '1.1'
Found file(LIB): /home/fast/lcnc/lib/hallib/basic_sim.tcl
setup_kins: cmd=loadrt trivkins
motmod: dlopen: /home/fast/lcnc/rtlib/motmod.so: undefined symbol: tpRunCycle
core_sim:unhandled emcmot<{motmod unlock_joints_mask=0x10}>
modname=motmod
modparm=unlock_joints_mask=0x10
msg=waitpid failed /home/fast/lcnc/bin/rtapi_app motmod
/home/fast/lcnc/bin/rtapi_app exited without becoming ready
insmod for motmod failed, returned -1
Shutting down and cleaning up LinuxCNC...
USRMOT: ERROR: command 30 timeout
emcMotionInit: emcTrajInit failed
Note: Using POSIX realtime
I have executed :
git clone --recurse-submodules codeberg.org/skynet/linuxcnc_scurve_compact lcnc
cd lcnc/cmake
./installer
have error in terminal:
/usr/include/ceres/internal/fixed_array.h:33:10: fatal error: Eigen/Core: No such file or directory
33 | #include <Eigen/Core> // For Eigen::aligned_allocator
and
/usr/include/ceres/internal/fixed_array.h:33:10: fatal error: Eigen/Core: No such file or directory
33 | #include <Eigen/Core> // For Eigen::aligned_allocator
| ^~~~~~~~~~~~
If add in tray the file ini :
TPMOD = tpmod_scurve
and start sim/axis_9axis_mm.ini have error :
LINUXCNC - 2.10.0~pre0
Machine configuration directory is '/home/fast/lcnc/configs/sim/axis'
Machine configuration file is 'axis_9axis_mm.ini'
Starting LinuxCNC...
linuxcncsvr (23070) emcsvr: machine 'LinuxCNC-sim-9axis' version '1.1'
linuxcnc TPMOD=tpmod_scurve HOMEMOD=homemod EMCMOT=motmod unlock_joints_mask=0x10
Note: Using POSIX realtime
tpmod_scurve: dlopen: /home/fast/lcnc/rtlib/tpmod_scurve.so: cannot open shared object file: No such file or directory
<commandline>:0: waitpid failed /home/fast/lcnc/bin/rtapi_app tpmod_scurve
<commandline>:0: /home/fast/lcnc/bin/rtapi_app exited without becoming ready
<commandline>:0: insmod for tpmod_scurve failed, returned -1
Note: Using POSIX realtime
milltask (23085) task: machine 'LinuxCNC-sim-9axis' version '1.1'
halui (23087) halui: machine 'LinuxCNC-sim-9axis' version '1.1'
Found file(LIB): /home/fast/lcnc/lib/hallib/basic_sim.tcl
setup_kins: cmd=loadrt trivkins
motmod: dlopen: /home/fast/lcnc/rtlib/motmod.so: undefined symbol: tpRunCycle
core_sim:unhandled emcmot<{motmod unlock_joints_mask=0x10}>
modname=motmod
modparm=unlock_joints_mask=0x10
msg=waitpid failed /home/fast/lcnc/bin/rtapi_app motmod
/home/fast/lcnc/bin/rtapi_app exited without becoming ready
insmod for motmod failed, returned -1
Shutting down and cleaning up LinuxCNC...
USRMOT: ERROR: command 30 timeout
emcMotionInit: emcTrajInit failed
Note: Using POSIX realtime
Last edit: 16 Mar 2025 17:41 by papagno-source.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4725
- Thank you received: 2117
16 Mar 2025 19:11 #324068
by Aciera
Replied by Aciera on topic scurve trajectory planner error on debian bookworm
try this and recompile
sudo ln -s /usr/include/eigen3/Eigen /usr/include/EigenPlease Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-
Less
More
- Posts: 170
- Thank you received: 13
17 Mar 2025 06:29 #324089
by papagno-source
Replied by papagno-source on topic wait to prediction reading gcode
Hi everyone.
I wanted to ask if a stop function for reading gcode blocks has been provided, via an ISO command.
Several CNCs have a stop for reading prediction.
Siemens uses a command called stopre
Rexroth uses a command called wait
etc..
This is important when performing mathematical calculations in the part program and associating values to variables.
In these cases, the prediction must be stopped, the next gcode must be executed line by line, in order to perform the calculations correctly, and then resume the prediction.
If the prediction is not stopped, the calculations could be wrong, because they are performed before updating other previous calculations.
I wanted to ask if a stop function for reading gcode blocks has been provided, via an ISO command.
Several CNCs have a stop for reading prediction.
Siemens uses a command called stopre
Rexroth uses a command called wait
etc..
This is important when performing mathematical calculations in the part program and associating values to variables.
In these cases, the prediction must be stopped, the next gcode must be executed line by line, in order to perform the calculations correctly, and then resume the prediction.
If the prediction is not stopped, the calculations could be wrong, because they are performed before updating other previous calculations.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4725
- Thank you received: 2117
17 Mar 2025 07:16 - 17 Mar 2025 07:17 #324092
by Aciera
Replied by Aciera on topic wait to prediction reading gcode
sounds like a synch or queuebuster command to stop the interpreter read ahead. As an example M66 will do this
There is a sim config that uses a python remap to create a custom Gcode:
github.com/LinuxCNC/linuxcnc/tree/master...remap/stop-lookahead
M66 E0 L0There is a sim config that uses a python remap to create a custom Gcode:
github.com/LinuxCNC/linuxcnc/tree/master...remap/stop-lookahead
Last edit: 17 Mar 2025 07:17 by Aciera.
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
17 Mar 2025 21:25 #324150
by Grotius
Replied by Grotius on topic linuxcnc scurve motion planner
Hi all,
* Note, the topic name was changed up to 2 times by someone, haha.
Today i added look ahead. This took almost half a day. It's a tiny file, but took a lot off time.
Here is the look_ahead_source_code_file
Now i did a test run tonight using a line fillet algo : file_path_standard_subseg_line_fillet
This is a simple optimizer algo, that is handy for simple runtests.
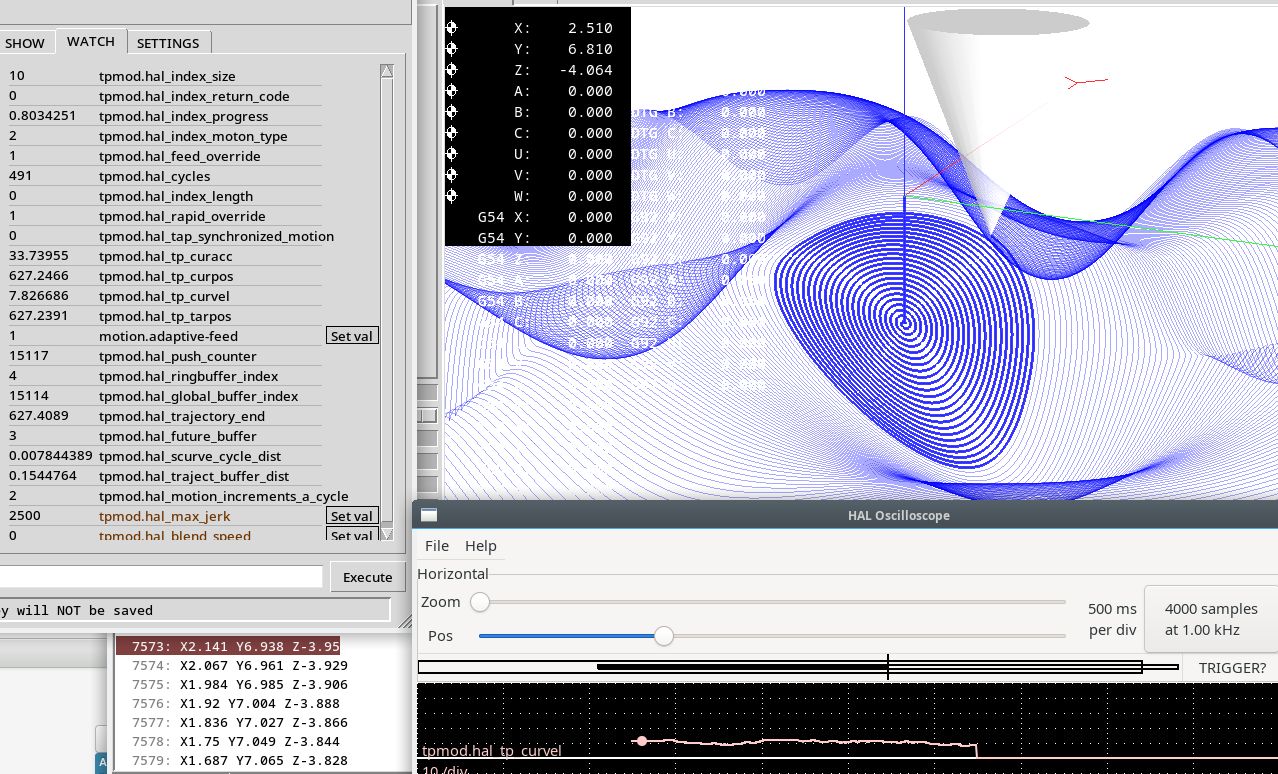
The test is done on the extreme spiral_on_surface file. With tiny segments 0.001mm and deviation P0.0001 Q0.0
Some hal values:
Git sources are updated.
The first donation is recieved. Thanks !
 See the github readme file for more info !
See the github readme file for more info !
* Note, the topic name was changed up to 2 times by someone, haha.
Today i added look ahead. This took almost half a day. It's a tiny file, but took a lot off time.
Here is the look_ahead_source_code_file
Now i did a test run tonight using a line fillet algo : file_path_standard_subseg_line_fillet
This is a simple optimizer algo, that is handy for simple runtests.
The test is done on the extreme spiral_on_surface file. With tiny segments 0.001mm and deviation P0.0001 Q0.0
Some hal values:
- incements_a_cycle = 2 (planner skips extra gcode segment to keep up with scurve new position)
- ring buffer size = 10
- total loaded segments from program start = 15117
- future buffer, items that are ready to perform, including fillet segments = 3
- cycle dist, is the distance in mm for current servo cycle = 0.0078 mm
- hal traject buffer dist, total todo segments length. ( sum off future buffer ) = 0.1544764 mm
Git sources are updated.
The first donation is recieved. Thanks !
Attachments:
The following user(s) said Thank You: akb1212, tommylight, HalaszAttila, pommen, rodw, Aciera, Darium, anton610, Unlogic
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
18 Mar 2025 14:02 #324204
by Grotius
Replied by Grotius on topic linuxcnc scurve motion planner
Hi all,
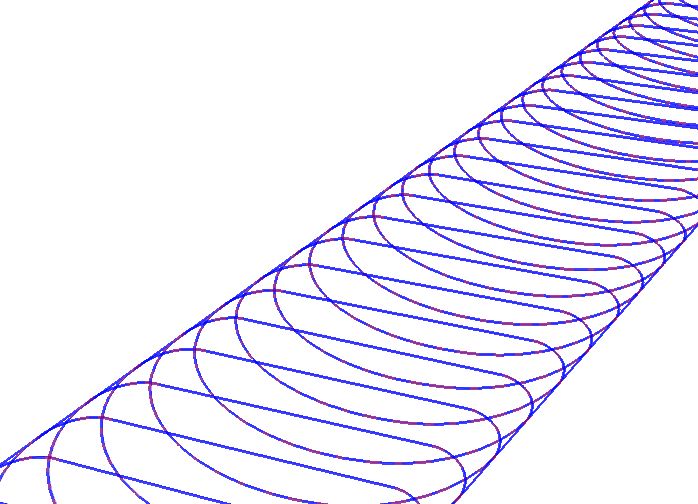
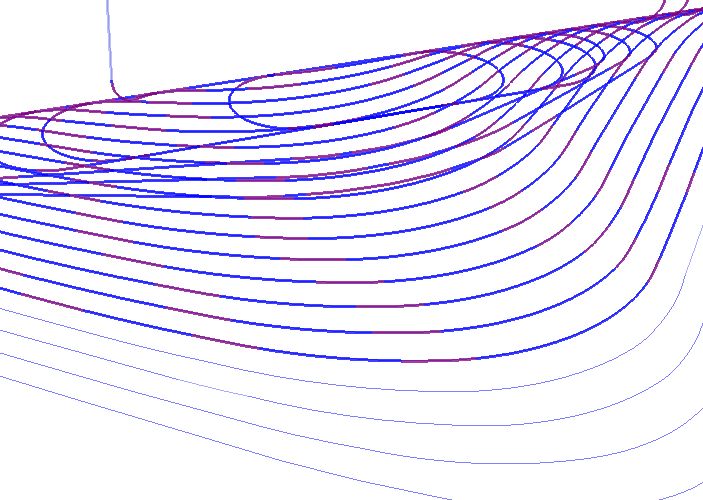
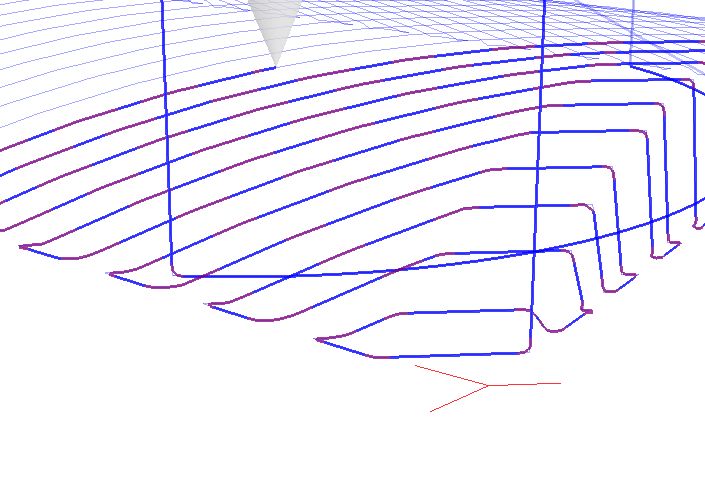
Today i did a test using the clothoid algo.
It turns out, when doing a fast clothoid fit, (using deviation as trim dist) this takes around 0.5ms.
Everything is going well.
When using the excact clothoid fit method, it takes time up to ~200ms when it has difficulties to find a fit.
I will find a solution for this later on.
Most off time the clohtoid fits are ok. I have seen cases where the clothoid fit result looks like overfitting.
This could be investegated later on.
Here some 3d clothoid fit examples. Using look ahead = using endvel.
So far i am happy with the results.
Github is updated.
Today i did a test using the clothoid algo.
It turns out, when doing a fast clothoid fit, (using deviation as trim dist) this takes around 0.5ms.
Everything is going well.
When using the excact clothoid fit method, it takes time up to ~200ms when it has difficulties to find a fit.
I will find a solution for this later on.
Most off time the clohtoid fits are ok. I have seen cases where the clothoid fit result looks like overfitting.
This could be investegated later on.
Here some 3d clothoid fit examples. Using look ahead = using endvel.
So far i am happy with the results.
Github is updated.
Attachments:
The following user(s) said Thank You: akb1212, HalaszAttila, rodw, Aciera, Darium, Unlogic, VRNF
Please Log in or Create an account to join the conversation.
Time to create page: 0.415 seconds