scurve trajectory planner
- Lcvette
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1633
- Thank you received: 763
10 Mar 2025 11:05 #323601
by Lcvette
Replied by Lcvette on topic scurve trajectory planner
that is awesome!!
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
- Grotius
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
10 Mar 2025 12:35 #323603
by Grotius
Replied by Grotius on topic scurve trajectory planner
@Lcevette,
that is awesome!!
We hope so.
I had to add extra logic to the arc-helix.
When the arc-helix is trimmed at the front, i had to update the center point.
As the old center at the front is off plane after trimming.
The result looks ok now. Helixes in plane G18 & G19.
Deviation = 5.
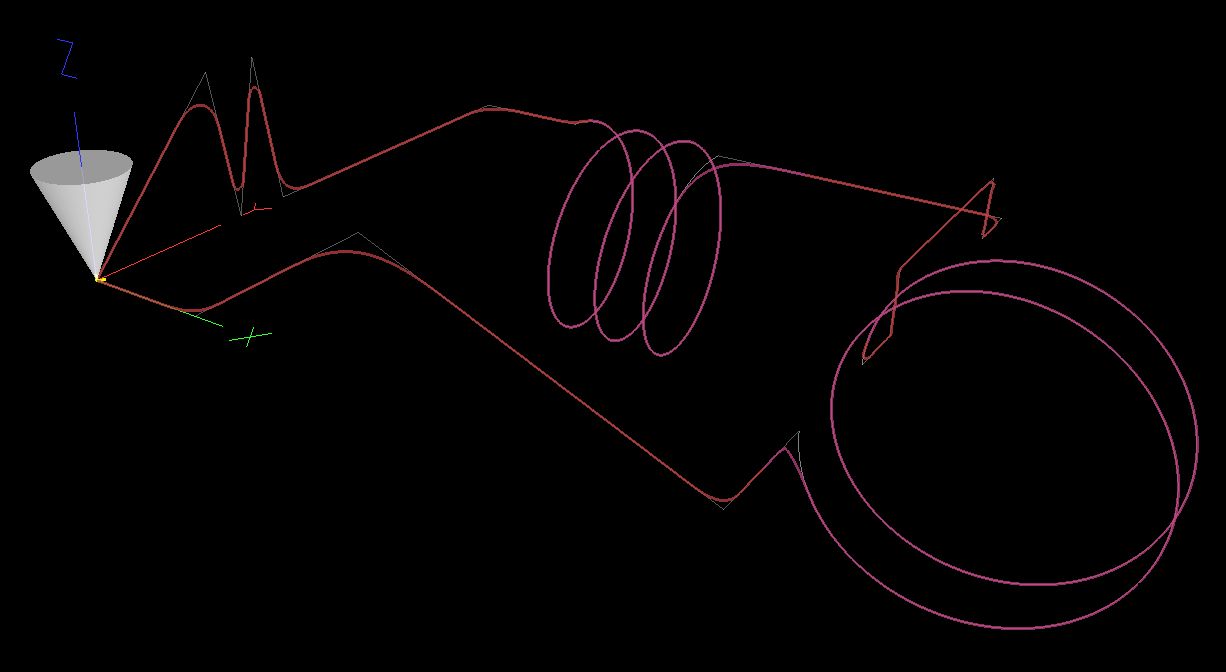
If there are shorter segments, the clothoid fillet previews to be tinyer.
Also working on the look ahead now.
that is awesome!!
We hope so.
I had to add extra logic to the arc-helix.
When the arc-helix is trimmed at the front, i had to update the center point.
As the old center at the front is off plane after trimming.
The result looks ok now. Helixes in plane G18 & G19.
Deviation = 5.
If there are shorter segments, the clothoid fillet previews to be tinyer.
Also working on the look ahead now.
Attachments:
The following user(s) said Thank You: akb1212, tommylight, HalaszAttila, Aciera, tiagounderground, Darium, VRNF, konrad
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
13 Mar 2025 19:03 #323860
by Grotius
Replied by Grotius on topic scurve trajectory planner
Hi all,
Tiny update.
I changed the axis gui colors to show white. This is better readable for web pages and documents.
For the code base :
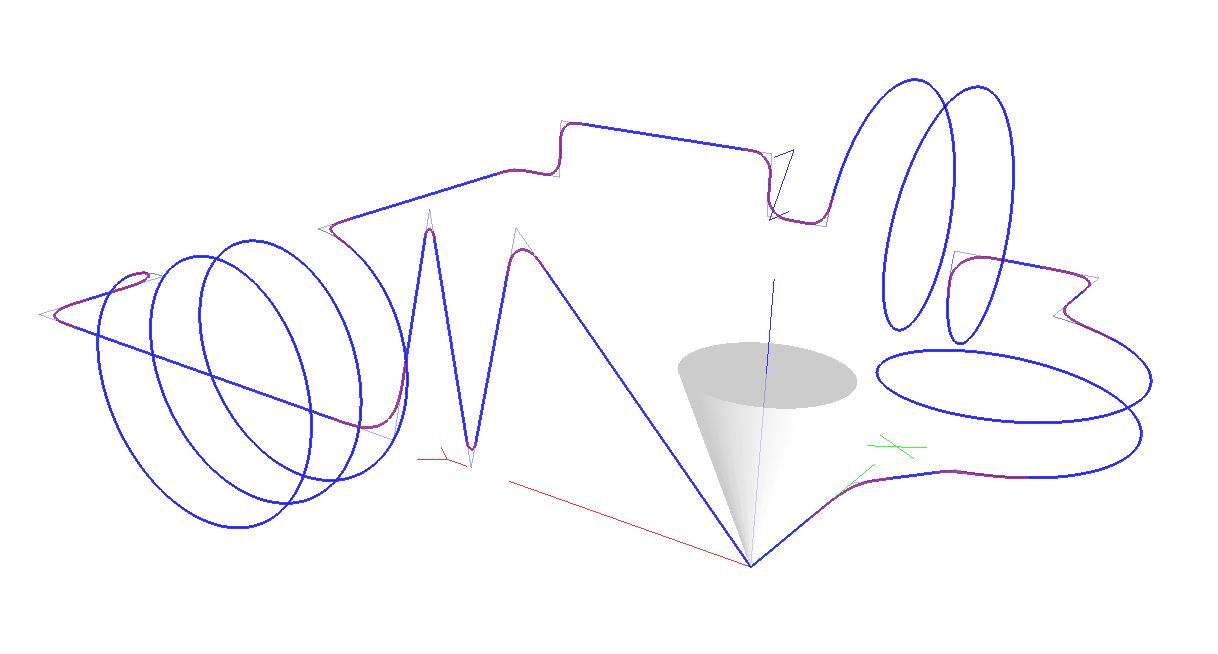
The helix needed another update. When you trim a helix far enough, the helix turns "P" value is changing.
This is now also taken into account.
Had a lot off work to get the ringbuffer to work as should. It took me hours and hours.
But i am confident now.
I made about 3 example optimizers. From very simple to complexer. This to verify the planners behaviour.
Then finally the scurve has no isnan values anymore, this is fixed for ever.
So now straight on to the finish line. LINUX FOREVER.

Tiny update.
I changed the axis gui colors to show white. This is better readable for web pages and documents.
For the code base :
The helix needed another update. When you trim a helix far enough, the helix turns "P" value is changing.
This is now also taken into account.
Had a lot off work to get the ringbuffer to work as should. It took me hours and hours.
But i am confident now.
I made about 3 example optimizers. From very simple to complexer. This to verify the planners behaviour.
Then finally the scurve has no isnan values anymore, this is fixed for ever.
So now straight on to the finish line. LINUX FOREVER.
Attachments:
The following user(s) said Thank You: Todd Zuercher, akb1212, tommylight, Clive S, atrex77, vre, HalaszAttila, pommen, grijalvap, medicusdkfz and 9 other people also said thanks.
Please Log in or Create an account to join the conversation.
- medicusdkfz
-

- Offline
- Junior Member
-

Less
More
- Posts: 21
- Thank you received: 11
14 Mar 2025 05:58 - 15 Mar 2025 10:49 #323888
by medicusdkfz
Replied by medicusdkfz on topic scurve trajectory planner
A great thank you to the team and testers! This is gonna be a big milestone for LCNC…
Well, well done!
Pierre
Well, well done!
Pierre
Last edit: 15 Mar 2025 10:49 by medicusdkfz.
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
- FabianB
-

- Offline
- New Member
-

Less
More
- Posts: 14
- Thank you received: 19
14 Mar 2025 13:45 #323924
by FabianB
Replied by FabianB on topic scurve trajectory planner
Hi Grotius,
this is awsome, good work.
Regarding the ringbuffer, did you already try a code with lots of tiny segments? In your example there is propably plenty of time between the g code lines to calculate the next clothoid. With lots of smaller sections we could test if it works in general.
If the calculation takes 25ms then running a g code with F6000 with sections shorter than 2.5mm might already be the limit.
Would be an interesting test what happens with a modern g code with lots of tiny moves.
Best regards,
Fabian
this is awsome, good work.
Regarding the ringbuffer, did you already try a code with lots of tiny segments? In your example there is propably plenty of time between the g code lines to calculate the next clothoid. With lots of smaller sections we could test if it works in general.
If the calculation takes 25ms then running a g code with F6000 with sections shorter than 2.5mm might already be the limit.
Would be an interesting test what happens with a modern g code with lots of tiny moves.
Best regards,
Fabian
The following user(s) said Thank You: akb1212, Grotius
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
14 Mar 2025 15:45 #323932
by Grotius
Replied by Grotius on topic scurve trajectory planner
Hi Pierre,
Thanks for your contribution. It's alway's nice to get a few compliments so now and then.
Hi Fabian,
this is awsome, good work.
Thanks Fabian. Coding is going in the good direction.
Regarding the ringbuffer, did you already try a code with lots of tiny segments?
Yes we have a file with tiny segments : spiral_on_surface_0001.ngc
This file is the extreme example of tiny segments.
Concern 1:
When running this file, indeed there is a velocity point where the cnc can't keep up when using endvel>0.
But i have to test this when the codebase is ready to do this.
When using tiny clothoid fits, it will take less time to fit then 25ms. I will report fit times using a low G64 P[x] value.
Concern 2:
The concern is that the motion can just ignore (jumps over) tiny segments at high speeds.
The speeds are so high, one servo cycle moves more distance then the underlying segments.
Wich result in for example passing 4 segments at one servo cycle.
But also this concern has to be tested when code is ready to rock and roll.
In theory we could calculate if we are dealing with scenario's as above and propose a solution for this.
You could set conditions like : the planner should at least pass each segment for minimal 1 servo cycle.
In general, soon we can test above concern's and find a solution.
Ringbuffer info:
Regarding the ringbuffer, the lowest working size i now use is 10 segments.
The expected size to use is around 40 or 50 segments.
HouseKeeping:
The codebase is now using submodules.
It's worth to take a look at the readme files off the submodules.
Today i worked mainly to get this submodules and readme files up to date.
Note, the scurve is 8x faster then Ruckig.
For the people who want to do a financial contribution to our work,
there is a donation button at the end of the readme files.
A donation support's a non-profit organisation related to retired donkey's in the US, located above San Fransisco.
Codebase clone & runtest:
This worked ok!
Thanks for your contribution. It's alway's nice to get a few compliments so now and then.
Hi Fabian,
this is awsome, good work.
Thanks Fabian. Coding is going in the good direction.
Regarding the ringbuffer, did you already try a code with lots of tiny segments?
Yes we have a file with tiny segments : spiral_on_surface_0001.ngc
This file is the extreme example of tiny segments.
Concern 1:
When running this file, indeed there is a velocity point where the cnc can't keep up when using endvel>0.
But i have to test this when the codebase is ready to do this.
When using tiny clothoid fits, it will take less time to fit then 25ms. I will report fit times using a low G64 P[x] value.
Concern 2:
The concern is that the motion can just ignore (jumps over) tiny segments at high speeds.
The speeds are so high, one servo cycle moves more distance then the underlying segments.
Wich result in for example passing 4 segments at one servo cycle.
But also this concern has to be tested when code is ready to rock and roll.
In theory we could calculate if we are dealing with scenario's as above and propose a solution for this.
You could set conditions like : the planner should at least pass each segment for minimal 1 servo cycle.
In general, soon we can test above concern's and find a solution.
Ringbuffer info:
Regarding the ringbuffer, the lowest working size i now use is 10 segments.
The expected size to use is around 40 or 50 segments.
- At program start the ringbuffer is allowed to add segments up to 5 at once.
- Then with every move a new segment is added. These new added segments are in this case 5 segments in the future The clothoid fit is done when the segment is added.
- Now the ringbuffer is rotating around 10 segments. So it was important to get it work correctly. To not
overwrite non executed segments for example. And it must run until program is completed. - When the ringbuffer is working at runtime, there is no "tpIsDone" anymore during the gcode run.
The tpIsDone clear's the buffer. And this results in delay's.
Gladly we have ruled this behaviour out.
It just run's without any delay's trough a program with 50K+ lines. - The ringbuffer is memory effiecient and needs no copy, remove, etc. in relation to a c++ std::vector
HouseKeeping:
The codebase is now using submodules.
It's worth to take a look at the readme files off the submodules.
- main linuxcnc scurve repository: codeberg.org/skynet/linuxcnc_scurve_compact
- submodule : codeberg.org/skynet/libclothoid3d
- submodule : codeberg.org/skynet/libscurve
Today i worked mainly to get this submodules and readme files up to date.
Note, the scurve is 8x faster then Ruckig.
For the people who want to do a financial contribution to our work,
there is a donation button at the end of the readme files.
A donation support's a non-profit organisation related to retired donkey's in the US, located above San Fransisco.
Codebase clone & runtest:
git clone --recurse-submodules https://codeberg.org/skynet/linuxcnc_scurve_compact lcnc
cd lcnc/cmake
./installerThis worked ok!
The following user(s) said Thank You: HalaszAttila, tivoi, Darium, smc.collins, hmnijp, aditya
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1022
- Thank you received: 285
14 Mar 2025 17:47 #323943
by ihavenofish
Replied by ihavenofish on topic scurve trajectory planner
Nice
The old tp (old old) used to hit the centre of each segment, which is what caused it to become excruciatingly slow and sorta useless for high speed contouring. So we don't want to do that.
With short segments the key is is deviation. if you set a deviation of 10 microns, then the motion simply has to slow down in certain sections to ensure its never more than 10 microns away, and yes you might blend over 20 segments to do this. The current planner is reasonably good at this in terms of keeping speed as high as possible but never deviating too far. It does create a few instances of improper deviation though that it looks like yours would fix. For example a lead into a a facing cut would blend across the long face segment causing it to not cut flat.
Since I can only look at pictures and go "oooh, ahhh", my quesiton is: how does it deal with tangential motion that exceeds acceleration abilities? You only show the helixes perpendicular to the G1 motions. So for example a rounded corner that's a G3 move, but is only 0.5mm radius. You need to basically "blend out" that G3 while adhering to the P value.
The old tp (old old) used to hit the centre of each segment, which is what caused it to become excruciatingly slow and sorta useless for high speed contouring. So we don't want to do that.
With short segments the key is is deviation. if you set a deviation of 10 microns, then the motion simply has to slow down in certain sections to ensure its never more than 10 microns away, and yes you might blend over 20 segments to do this. The current planner is reasonably good at this in terms of keeping speed as high as possible but never deviating too far. It does create a few instances of improper deviation though that it looks like yours would fix. For example a lead into a a facing cut would blend across the long face segment causing it to not cut flat.
Since I can only look at pictures and go "oooh, ahhh", my quesiton is: how does it deal with tangential motion that exceeds acceleration abilities? You only show the helixes perpendicular to the G1 motions. So for example a rounded corner that's a G3 move, but is only 0.5mm radius. You need to basically "blend out" that G3 while adhering to the P value.
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
15 Mar 2025 12:04 #323998
by Grotius
Replied by Grotius on topic scurve trajectory planner
@ihavenofish,
how does it deal with tangential motion that exceeds acceleration abilities?
We calculate the max segment velocity based on curvature extrema and maxacc.
The implementation of this funtion is here.
I agree that deviation is the key. And the possibility to blend out multiple segments respecting path deviation.
Concern:
Today i experienced unwanted interpreter behaviour. I did know the problem was there, but forgot about it.
In the case of our planner, we have to always use the combination G64 P[x] Q[0.0] to prevent this behaviour.
This behaviour can also been seen on page 3.
The examples made by Hmnijp used no G64 Q[x] value. And planner did remove segments on it's own,
replacing arc by lines etc. Trimmed segments are clearly off path, wich is not ok.
It shows exactly the problem. If Hmnijp used a G64 Q0.0 value, the result would be very different.
Now i added this as a note to the planners readme file, that users including myself are aware of this, and don't forget about it.
With no G64 Q[x] value, we get unwanted interpreter input:
Using G64 Q0.0, we get what is to be expected from interpreter:
how does it deal with tangential motion that exceeds acceleration abilities?
We calculate the max segment velocity based on curvature extrema and maxacc.
The implementation of this funtion is here.
I agree that deviation is the key. And the possibility to blend out multiple segments respecting path deviation.
Concern:
Today i experienced unwanted interpreter behaviour. I did know the problem was there, but forgot about it.
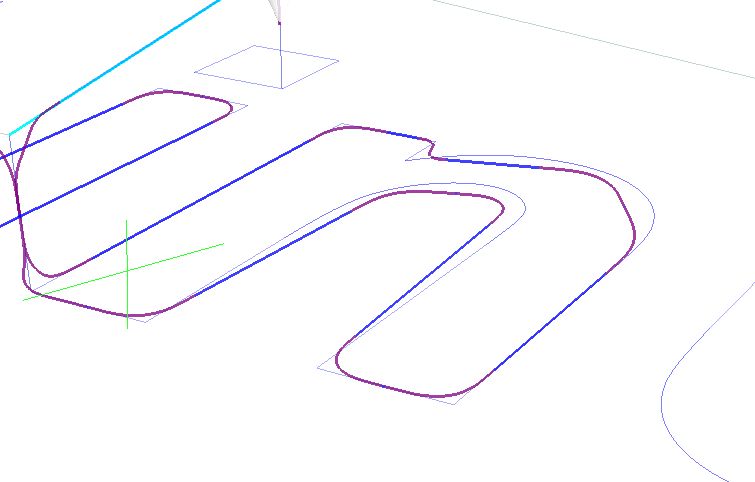
- When no G64 Q[x] value is given, the interpreter removes tiny segments on it's own, replacing arc's with line's etc.
In the case of our planner, we have to always use the combination G64 P[x] Q[0.0] to prevent this behaviour.
This behaviour can also been seen on page 3.
The examples made by Hmnijp used no G64 Q[x] value. And planner did remove segments on it's own,
replacing arc by lines etc. Trimmed segments are clearly off path, wich is not ok.
It shows exactly the problem. If Hmnijp used a G64 Q0.0 value, the result would be very different.
Now i added this as a note to the planners readme file, that users including myself are aware of this, and don't forget about it.
With no G64 Q[x] value, we get unwanted interpreter input:
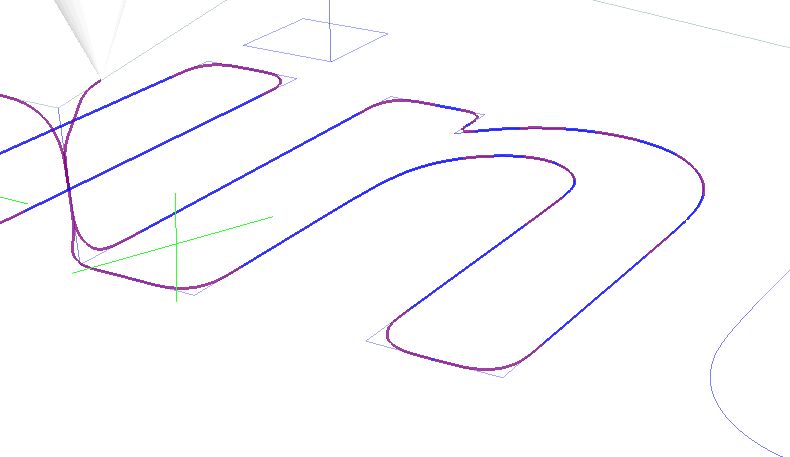
Using G64 Q0.0, we get what is to be expected from interpreter:
Attachments:
The following user(s) said Thank You: smc.collins, hmnijp
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1022
- Thank you received: 285
15 Mar 2025 14:36 #324003
by ihavenofish
Replied by ihavenofish on topic scurve trajectory planner
Q is a segment decimator. Setting it to 0 disables it. In the older tp it had to be set explicitly every program as the default was something useless. In the current planner the default should be 0 already. I wonder if you accidentally changed it somehow globally.
The following user(s) said Thank You: Grotius, smc.collins
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1022
- Thank you received: 285
15 Mar 2025 17:47 #324011
by ihavenofish
Replied by ihavenofish on topic scurve trajectory planner
I see something in this last image which I'm sure is just a future task but it was a problem in the old planner so I'll mention it.
You should NEVER blend G0 rapid moves. And definitely not blend them into a G1.
G0 always needs to be exact stop (with jerk control). If you blend a G0 move you wind up hitting fixtures, vises, gouging your work and breaking tools.
You should NEVER blend G0 rapid moves. And definitely not blend them into a G1.
G0 always needs to be exact stop (with jerk control). If you blend a G0 move you wind up hitting fixtures, vises, gouging your work and breaking tools.
The following user(s) said Thank You: Grotius, snowgoer540
Please Log in or Create an account to join the conversation.
Time to create page: 0.260 seconds