Search Results (Searched for: )
- rodw

22 Feb 2025 19:12
- rodw
22 Feb 2025 19:08
Replied by rodw on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- unknown
- unknown
22 Feb 2025 19:06
Replied by unknown on topic What commercial machines use Linux CnC
What commercial machines use Linux CnC
Category: General LinuxCNC Questions
- unknown
- unknown
22 Feb 2025 19:05
Replied by unknown on topic Linuxcnc hotspot on raspberry pi
Linuxcnc hotspot on raspberry pi
Category: General LinuxCNC Questions
- Jdolecki
- Jdolecki
22 Feb 2025 18:48
What commercial machines use Linux CnC was created by Jdolecki
What commercial machines use Linux CnC
Category: General LinuxCNC Questions
- Lpkkk
- Lpkkk
22 Feb 2025 18:46
Linuxcnc hotspot on raspberry pi was created by Lpkkk
Linuxcnc hotspot on raspberry pi
Category: General LinuxCNC Questions
- Sziggy_NC
- Sziggy_NC
22 Feb 2025 18:14
Replied by Sziggy_NC on topic +-10v setup 7i97 & .ini
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
- PCW

22 Feb 2025 17:57
Replied by PCW on topic Mesa Configuration Tool
Mesa Configuration Tool
Category: Configuration Tools
- JT

22 Feb 2025 17:52
- JT
22 Feb 2025 17:47
- TangentAudio
- TangentAudio
22 Feb 2025 17:42
Replied by TangentAudio on topic development of a qt version of ncam
development of a qt version of ncam
Category: Qtvcp
- TangentAudio
- TangentAudio
22 Feb 2025 17:34
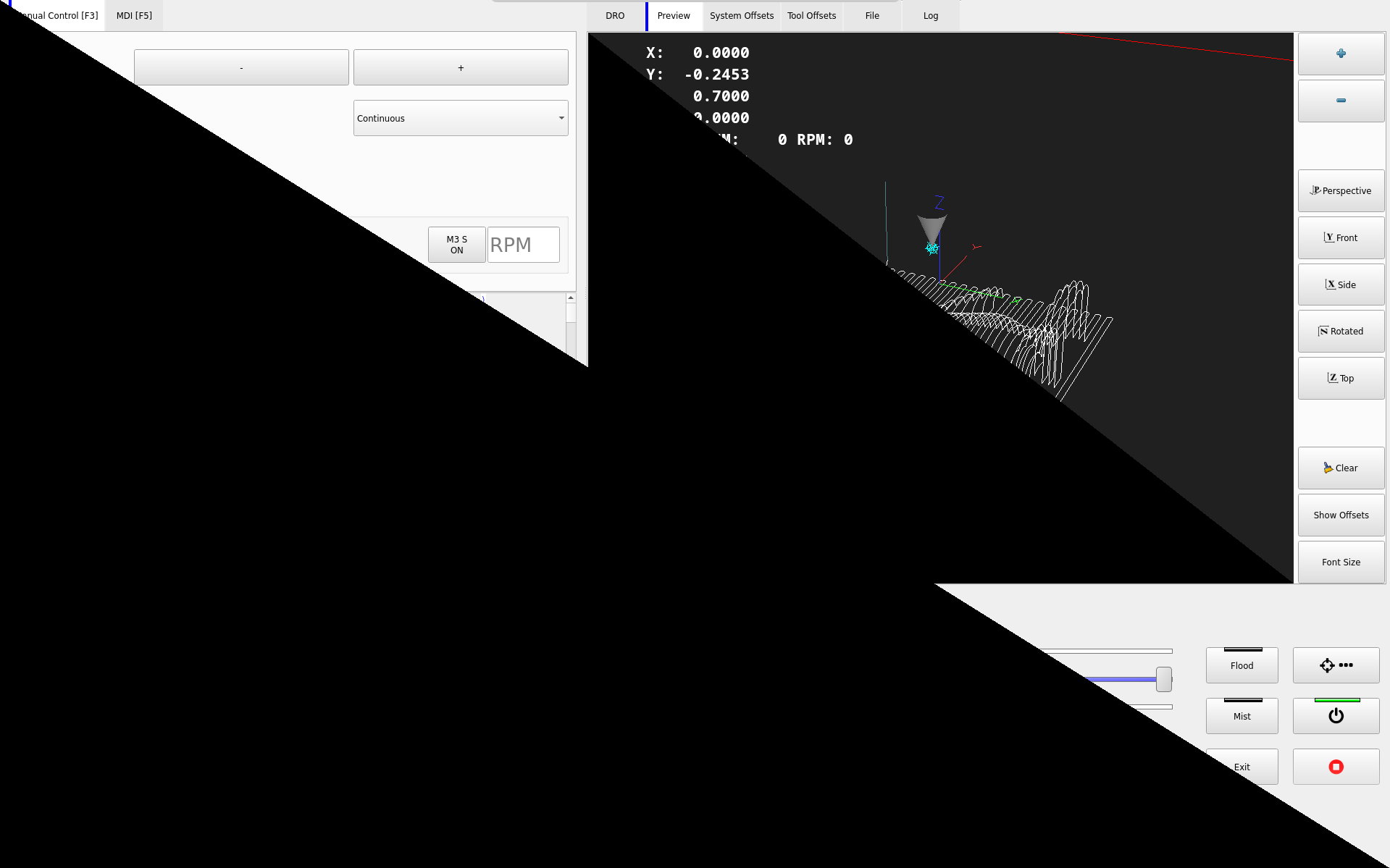
GCodeGraphics corrupts display sometimes was created by TangentAudio
GCodeGraphics corrupts display sometimes
Category: Qtvcp
- JT
22 Feb 2025 17:23
- JT
22 Feb 2025 17:20
- tommylight

22 Feb 2025 16:58
Replied by tommylight on topic Elumatec SBZ 130/01 retrofit
Elumatec SBZ 130/01 retrofit
Category: CNC Machines
Time to create page: 0.655 seconds