Search Results (Searched for: )
- PCW

08 Mar 2025 21:56
Replied by PCW on topic Joint Error After large rotary move
Joint Error After large rotary move
Category: General LinuxCNC Questions
- robh
- robh
08 Mar 2025 20:48
Replied by robh on topic Joint Error After large rotary move
Joint Error After large rotary move
Category: General LinuxCNC Questions
- jst
- jst
08 Mar 2025 20:45
Replied by jst on topic Mitsubishi Meldas Control and Motors
Mitsubishi Meldas Control and Motors
Category: Milling Machines
- meister
- meister
08 Mar 2025 19:45
Replied by meister on topic How to Control a PWM Gripper
How to Control a PWM Gripper
Category: G&M Codes
- rodw

08 Mar 2025 19:25
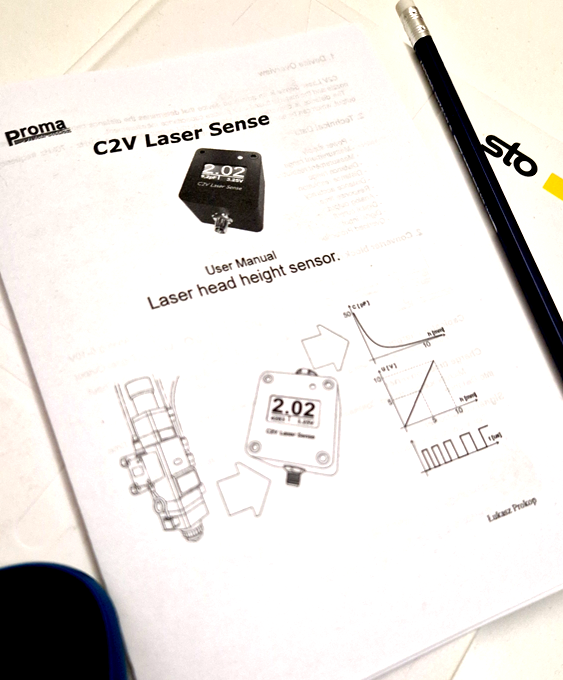
Replied by rodw on topic Laser Head Height Sensor – Looking for a Beta Tester
Laser Head Height Sensor – Looking for a Beta Tester
Category: Plasma & Laser
")
- robocidalmaniac

08 Mar 2025 19:17
Replied by robocidalmaniac on topic How to Control a PWM Gripper
How to Control a PWM Gripper
Category: G&M Codes
- jtrantow
- jtrantow
08 Mar 2025 18:40 - 08 Mar 2025 18:47
Replied by jtrantow on topic Rigid Tapping - VFD and needed encoder ppm
Rigid Tapping - VFD and needed encoder ppm
Category: Milling Machines
- PCW
08 Mar 2025 17:52 - 08 Mar 2025 17:53
Replied by PCW on topic 7i95t pin and firmware files with Stepgens and Inputs 5Axis BoB
7i95t pin and firmware files with Stepgens and Inputs 5Axis BoB
Category: Driver Boards
- cmorley
- cmorley
08 Mar 2025 17:01
- prokopcio

08 Mar 2025 17:01
Replied by prokopcio on topic Laser Head Height Sensor – Looking for a Beta Tester
Laser Head Height Sensor – Looking for a Beta Tester
Category: Plasma & Laser
- Nathan40
- Nathan40
08 Mar 2025 16:32 - 08 Mar 2025 16:34
Replied by Nathan40 on topic 7i95t pin and firmware files with Stepgens and Inputs 5Axis BoB
7i95t pin and firmware files with Stepgens and Inputs 5Axis BoB
Category: Driver Boards
- andypugh

08 Mar 2025 15:36
Replied by andypugh on topic Cheap Amazon touchscreen monitor
Cheap Amazon touchscreen monitor
Category: Computers and Hardware
- esmurf
- esmurf
08 Mar 2025 15:23
Replied by esmurf on topic ethercat driver crashes linux kernel
ethercat driver crashes linux kernel
Category: EtherCAT
- Murphy
- Murphy
08 Mar 2025 15:21 - 08 Mar 2025 15:23
Cheap Amazon touchscreen monitor was created by Murphy
Cheap Amazon touchscreen monitor
Category: Computers and Hardware
- PCW
08 Mar 2025 15:19
Time to create page: 2.613 seconds