Search Results (Searched for: )
- karnalta
- karnalta
28 Dec 2024 18:01 - 28 Dec 2024 18:12
Replied by karnalta on topic Easy way to compensate skew in X/Y axis ?
Easy way to compensate skew in X/Y axis ?
Category: General LinuxCNC Questions
- Aciera

28 Dec 2024 17:21
Replied by Aciera on topic Easy way to compensate skew in X/Y axis ?
Easy way to compensate skew in X/Y axis ?
Category: General LinuxCNC Questions
- karnalta
- karnalta
28 Dec 2024 16:26
Easy way to compensate skew in X/Y axis ? was created by karnalta
Easy way to compensate skew in X/Y axis ?
Category: General LinuxCNC Questions
- Blume
- Blume
28 Dec 2024 15:40
- MaHa
- MaHa
28 Dec 2024 15:17
Replied by MaHa on topic LinuxCNC 2.9.x hand wheel xhc-whb04b OFF/ON problem
LinuxCNC 2.9.x hand wheel xhc-whb04b OFF/ON problem
Category: Installing LinuxCNC
- tu_koper
- tu_koper
28 Dec 2024 15:02
Replied by tu_koper on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Lcvette

28 Dec 2024 14:12
- tu_koper
- tu_koper
28 Dec 2024 13:58
Replied by tu_koper on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- TooTall18T

28 Dec 2024 13:46
LinuxCNC 2.9.x hand wheel xhc-whb04b OFF/ON problem was created by TooTall18T
LinuxCNC 2.9.x hand wheel xhc-whb04b OFF/ON problem
Category: Installing LinuxCNC
- Lcvette
28 Dec 2024 13:21
- Trihwangyudi1990
- Trihwangyudi1990
28 Dec 2024 11:24 - 29 Dec 2024 09:43
Replied by Trihwangyudi1990 on topic ESP32/S2/S3 LinuxCNC Controller (6 axis hardware step gen), USB plug-and-play
ESP32/S2/S3 LinuxCNC Controller (6 axis hardware step gen), USB plug-and-play
Category: Computers and Hardware

- Grotius

28 Dec 2024 11:10 - 28 Dec 2024 11:35
- Blume
- Blume
28 Dec 2024 10:55
- zelo
- zelo
28 Dec 2024 09:44 - 28 Dec 2024 13:26
Replied by zelo on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- thomaseg
- thomaseg
28 Dec 2024 09:19
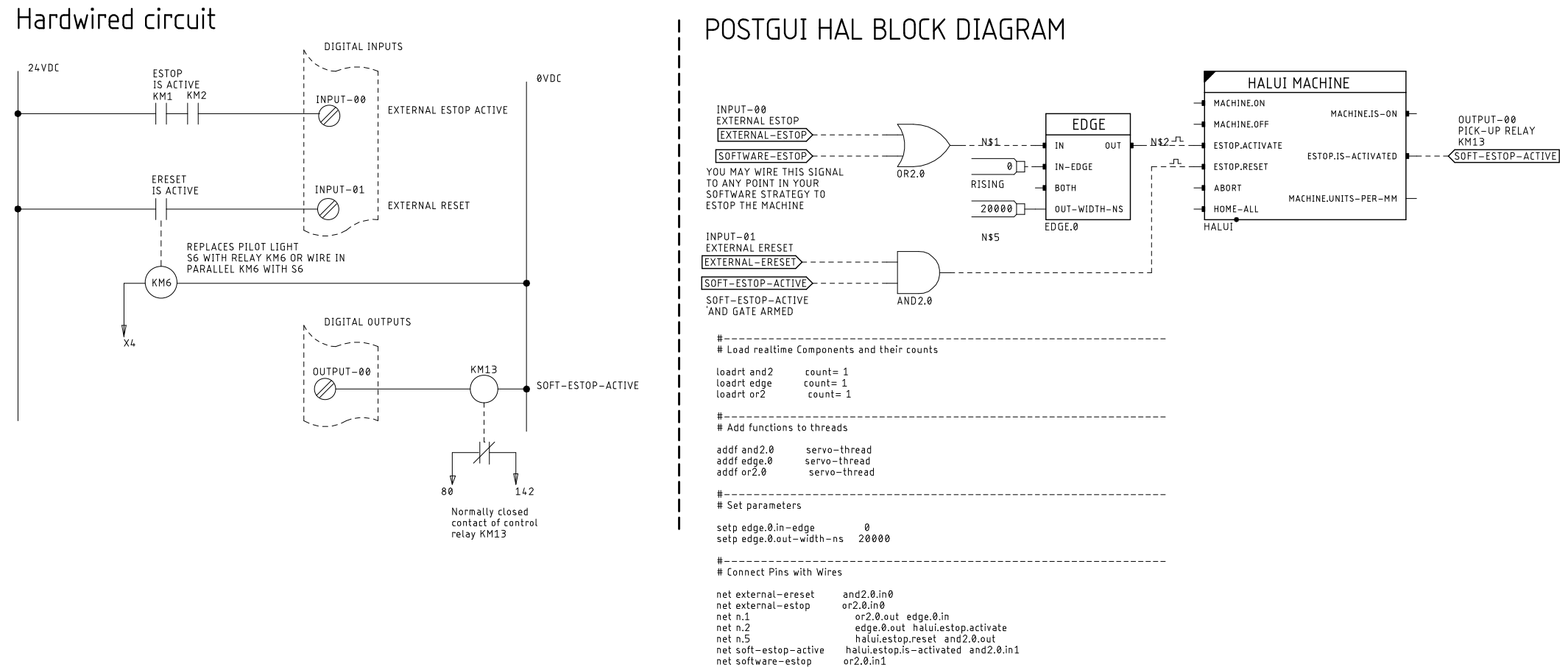
Replied by thomaseg on topic Physical safety relay and software estop latch working together?
Physical safety relay and software estop latch working together?
Category: HAL
Time to create page: 0.432 seconds