Search Results (Searched for: )
- ihavenofish
- ihavenofish
06 Aug 2025 14:33
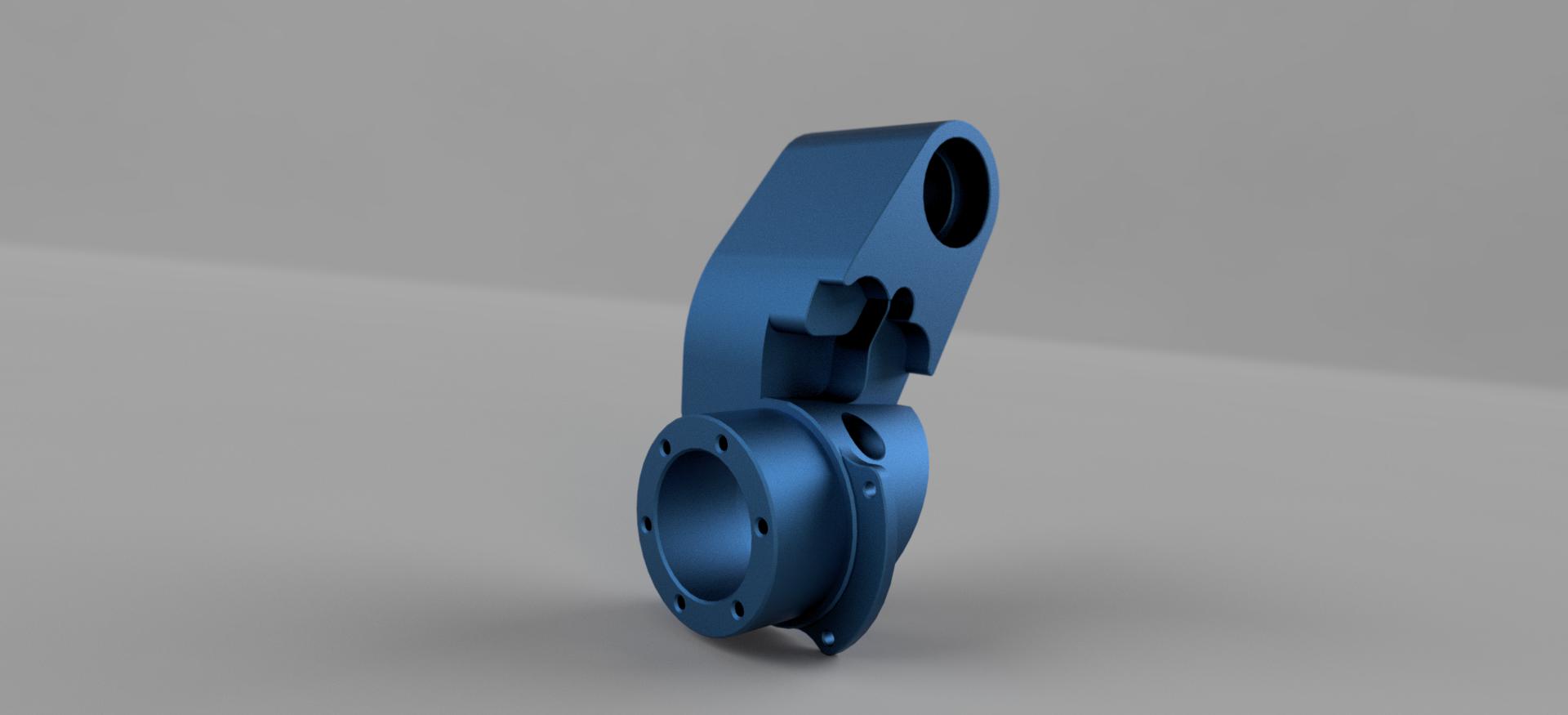
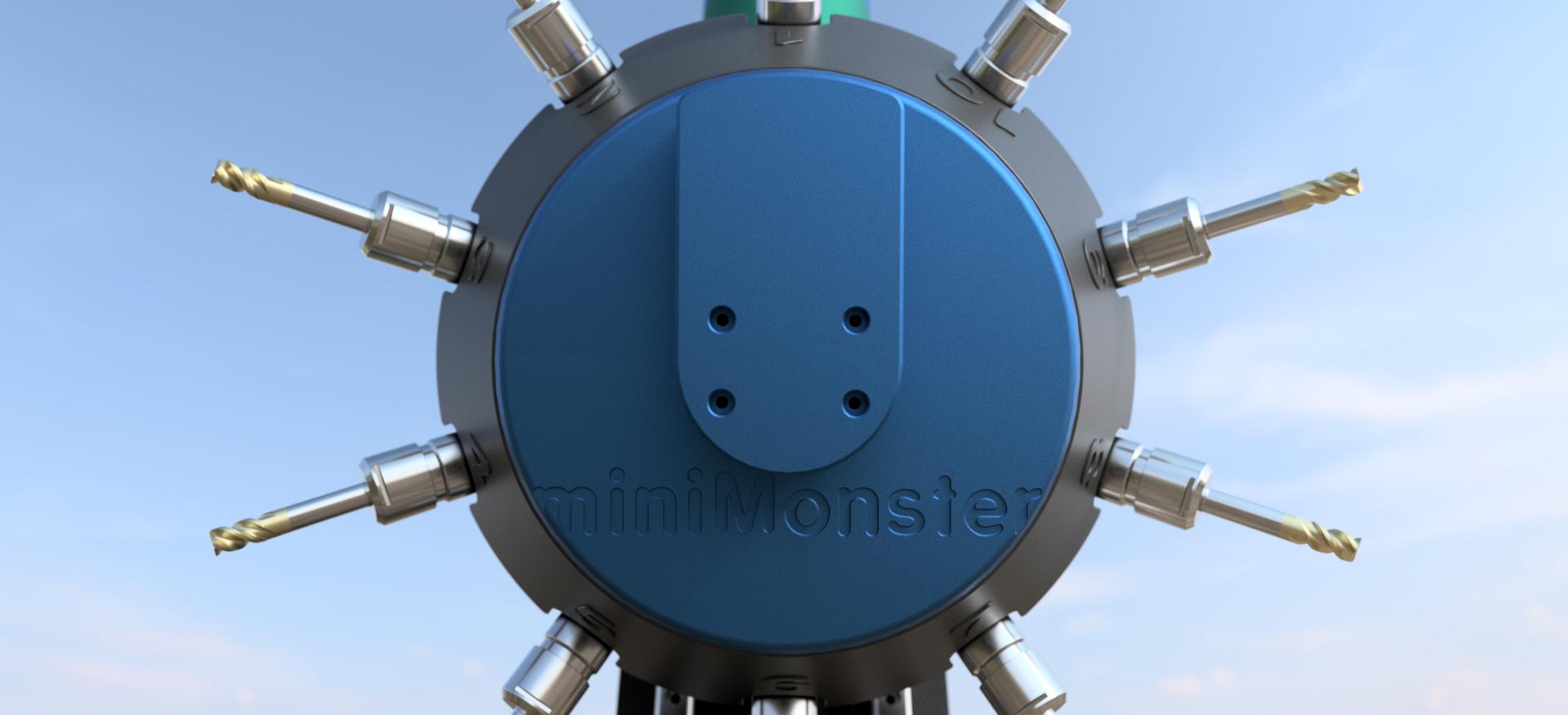
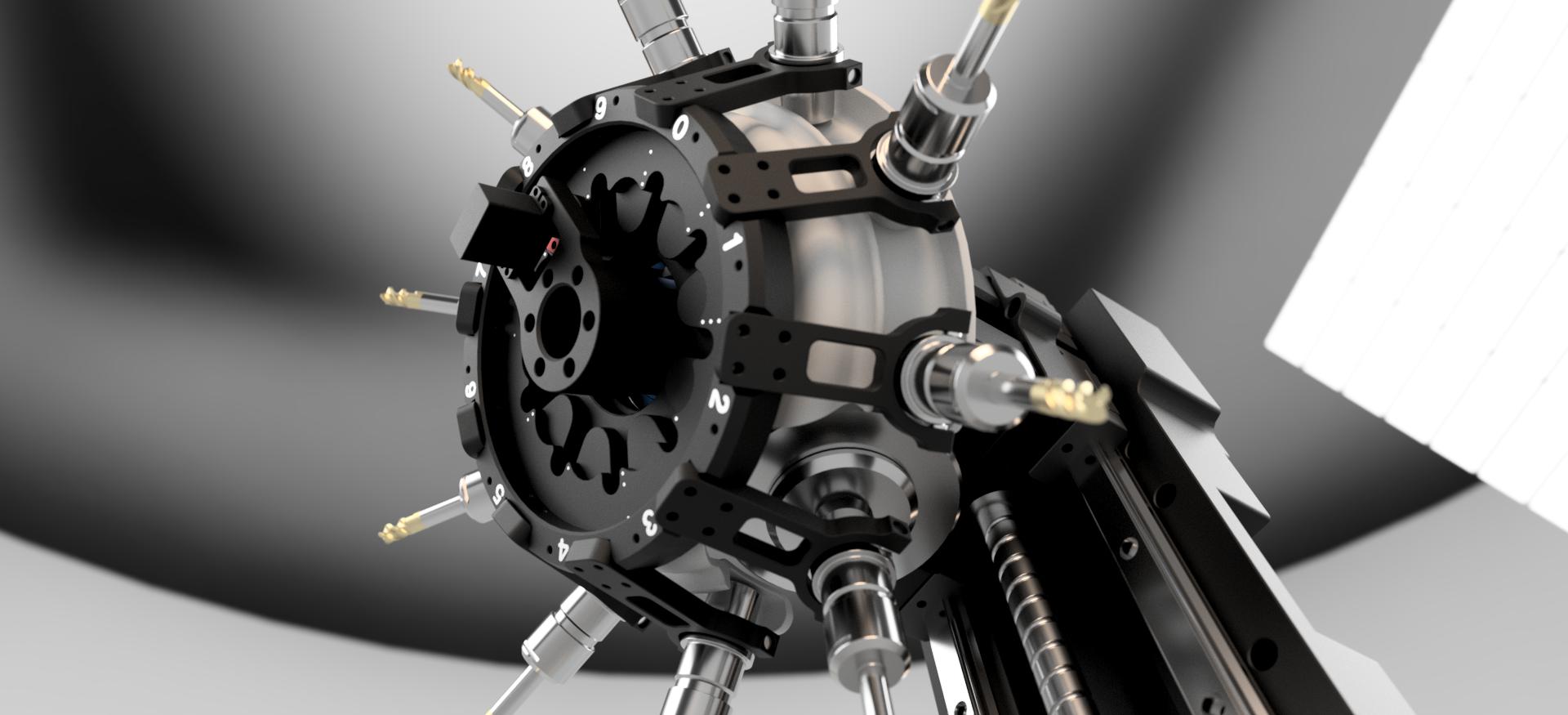
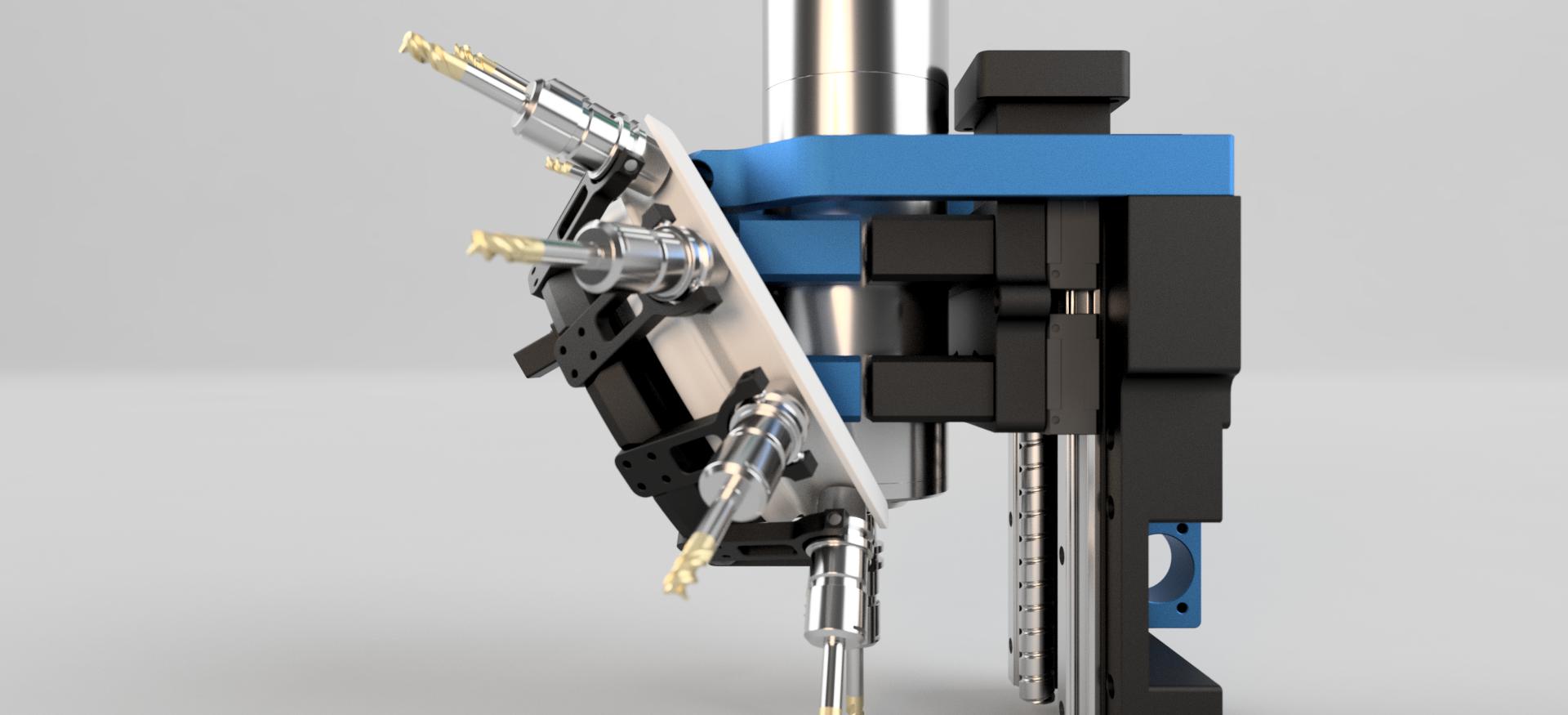
Replied by ihavenofish on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
- besriworld
- besriworld
06 Aug 2025 14:27
Replied by besriworld on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
- PCW

06 Aug 2025 14:21
Replied by PCW on topic vibration at lowspeed.
vibration at lowspeed.
Category: Advanced Configuration
- pommen

06 Aug 2025 14:16
Replied by pommen on topic Encoder started misbehaving
Encoder started misbehaving
Category: Driver Boards
- mgm

06 Aug 2025 13:30
Replied by mgm on topic Switch relay in a defined x position
Switch relay in a defined x position
Category: Advanced Configuration
- heaven
- heaven
06 Aug 2025 12:54 - 06 Aug 2025 12:57
Replied by heaven on topic vibration at lowspeed.
vibration at lowspeed.
Category: Advanced Configuration
- mgm
06 Aug 2025 12:49
Replied by mgm on topic Switch relay in a defined x position
Switch relay in a defined x position
Category: Advanced Configuration
- ihavenofish
- ihavenofish
06 Aug 2025 12:31
Replied by ihavenofish on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
- Hakan
- Hakan
06 Aug 2025 12:22
Replied by Hakan on topic vibration at lowspeed.
vibration at lowspeed.
Category: Advanced Configuration
- xenon-alien

06 Aug 2025 12:02 - 07 Aug 2025 08:53
Replied by xenon-alien on topic 7i96s: additional I/O's
7i96s: additional I/O's
Category: Driver Boards
- heaven
- heaven
06 Aug 2025 11:07 - 06 Aug 2025 12:46
Replied by heaven on topic vibration at lowspeed.
vibration at lowspeed.
Category: Advanced Configuration
- xenon-alien
06 Aug 2025 11:06
Replied by xenon-alien on topic 7i96s: additional I/O's
7i96s: additional I/O's
Category: Driver Boards
- xenon-alien
06 Aug 2025 10:47
Replied by xenon-alien on topic 7i96s: additional I/O's
7i96s: additional I/O's
Category: Driver Boards
- Todd Zuercher

06 Aug 2025 10:39
Replied by Todd Zuercher on topic Calibration issue
Calibration issue
Category: General LinuxCNC Questions
- Todd Zuercher
06 Aug 2025 10:23
Replied by Todd Zuercher on topic Calibration issue
Calibration issue
Category: General LinuxCNC Questions
Time to create page: 0.525 seconds