Search Results (Searched for: )
- skunkworks
- skunkworks
23 Jul 2025 18:06
Display motion.current-vel ? was created by skunkworks
Display motion.current-vel ?
Category: Plasmac
- Cerezas
- Cerezas
23 Jul 2025 16:38
Replied by Cerezas on topic Inverting jogging sense of X Axis on a VistaCNC P1A-S pendant
Inverting jogging sense of X Axis on a VistaCNC P1A-S pendant
Category: HAL
- PCW

23 Jul 2025 16:03
Replied by PCW on topic How to control brake before moving ?
How to control brake before moving ?
Category: HAL
- bladekel
- bladekel
23 Jul 2025 15:35 - 23 Jul 2025 15:40
Replied by bladekel on topic How to control brake before moving ?
How to control brake before moving ?
Category: HAL
- Aciera

23 Jul 2025 15:23
Replied by Aciera on topic How to control brake before moving ?
How to control brake before moving ?
Category: HAL
- RotarySMP

23 Jul 2025 14:42
Replied by RotarySMP on topic Un-lobotomizing a Maho MH600T
Un-lobotomizing a Maho MH600T
Category: CNC Machines
- jjdege

23 Jul 2025 14:18
Replied by jjdege on topic Axis and tool length sensor troubles
Axis and tool length sensor troubles
Category: General LinuxCNC Questions
- JT

23 Jul 2025 13:32
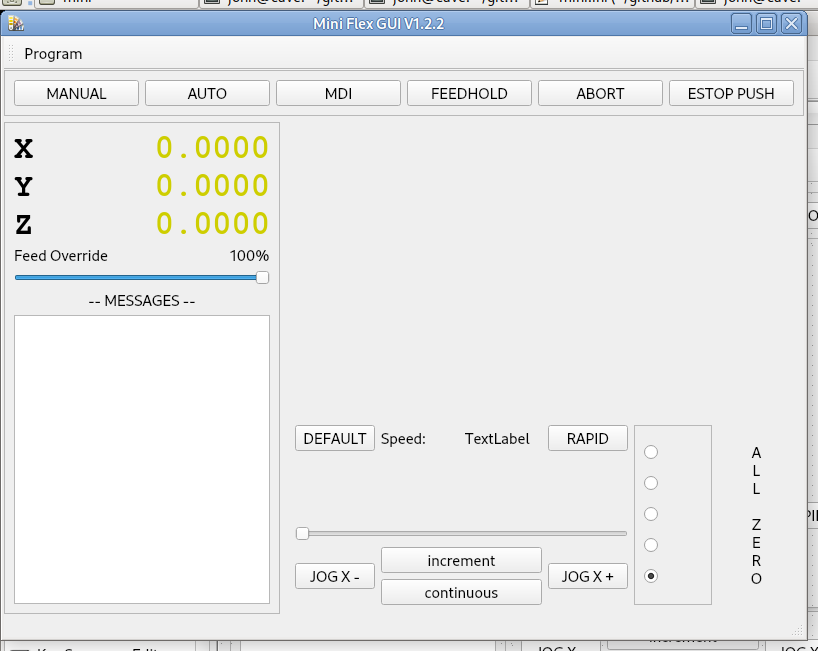
Replied by JT on topic Is mini still available?
Is mini still available?
Category: Other User Interfaces
- JT
23 Jul 2025 12:30
Replied by JT on topic Is mini still available?
Is mini still available?
Category: Other User Interfaces
- Walkahz
- Walkahz
23 Jul 2025 12:10
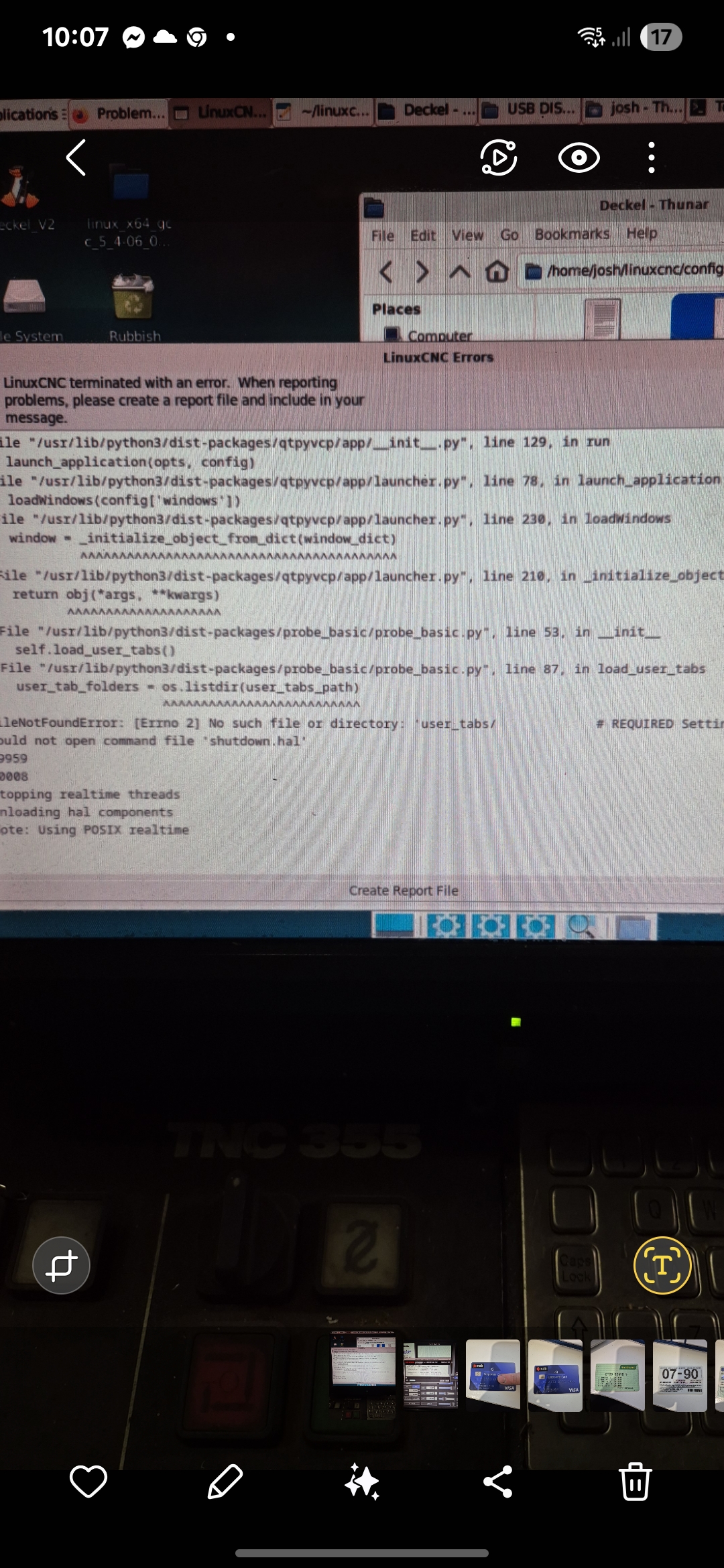
User tabs file missing probe basic was created by Walkahz
User tabs file missing probe basic
Category: QtPyVCP
- JT
23 Jul 2025 11:58
Replied by JT on topic Is mini still available?
Is mini still available?
Category: Other User Interfaces
- Billiiles
- Billiiles
23 Jul 2025 09:13 - 25 Jul 2025 09:19
Replied by Billiiles on topic Axis and tool length sensor troubles
Axis and tool length sensor troubles
Category: General LinuxCNC Questions
- bladekel
- bladekel
23 Jul 2025 09:02
Replied by bladekel on topic How to control brake before moving ?
How to control brake before moving ?
Category: HAL
- cadcam
- cadcam
23 Jul 2025 07:45
Replied by cadcam on topic NativeCam on LinuxCNC 2.9.3
NativeCam on LinuxCNC 2.9.3
Category: NativeCAM
- Aciera
23 Jul 2025 05:07
Replied by Aciera on topic How to control brake before moving ?
How to control brake before moving ?
Category: HAL
Time to create page: 0.432 seconds