Search Results (Searched for: )
- trilobyte
- trilobyte
11 Nov 2024 11:48
Replied by trilobyte on topic Which Mesa Card Should I Buy?
Which Mesa Card Should I Buy?
Category: Driver Boards
- MaHa
- MaHa
11 Nov 2024 11:14
Replied by MaHa on topic Macro automatic tool length
Macro automatic tool length
Category: O Codes (subroutines) and NGCGUI
- Robbin
- Robbin
11 Nov 2024 09:08
- meister
- meister
11 Nov 2024 07:42
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- flexbex
- flexbex
11 Nov 2024 06:26
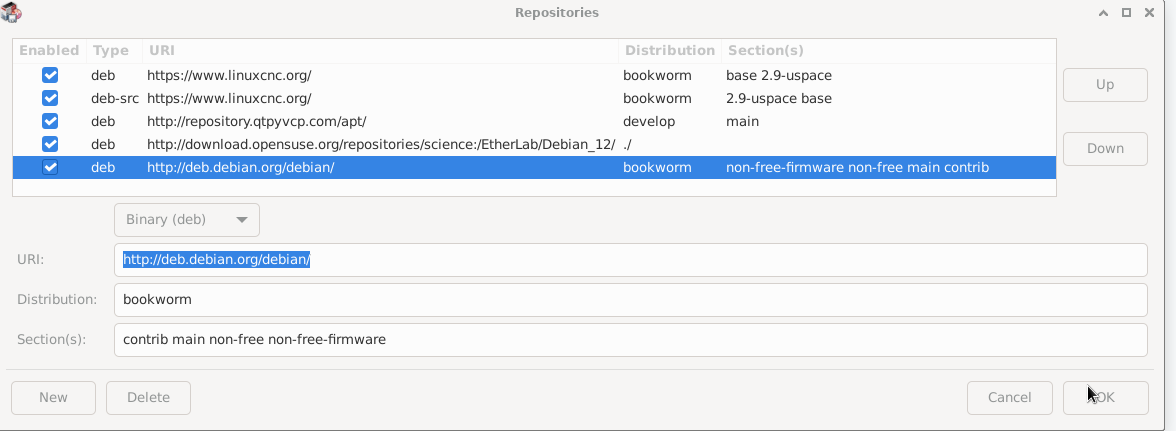
Help with source list was created by flexbex
Help with source list
Category: General LinuxCNC Questions
- angelnu
- angelnu
11 Nov 2024 05:12
Replied by angelnu on topic hm2/hm2_7i92.0: Error finishing read!
hm2/hm2_7i92.0: Error finishing read!
Category: Driver Boards
- smc.collins
- smc.collins
11 Nov 2024 03:13
- smc.collins
- smc.collins
11 Nov 2024 03:07
Replied by smc.collins on topic writing chip conveyor component , user input wanted
writing chip conveyor component , user input wanted
Category: HAL Examples
- cmorley
- cmorley
11 Nov 2024 02:10
- Sziggy_NC
- Sziggy_NC
11 Nov 2024 01:32
Replied by Sziggy_NC on topic +-10v setup 7i97 & .ini
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
- Sziggy_NC
- Sziggy_NC
11 Nov 2024 01:21 - 14 Nov 2024 23:03
Replied by Sziggy_NC on topic +-10v setup 7i97 & .ini
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
- greg23_78
- greg23_78
10 Nov 2024 23:22 - 10 Nov 2024 23:23
Macro automatic tool length was created by greg23_78
Macro automatic tool length
Category: O Codes (subroutines) and NGCGUI
- PCW

10 Nov 2024 22:45
Replied by PCW on topic +-10v setup 7i97 & .ini
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
- Lcvette

10 Nov 2024 22:45
Replied by Lcvette on topic probe basic - toolpath/file preview loading error
probe basic - toolpath/file preview loading error
Category: QtPyVCP
- Sziggy_NC
- Sziggy_NC
10 Nov 2024 22:04
+-10v setup 7i97 & .ini was created by Sziggy_NC
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
Time to create page: 0.427 seconds