Search Results (Searched for: )
- tommylight

14 Sep 2025 23:26
Replied by tommylight on topic G81 Spindle Reversal Between Each Hole
G81 Spindle Reversal Between Each Hole
Category: General LinuxCNC Questions
- unknown
- unknown
14 Sep 2025 22:26
Replied by unknown on topic Installing 2.9.5 on Raspberry Pi 5
Installing 2.9.5 on Raspberry Pi 5
Category: Installing LinuxCNC
- unknown
- unknown
14 Sep 2025 22:24
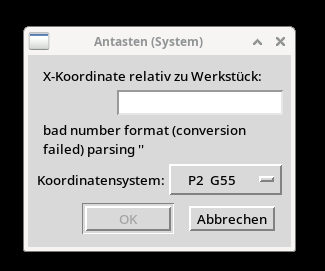
Replied by unknown on topic Touch off, OK button greyed out
Touch off, OK button greyed out
Category: AXIS
- unknown
- unknown
14 Sep 2025 22:10
Replied by unknown on topic G81 Spindle Reversal Between Each Hole
G81 Spindle Reversal Between Each Hole
Category: General LinuxCNC Questions
- MaHa
- MaHa
14 Sep 2025 22:04
Replied by MaHa on topic Touch off, OK button greyed out
Touch off, OK button greyed out
Category: AXIS
- unknown
- unknown
14 Sep 2025 22:02
Replied by unknown on topic G81 Spindle Reversal Between Each Hole
G81 Spindle Reversal Between Each Hole
Category: General LinuxCNC Questions
- unknown
- unknown
14 Sep 2025 21:40
Replied by unknown on topic Touch off, OK button greyed out
Touch off, OK button greyed out
Category: AXIS
- juergen-home
- juergen-home
14 Sep 2025 18:39
Replied by juergen-home on topic Touch off, OK button greyed out
Touch off, OK button greyed out
Category: AXIS
- tommylight
14 Sep 2025 18:07
Replied by tommylight on topic Help - Can't see the forest for the trees!
Help - Can't see the forest for the trees!
Category: O Codes (subroutines) and NGCGUI
- LinuxCrashOut

14 Sep 2025 17:54
Replied by LinuxCrashOut on topic HAL help needed for MPG wheel jogging and machine enabling logic
HAL help needed for MPG wheel jogging and machine enabling logic
Category: HAL
- scsmith1451

14 Sep 2025 17:39
Replied by scsmith1451 on topic Help - Can't see the forest for the trees!
Help - Can't see the forest for the trees!
Category: O Codes (subroutines) and NGCGUI
- Darium
- Darium
14 Sep 2025 17:36 - 16 Sep 2025 16:54
G81 Spindle Reversal Between Each Hole was created by Darium
G81 Spindle Reversal Between Each Hole
Category: General LinuxCNC Questions
- MaHa
- MaHa
14 Sep 2025 17:29
Replied by MaHa on topic Touch off, OK button greyed out
Touch off, OK button greyed out
Category: AXIS
- jschulze
- jschulze
14 Sep 2025 15:56
Replied by jschulze on topic Kinematic model for a 5axis mill with universal (nutating) head
Kinematic model for a 5axis mill with universal (nutating) head
Category: Show Your Stuff
- meister
- meister
14 Sep 2025 15:24
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
Time to create page: 1.595 seconds