Search Results (Searched for: )
- tomala89
- tomala89
- jg00163206
watchdog and network connection problems
Category: Installing LinuxCNC
Print file information:
RUN_IN_PLACE=no
LINUXCNC_DIR=
LINUXCNC_BIN_DIR=/usr/bin
LINUXCNC_TCL_DIR=/usr/lib/tcltk/linuxcnc
LINUXCNC_SCRIPT_DIR=
LINUXCNC_RTLIB_DIR=/usr/lib/linuxcnc/modules
LINUXCNC_CONFIG_DIR=
LINUXCNC_LANG_DIR=/usr/lib/tcltk/linuxcnc/msgs
INIVAR=inivar
HALCMD=halcmd
LINUXCNC_EMCSH=/usr/bin/wish8.6
LINUXCNC - 2.9.3
Machine configuration directory is '/home/mill/linuxcnc/configs/mill'
Machine configuration file is 'mill.ini'
INIFILE=/home/mill/linuxcnc/configs/mill/mill.ini
VERSION=1.1
PARAMETER_FILE=linuxcnc.var
TPMOD=
HOMEMOD=
TASK=milltask
HALUI=halui
DISPLAY=qtvcp qtdragon
COORDINATES=XYZ
KINEMATICS=trivkins coordinates=XYZ
Starting LinuxCNC...
Starting LinuxCNC server program: linuxcncsvr
Loading Real Time OS, RTAPI, and HAL_LIB modules
Starting LinuxCNC IO program: io
libnml/buffer/shmem.cc 320: Shared memory buffers toolCmd and toolCmd may conflict. (key=1004(0x3EC))
libnml/buffer/shmem.cc 320: Shared memory buffers toolSts and toolSts may conflict. (key=1005(0x3ED))
libnml/buffer/shmem.cc 320: Shared memory buffers emcError and emcError may conflict. (key=1003(0x3EB))
Starting HAL User Interface program: halui
linuxcnc TPMOD=tpmod HOMEMOD=homemod EMCMOT=motmod
Found file(REL): ./mill.hal
Found file(REL): ./custom.hal
Starting TASK program: milltask
Starting DISPLAY program: qtvcp
hm2/hm2_7i96s.0: Watchdog has bit! (set the .has-bit pin to False to resume)
Unexpected realtime delay on task 0 with period 1600000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
hm2/hm2_7i96s.0: error finishing read! iter=14604
Shutting down and cleaning up LinuxCNC...
Running HAL shutdown script
task: 4597 cycles, min=0.000007, max=0.014843, avg=0.010020, 0 latency excursions (> 10x expected cycle time of 0.010000s)
hm2: loading Mesa HostMot2 driver version 0.15
hm2_eth: loading Mesa AnyIO HostMot2 ethernet driver version 0.2
hm2_eth: 10.10.10.10: INFO: Hardware address (MAC): 00:60:1b:16:8a:7b
hm2_eth: discovered 7I96S
hm2/hm2_7i96s.0: Low Level init 0.15
hm2/hm2_7i96s.0: Smart Serial Firmware Version 43
hm2/hm2_7i96s.0: 51 I/O Pins used:
hm2/hm2_7i96s.0: IO Pin 000 (TB3-01): InM Input Module #0, pin in0 (Input)
hm2/hm2_7i96s.0: IO Pin 001 (TB3-02): InM Input Module #0, pin in1 (Input)
hm2/hm2_7i96s.0: IO Pin 002 (TB3-03): InM Input Module #0, pin in2 (Input)
hm2/hm2_7i96s.0: IO Pin 003 (TB3-04): InM Input Module #0, pin in3 (Input)
hm2/hm2_7i96s.0: IO Pin 004 (TB3-05): InM Input Module #0, pin in4 (Input)
hm2/hm2_7i96s.0: IO Pin 005 (TB3-06): InM Input Module #0, pin in5 (Input)
hm2/hm2_7i96s.0: IO Pin 006 (TB3-07): InM Input Module #0, pin in6 (Input)
hm2/hm2_7i96s.0: IO Pin 007 (TB3-08): InM Input Module #0, pin in7 (Input)
hm2/hm2_7i96s.0: IO Pin 008 (TB3-09): InM Input Module #0, pin in8 (Input)
hm2/hm2_7i96s.0: IO Pin 009 (TB3-10): InM Input Module #0, pin in9 (Input)
hm2/hm2_7i96s.0: IO Pin 010 (TB3-11): InM Input Module #0, pin in10 (Input)
hm2/hm2_7i96s.0: IO Pin 011 (TB3-13/TB3-14): SSR #0, pin Out-00 (Output)
hm2/hm2_7i96s.0: IO Pin 012 (TB3-15/TB3-16): SSR #0, pin Out-01 (Output)
hm2/hm2_7i96s.0: IO Pin 013 (TB3-17/TB3-18): SSR #0, pin Out-02 (Output)
hm2/hm2_7i96s.0: IO Pin 014 (TB3-19/TB3-20): SSR #0, pin Out-03 (Output)
hm2/hm2_7i96s.0: IO Pin 015 (TB3-21/TB3-22): OutM Output Module #0, pin Out-04 (Output)
hm2/hm2_7i96s.0: IO Pin 016 (TB3-23/TB3-24): OutM Output Module #0, pin Out-05 (Output)
hm2/hm2_7i96s.0: IO Pin 017 (TB1-02/TB1-03): StepGen #0, pin Step (Output)
hm2/hm2_7i96s.0: IO Pin 018 (TB1-04/TB1-05): StepGen #0, pin Direction (Output)
hm2/hm2_7i96s.0: IO Pin 019 (TB1-08/TB1-09): StepGen #1, pin Step (Output)
hm2/hm2_7i96s.0: IO Pin 020 (TB1-10/TB1-11): StepGen #1, pin Direction (Output)
hm2/hm2_7i96s.0: IO Pin 021 (TB1-14/TB1-15): StepGen #2, pin Step (Output)
hm2/hm2_7i96s.0: IO Pin 022 (TB1-16/TB1-17): StepGen #2, pin Direction (Output)
hm2/hm2_7i96s.0: IO Pin 023 (TB1-20/TB1-21): StepGen #3, pin Step (Output)
hm2/hm2_7i96s.0: IO Pin 024 (TB1-22-TB1-23): StepGen #3, pin Direction (Output)
hm2/hm2_7i96s.0: IO Pin 025 (TB2-02/TB2-03): StepGen #4, pin Step (Output)
hm2/hm2_7i96s.0: IO Pin 026 (TB2-04/TB2-05): StepGen #4, pin Direction (Output)
hm2/hm2_7i96s.0: IO Pin 027 (TB2-07/TB2-08): Encoder #0, pin A (Input)
hm2/hm2_7i96s.0: IO Pin 028 (TB2-10/TB2-11): Encoder #0, pin B (Input)
hm2/hm2_7i96s.0: IO Pin 029 (TB2-13/TB2-14): Encoder #0, pin Index (Input)
hm2/hm2_7i96s.0: IO Pin 030 (TB2-16/TB2-17): IOPort
hm2/hm2_7i96s.0: IO Pin 031 (TB2-18/TB2-19): IOPort
hm2/hm2_7i96s.0: IO Pin 032 (internal): IOPort
hm2/hm2_7i96s.0: IO Pin 033 (internal): SSR #0, pin AC Ref (internal) (Output)
hm2/hm2_7i96s.0: IO Pin 034 (P1-01/DB25-01): IOPort
hm2/hm2_7i96s.0: IO Pin 035 (P1-02/DB25-14): IOPort
hm2/hm2_7i96s.0: IO Pin 036 (P1-03/DB25-02): IOPort
hm2/hm2_7i96s.0: IO Pin 037 (P1-04/DB25-15): IOPort
hm2/hm2_7i96s.0: IO Pin 038 (P1-05/DB25-03): IOPort
hm2/hm2_7i96s.0: IO Pin 039 (P1-06/DB25-16): IOPort
hm2/hm2_7i96s.0: IO Pin 040 (P1-07/DB25-04): IOPort
hm2/hm2_7i96s.0: IO Pin 041 (P1-08/DB25-17): IOPort
hm2/hm2_7i96s.0: IO Pin 042 (P1-09/DB25-05): IOPort
hm2/hm2_7i96s.0: IO Pin 043 (P1-11/DB25-06): IOPort
hm2/hm2_7i96s.0: IO Pin 044 (P1-13/DB25-07): IOPort
hm2/hm2_7i96s.0: IO Pin 045 (P1-15/DB25-08): IOPort
hm2/hm2_7i96s.0: IO Pin 046 (P1-17/DB25-09): IOPort
hm2/hm2_7i96s.0: IO Pin 047 (P1-19/DB25-10): IOPort
hm2/hm2_7i96s.0: IO Pin 048 (P1-21/DB25-11): IOPort
hm2/hm2_7i96s.0: IO Pin 049 (P1-23/DB25-12): IOPort
hm2/hm2_7i96s.0: IO Pin 050 (P1-25/DB25-13): IOPort
hm2/hm2_7i96s.0: registered
hm2_eth: in hm2_eth_reset
hm2_eth: HostMot2 ethernet driver unloaded
hm2: unloading
Removing HAL_LIB, RTAPI, and Real Time OS modules
Removing NML shared memory segments
Debug file information:
Note: Using POSIX realtime
[QTvcp.QTDRAGON_HANDLER][WARNING] QtDragon Warning with loading QtWebEngineWidget - is python3-pyqt5.qtwebengine installed? (qtdragon_handler.py:31)
[QTvcp.QTVCP.QT_ISTAT][WARNING] INI Parsing Error, No USE_PROBE Entry in PROBE, Using: none (qt_istat.py:532)
hm2/hm2_7i96s.0: Watchdog has bit! (set the .has-bit pin to False to resume)
Unexpected realtime delay on task 0 with period 1600000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
hm2/hm2_7i96s.0: error finishing read! iter=14604
[QTvcp][CRITICAL] Retry from Error Dialog
Qtvcp encountered an error. The following information may be useful in troubleshooting:
LinuxCNC Version : 2.9.3
Traceback (most recent call last):
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 383, in periodic_check
self.reload_offsets()
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 270, in reload_offsets
degree_tmpl = "%{}.2f".format(len(locale.format(tmpl, 0)))
^^^^^^^^^^^^^
AttributeError: module 'locale' has no attribute 'format'. Did you mean: '_format'?
(qtvcp:515)
[QTvcp][CRITICAL] Retry from Error Dialog
Qtvcp encountered an error. The following information may be useful in troubleshooting:
LinuxCNC Version : 2.9.3
Traceback (most recent call last):
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 383, in periodic_check
self.reload_offsets()
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 270, in reload_offsets
degree_tmpl = "%{}.2f".format(len(locale.format(tmpl, 0)))
^^^^^^^^^^^^^
AttributeError: module 'locale' has no attribute 'format'. Did you mean: '_format'?
(qtvcp:515)
[QTvcp][CRITICAL] Aborted from Error Dialog
Qtvcp encountered an error. The following information may be useful in troubleshooting:
LinuxCNC Version : 2.9.3
Traceback (most recent call last):
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 383, in periodic_check
self.reload_offsets()
File "/usr/lib/python3/dist-packages/qtvcp/widgets/origin_offsetview.py", line 270, in reload_offsets
degree_tmpl = "%{}.2f".format(len(locale.format(tmpl, 0)))
^^^^^^^^^^^^^
AttributeError: module 'locale' has no attribute 'format'. Did you mean: '_format'?
(qtvcp:511)
/usr/bin/linuxcnc: line 977: 22836 Segmentation fault $EMCDISPLAY -ini "$INIFILE" $EMCDISPLAYARGS $EXTRA_ARGS
22785
22833
Stopping realtime threads
Unloading hal components
Note: Using POSIX realtime
Info report created by linuxcnc_info:
The file: /tmp/linuxcnc_info.txt
can be posted to a forum or a web site like:
pastebin.com
in order to provide information about the linuxcnc
system and configuration.
Date: Mon Jul 15 17:24:06 UTC 2024
UTC Date: Mon Jul 15 17:24:06 UTC 2024
this program: /usr/bin/linuxcnc_info
uptime: 17:24:06 up 53 min, 2 users, load average: 2.60, 2.54, 2.86
lsb_release -sa: Debian Debian GNU/Linux trixie/sid n/a trixie
linuxcnc: /usr/bin/linuxcnc
pwd: /home/mill/linuxcnc/configs/mill
USER: mill
LOGNAME: mill
HOME: /home/mill
EDITOR:
VISUAL:
LANGUAGE:
TERM: dumb
COLORTERM:
DISPLAY: :0.0
DESKTOP: lightdm-xsession
display size: 3200x1080 pixels (847x286 millimeters)
PATH: /usr/bin:/home/mill/linuxcnc/configs/mill/bin:/usr/bin:/usr/local/bin:/usr/bin:/bin:/usr/local/games:/usr/games
uname items:
nodename -n: 4axis
kernel-name -s: Linux
kernel-vers -v: #1 SMP PREEMPT_RT Debian 6.9.8-1 (2024-07-07)
machine -m: x86_64
processor -p: unknown
platform -i: unknown
oper system -o: GNU/Linux
/proc items:
cmdline: BOOT_IMAGE=/boot/vmlinuz-6.9.8-rt-amd64 root=UUID=49de45c3-2dc5-457b-ace0-1f60b3cb03d3 ro quiet
model name: Intel(R) Core(TM) i5-3570 CPU @ 3.40GHz
cores: 4
cpu MHz: 3393.341
parport:
serial:
Versions:
gcc: gcc (Debian 13.3.0-1) 13.3.0
python: Python 3.12.4
git: git version 2.43.0
git commit: NA
tcl: 8.6
tk: 8.6
glade: not_in_PATH
linuxcnc_var all:
LINUXCNCVERSION: 2.9.3
LINUXCNC_AUX_GLADEVCP: /usr/share/linuxcnc/aux_gladevcp
LINUXCNC_AUX_EXAMPLES: /usr/share/linuxcnc/aux_examples
REALTIME: /usr/lib/linuxcnc/realtime
RTS: uspace
HALLIB_DIR: /usr/share/linuxcnc/hallib
PYTHON: /usr/bin/python3
dpkg -l '*linuxcnc*':
Desired=Unknown/Install/Remove/Purge/Hold
| Status=Not/Inst/Conf-files/Unpacked/halF-conf/Half-inst/trig-aWait/Trig-pend
|/ Err?=(none)/Reinst-required (Status,Err: uppercase=bad)
||/ Name Version Architecture Description
+++-===================-============-============-=====================================================================
un linuxcnc <none> <none> (no description available)
un linuxcnc-dev <none> <none> (no description available)
un linuxcnc-doc <none> <none> (no description available)
ii linuxcnc-doc-en 2.9.3-1 all motion controller for CNC machines and robots (English documentation)
un linuxcnc-doc-es <none> <none> (no description available)
un linuxcnc-doc-fr <none> <none> (no description available)
un linuxcnc-sim <none> <none> (no description available)
un linuxcnc-sim-dev <none> <none> (no description available)
ii linuxcnc-uspace 2.9.3-1+b2 amd64 motion controller for CNC machines and robots
ii linuxcnc-uspace-dev 2.9.3-1+b2 amd64 PC based motion controller for real-time Linux
here is the error report
i installed debian 13 according to docs.google.com/document/d/1jeV_4VKzVmOI...m1x7oiw8VcLFdiY/edit.
i was getting the red light when i powered on the board with debian 12 but since i installed debian 13, i can go through pncconf and test each axis i just cant run linuxcnc. and i was haviing trouble testing before. and forget about adding another ethernet card. i had it working for a few hours on debian 12 but i would shut it down and go back the next day and it wound give me the wathcdog errror. now i just get the red light when i try to run linuxcnc. and i can test each axis in pncconf.
- sandersjrs
- sandersjrs
Dimensions Slightly Off
Category: Milling Machines
I tried to lower the max velocity and acceleration, thinking that it could be overshooting at the higher travel speeds. This did not change anything (compared to the same part at a higher travel speed). Could it be a latency problem? I do get a latency warning every once in a while. Any other ideas?.hal and .ini files attached.
Let me know if this post should be moved to another category - first time posting here.
- chienMouille
- chienMouille
SMB share refresh question in debian
Category: Installing LinuxCNC
I'm running LinuxCNC debian image. I have set a SMB shared directory to upload gcode files directly from my PC (windows). I used to have the CNC computer hosting the samba server, but that would cause problems (huges lags looking for the server) in my PC when the machine was turned off. I now host the SMB share on a local (ubuntu) server. I can mount and access the folder from debian on the CNC without problems. However, the folder doesn't update when files are uploaded to the server. I can see them after manual reload (F5) in the file explorer, but I can't refresh even manually within the CNC GUI (Probe basic), which is pretty annoying. When the share was hosted on the machine it was refreshing automatically on changes both in the file explorer and in Probe basic.
I have tried playing with all kinds of mounting and SMB settings both on the server and on the machine. I can't seem to find a solution. Could it be because of some settings disabled in the BIOS maybe? Or would you have an idea of to fix this small, yet disabling problem?
thanks a lot,
- Aciera

- Aciera
- tomala89
- tomala89
M101
Category: G&M Codes
M101
#!/bin/bash
halcmd sets parport.0.pin-14-out True
sleep 1
exit 0Hal file
# Generated by stepconf 1.1 at Mon Jul 15 08:51:45 2024
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt pwmgen output_type=1
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
net spindle-cmd-rpm => pwmgen.0.value
net spindle-on <= spindle.0.on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 0.0
setp pwmgen.0.scale 91269.8412698
setp pwmgen.0.offset -0.0109565217391
setp pwmgen.0.dither-pwm true
net spindle-cmd-rpm <= spindle.0.speed-out
net spindle-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-cmd-rps <= spindle.0.speed-out-rps
net spindle-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-at-speed => spindle.0.at-speed
net coolant-mist <= iocontrol.0.coolant-mist
net probe-in => motion.probe-input
net coolant-mist => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
setp parport.0.pin-07-out-invert 1
net zdir => parport.0.pin-07-out
net spindle-on => parport.0.pin-14-out
net spindle-pwm => parport.0.pin-16-out
net xenable => parport.0.pin-17-out
net estop-ext <= parport.0.pin-10-in
net home-x <= parport.0.pin-11-in
net home-y <= parport.0.pin-12-in
net home-z <= parport.0.pin-13-in-not
net probe-in <= parport.0.pin-15-in-not
setp stepgen.0.position-scale [JOINT_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 23000
setp stepgen.0.dirsetup 23000
setp stepgen.0.maxaccel [JOINT_0]STEPGEN_MAXACCEL
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => joint.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable joint.0.amp-enable-out => stepgen.0.enable
net home-x => joint.0.home-sw-in
setp stepgen.1.position-scale [JOINT_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 23000
setp stepgen.1.dirsetup 23000
setp stepgen.1.maxaccel [JOINT_1]STEPGEN_MAXACCEL
net ypos-cmd joint.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => joint.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable joint.1.amp-enable-out => stepgen.1.enable
net home-y => joint.1.home-sw-in
setp stepgen.2.position-scale [JOINT_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 23000
setp stepgen.2.dirsetup 23000
setp stepgen.2.maxaccel [JOINT_2]STEPGEN_MAXACCEL
net zpos-cmd joint.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => joint.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable joint.2.amp-enable-out => stepgen.2.enable
net home-z => joint.2.home-sw-in
net estop-out <= iocontrol.0.user-enable-out
net estop-ext => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedI don't see any error in the notation.
- Aciera
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
You probably know how it is with GCode and Splines. Decades ago, when memory was expensive, they were interesting because they reduce file size (as do arcs). As discussed a few pages back on this thread, modern multiaxis CAM/ Postprocessors produce G1 line segments only, they don't even bother with G2/G3 arcs (R vs IJK, Absolute vs Relative). Since processing power and memory have become so cheap the interest in splines has all but disappeared. That is why nobody really uses them. If you asked somebody to create a postprocessor that uses splines, I guarantee the question would be: WHY?Here is my proposal to use a spline in gcode.
So, unless you have found a new and compelling reason for using splines instead of lines (and arcs) you are flogging a dead horse.
- GeckoWorks
- GeckoWorks
Touch Monitor Size - Any Consensus?
Category: Computers and Hardware
Good to hear your thougths on the 22''. It's pretty much what I have settled on, too.I have an ASUS 22" (VT2209H) that I use with QTDragonHD and I love it. For me, a smaller screen would be harder to hit the touch target on some things like tool selection. Most buttons are just fine.
I've identified three 21.5-22'' brand name monitors that I'm looking for a used deal on. Yours is one of them but as it's a 2019 release I don't see many of them used, yet. But plenty of Dells and Viewsonics. Even more in 24'' but I think you guys are right - too big means hand movements from one end of the screen to the other becomes too big and tedious.
There are also some no-name, "industrial" metal cabinet 21.5'' screens floating around, too. Industrial in brackets as they look a tad flimsy but may still be OK.
- GeckoWorks
- GeckoWorks
Touch Monitor Size - Any Consensus?
Category: Computers and Hardware
rodw post=304984 userid=20660the new GUI's you are considering are more touch friendly than Gmocappy which has a lot of tabs you need to open all the time . eg jogging.
QT dragon has a lot flatter UI but still has plenty of tabs but the jogging controls are always exposed.
Not quite sure I follow that one, Gmoccapy only hides the jog controls while you are doing something you have no reason to be jogging while doing. It's a pretty smart use of screen space. I've used it for years and never thought "I wish I could touch the jog controls while doing xyz"
How big the touchscreen is depends on how much of the controls you actually want on the screen vs real buttons. Touchscreens are almost a necessity IMO but they really get overused, there are plenty of things that are not great to do on a touchscreen. I haven't used QtDragon or Probe Basic but I think a monitor above 17" or 19" is silly. I've used Gmoccapy with a 19" touchscreen pretty much exclusively with a mill and I was never really in love with touchscreen jogging, I've just been holding out on doing something different. Even with a touchscreen keyboard you still need to break out a real keyboard sometimes and while the on-screen keyboard is fine it's still annoying if you have to do something outside of LinuxCNC.
I'm actually downsizing my touchscreen to a 15.6" in favor of real buttons and a real keyboard. I may actually try out flex ui if the plotter works as I'd rather not have all the extra touchscreen stuff. Still waiting for some things to fall into place, but this is what I'm going to from just a 19" touchscreen:
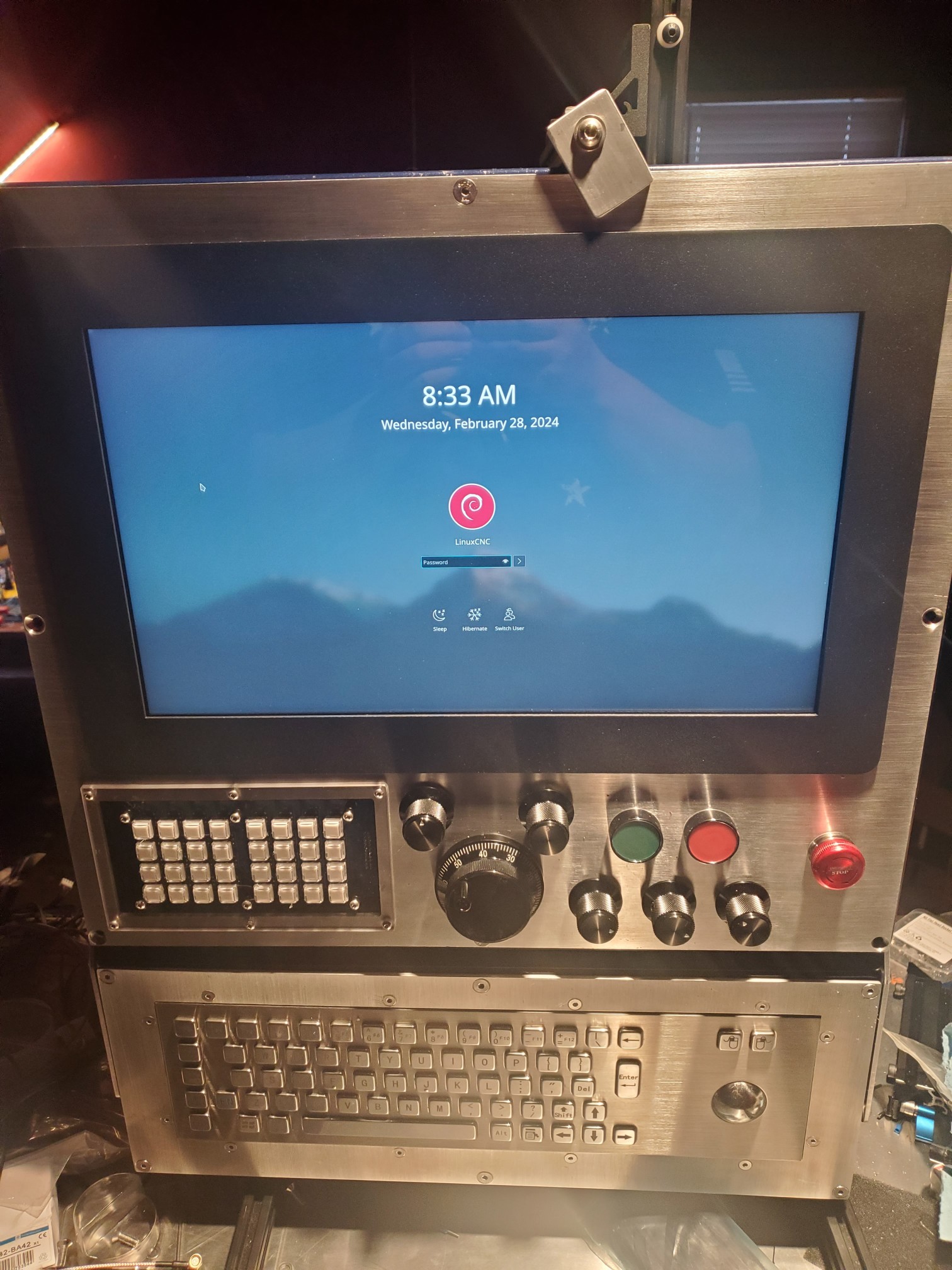
I love that console! It's the one with the swivel joint to set the angle of the keyboard posted about somewhere else here, right? If so, I already have the pics downloaded to a folder for inspiration. But... I have promised myself not to look at those pics for a long time, haha.
Reason being, this is my very first CNC not to mention my first Linux endeavor ever. And I am not strong in electronics nor programming, so I've decided to try to keep it as simple as I can for now so I don't take too much on and end up running away from it.
As such, I think touchscreen and yes, not even hard buttons, even though I know they will be nice to have. And since I wont have them (yet), I will be OK with a larger screen.
Then with time, when I have actually put some hours onto the control and know my way around it and the machine, I may very well make something like yours - as I said, I frikkin love it:)
- andypugh

Setting home position using gcode
Category: G&M Codes
It's much better to actually home the axes, if you can.
- GeckoWorks
- GeckoWorks
Another Which PC To Buy...;)
Category: Computers and Hardware
The last week, I have spent more hours online than I care to admit in an effort to help me decide what PC to buy. And, of course, I just ended up with so many more options that it got even more difficult to choose...
But around 4pm today, my GF who lives in China decided to come see me in the Philippines and she booked a flight for this same midnight. So, besides the joy of that sudden news, I thought why not have her bring me a used PC, hehe.
A bit of a mad, short scramble ensued but as "luck" would have it only one of the many I have shortlisted the last week or two was in the same city as her and could thus be delivered with a courier right away. It was actually number two on my prioritized list, so not a huge compromise at all and a bit cheaper than the first one:)
So, a Lenovo M93p with an I7-gen4 CPU, 120GB SSD and 2x4GB ram is on its way. I'll start with a 24'' non-touch screen that I already have and then I can wait around for a good deal on a touch screen as that was never the most urgent part.
Now, I just need to find someone in the US about to come to the Phillippines so they can bring the Mesa boards:)
- JohnnyCNC

Touch Monitor Size - Any Consensus?
Category: Computers and Hardware
- garthnoakes
- garthnoakes
Setting home position using gcode
Category: G&M Codes
So is there a way to emulate manually homing each axis using Axis?
- aparecido
- aparecido
Linuxcnc 2.8.4 does not show tandem items.
Category: General LinuxCNC Questions
Ahh ok, I'll test it, thanks.X axis is backwards, change the direction pin if using wizard, or add/remove - in from of scale/step_scale for the X axis