Search Results (Searched for: )
- juergen-home
- juergen-home
12 Aug 2025 15:56 - 12 Aug 2025 16:54
Replied by juergen-home on topic "pwm/dir" (Out1) switches for spindle CCW
"pwm/dir" (Out1) switches for spindle CCW
Category: Basic Configuration
- PCW

12 Aug 2025 15:49 - 12 Aug 2025 15:51
Replied by PCW on topic "pwm/dir" (Out1) switches for spindle CCW
"pwm/dir" (Out1) switches for spindle CCW
Category: Basic Configuration
- joshualee777
- joshualee777
12 Aug 2025 15:26
Replied by joshualee777 on topic Amplifier Fault ECT60 Closed Loop
Amplifier Fault ECT60 Closed Loop
Category: EtherCAT
- dannym
- dannym
12 Aug 2025 15:03
Storing the most extreme dimensions found on preview was created by dannym
Storing the most extreme dimensions found on preview
Category: AXIS
- smv
- smv
12 Aug 2025 14:40
- smv
- smv
12 Aug 2025 14:18
- tommylight

12 Aug 2025 14:15
Replied by tommylight on topic Amplifier Fault ECT60 Closed Loop
Amplifier Fault ECT60 Closed Loop
Category: EtherCAT
- PCW
12 Aug 2025 14:01
- Firehunter
- Firehunter
12 Aug 2025 13:13
- Aciera

12 Aug 2025 12:42
Replied by Aciera on topic New member from Germany - CNC retrofit of a Leinen FM1
New member from Germany - CNC retrofit of a Leinen FM1
Category: General LinuxCNC Questions
- meister
- meister
12 Aug 2025 12:13
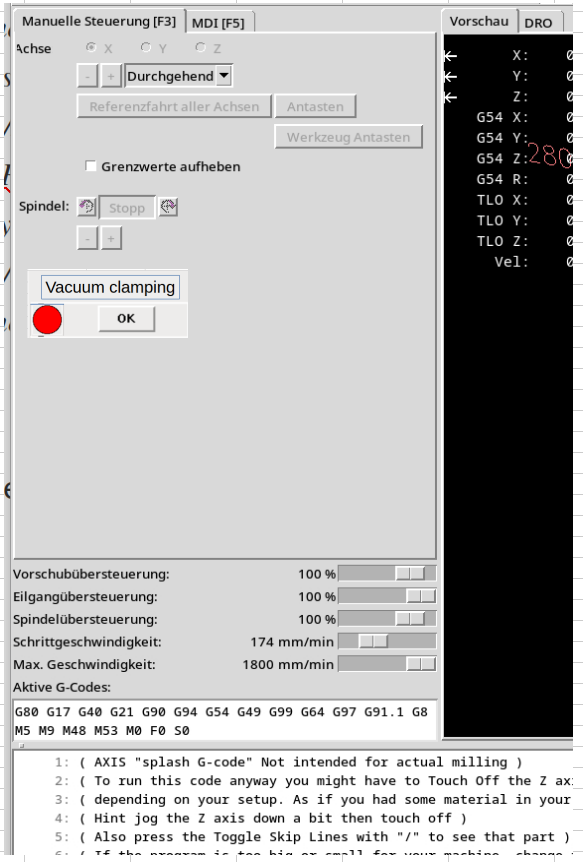
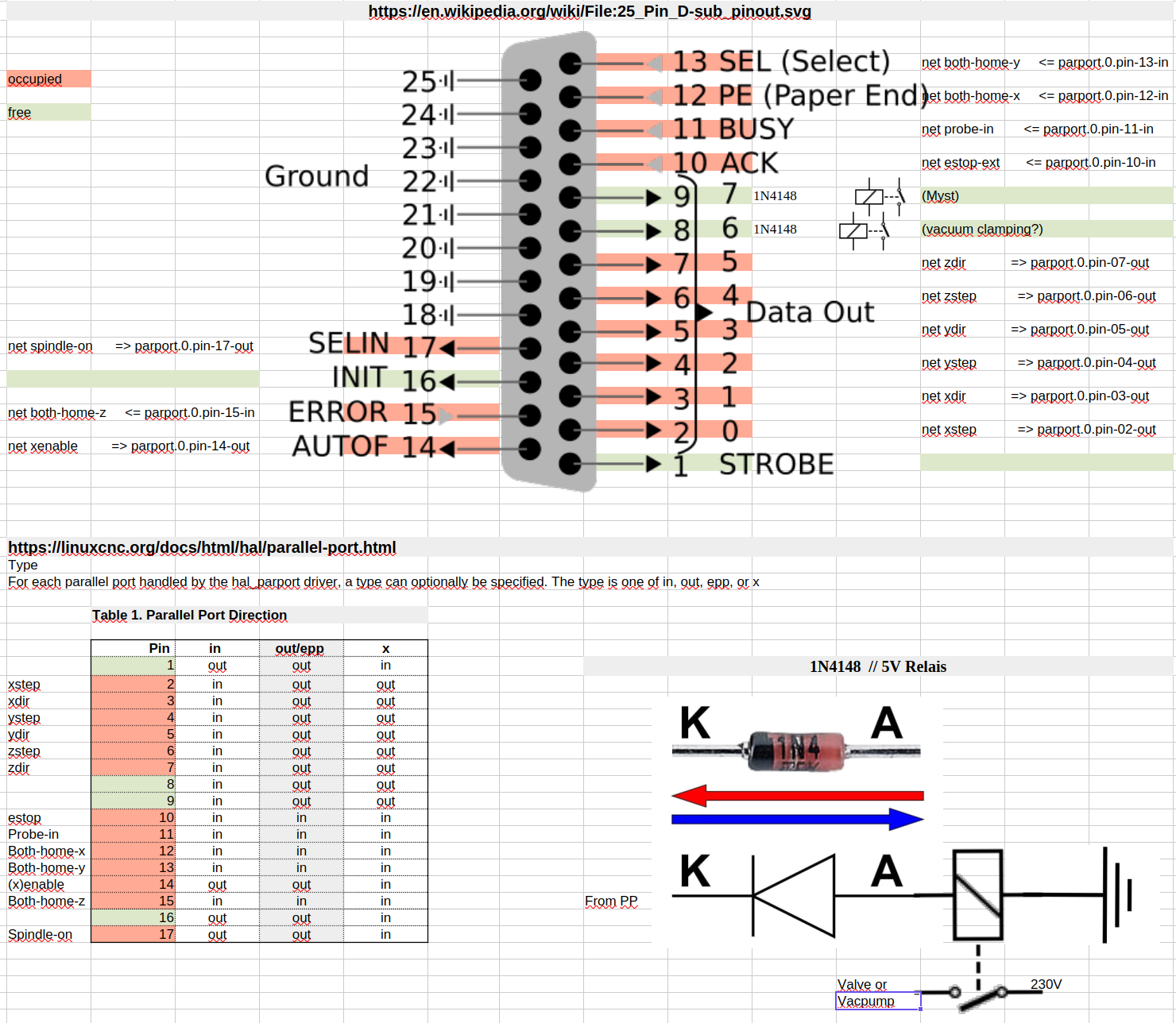
Replied by meister on topic M1xx: Controlling Relays (solenoids) from within axis MDI
M1xx: Controlling Relays (solenoids) from within axis MDI
Category: Advanced Configuration
- andypugh

12 Aug 2025 11:17
Replied by andypugh on topic New member from Germany - CNC retrofit of a Leinen FM1
New member from Germany - CNC retrofit of a Leinen FM1
Category: General LinuxCNC Questions
- my1987toyota

12 Aug 2025 10:05 - 12 Aug 2025 12:28
Replied by my1987toyota on topic ARE YOU KIDDING ME YOUTUBE !!!
ARE YOU KIDDING ME YOUTUBE !!!
Category: Off Topic and Test Posts
- seuchato
- seuchato
12 Aug 2025 10:04
Replied by seuchato on topic M1xx: Controlling Relays (solenoids) from within axis MDI
M1xx: Controlling Relays (solenoids) from within axis MDI
Category: Advanced Configuration
")
- seuchato
- seuchato
12 Aug 2025 08:15
Replied by seuchato on topic M1xx: Controlling Relays (solenoids) from within axis MDI
M1xx: Controlling Relays (solenoids) from within axis MDI
Category: Advanced Configuration
Time to create page: 0.474 seconds