Search Results (Searched for: )
- B1gJ1mmy
- B1gJ1mmy
01 Apr 2025 12:32
Replied by B1gJ1mmy on topic Yet another LinuxCNC noob with a PCI card as Port1 issue.
Yet another LinuxCNC noob with a PCI card as Port1 issue.
Category: General LinuxCNC Questions
- Routerworks
- Routerworks
01 Apr 2025 12:23
Replied by Routerworks on topic Need help setting up XYYZA for stepper motors
Need help setting up XYYZA for stepper motors
Category: General LinuxCNC Questions
- unknown
- unknown
01 Apr 2025 11:57
Replied by unknown on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
- emcPT

01 Apr 2025 11:53 - 01 Apr 2025 11:53
More economic European shipping was created by emcPT
More economic European shipping
Category: User Exchange
- unknown
- unknown
01 Apr 2025 11:53
Replied by unknown on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
- unknown
- unknown
01 Apr 2025 11:48
Replied by unknown on topic Yet another LinuxCNC noob with a PCI card as Port1 issue.
Yet another LinuxCNC noob with a PCI card as Port1 issue.
Category: General LinuxCNC Questions
- SergeyHM
- SergeyHM
01 Apr 2025 11:13
Long initialization of Ethercat on servo drive SV660N was created by SergeyHM
Long initialization of Ethercat on servo drive SV660N
Category: EtherCAT
- B1gJ1mmy
- B1gJ1mmy
01 Apr 2025 10:45
Replied by B1gJ1mmy on topic Yet another LinuxCNC noob with a PCI card as Port1 issue.
Yet another LinuxCNC noob with a PCI card as Port1 issue.
Category: General LinuxCNC Questions
- rodw

01 Apr 2025 09:53
Replied by rodw on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- D Jensen
- D Jensen
01 Apr 2025 09:36
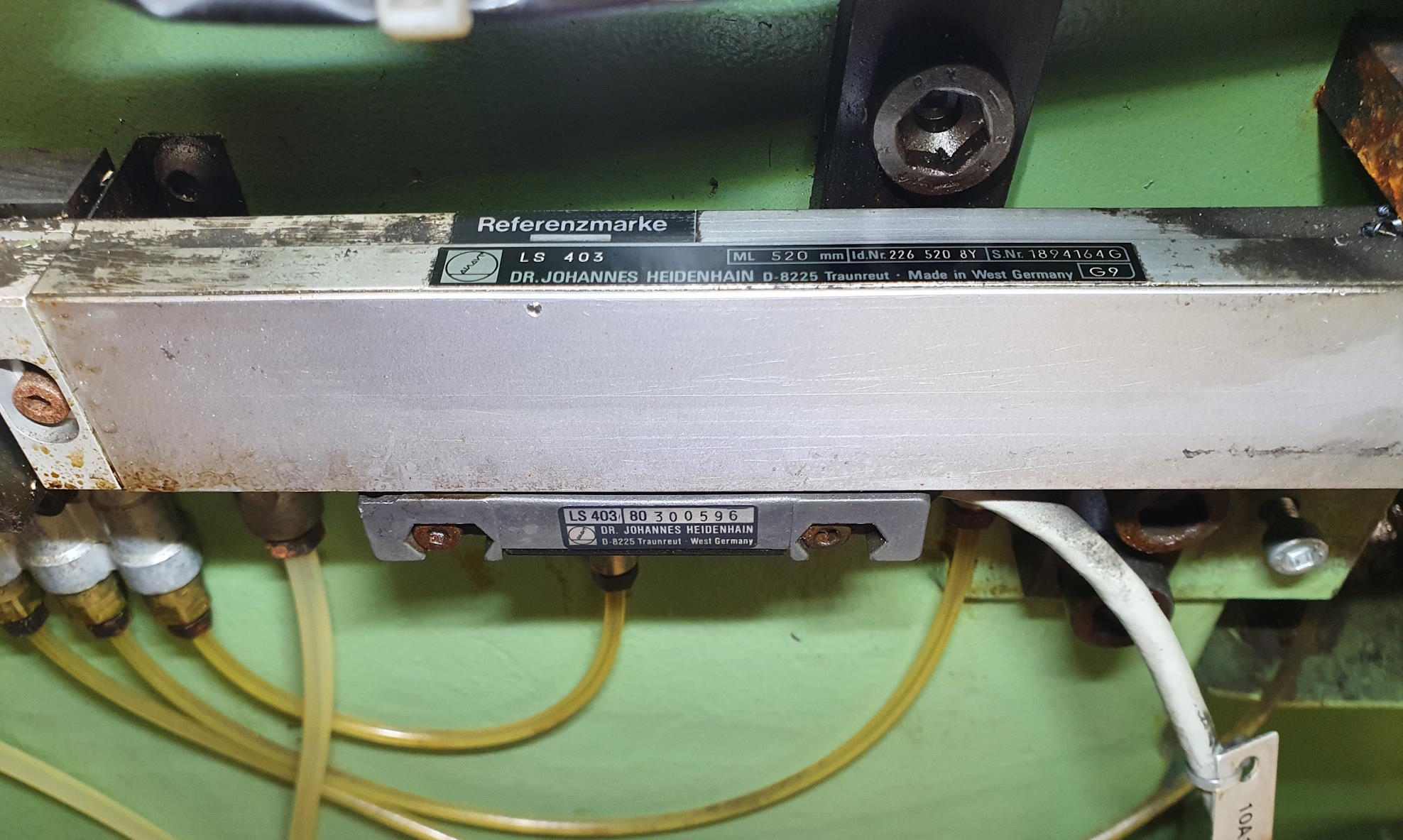
Replied by D Jensen on topic Retrofitting a 1986 Maho MH400E
Retrofitting a 1986 Maho MH400E
Category: Milling Machines
- slowpoke
- slowpoke
01 Apr 2025 08:30
- Grotius

01 Apr 2025 07:28
Replied by Grotius on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- 电动葫芦
- 电动葫芦
01 Apr 2025 06:09
- Hakan
- Hakan
01 Apr 2025 05:27
Replied by Hakan on topic Issue with OP Entry Delay and Failures in LinuxCNC + EtherCAT System
Issue with OP Entry Delay and Failures in LinuxCNC + EtherCAT System
Category: EtherCAT
- Finngineering
- Finngineering
01 Apr 2025 03:26
Replied by Finngineering on topic Un-lobotomizing a Maho MH600T
Un-lobotomizing a Maho MH600T
Category: CNC Machines
Time to create page: 0.407 seconds