Search Results (Searched for: )
- rodw

03 Mar 2025 09:53
Replied by rodw on topic EL6751 native support
EL6751 native support
Category: General LinuxCNC Questions
- Aciera

03 Mar 2025 09:41
Replied by Aciera on topic EL6751 native support
EL6751 native support
Category: General LinuxCNC Questions
- Aciera
03 Mar 2025 09:40
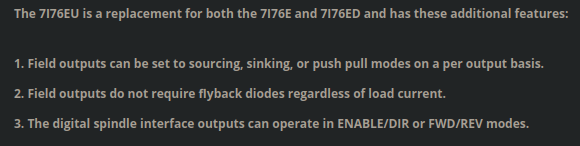
Replied by Aciera on topic difference 7i76e and 7i76EU
difference 7i76e and 7i76EU
Category: Driver Boards
- Aciera
03 Mar 2025 09:28
Replied by Aciera on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- Piet
- Piet
03 Mar 2025 09:28 - 03 Mar 2025 09:28
- rodw
03 Mar 2025 09:15
- NT4Boy
- NT4Boy
03 Mar 2025 09:07
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- Aciera
03 Mar 2025 09:05 - 03 Mar 2025 09:14
- Hakan
- Hakan
03 Mar 2025 08:12 - 03 Mar 2025 09:11
Replied by Hakan on topic Fusion 360 post processor file for Plamac
Fusion 360 post processor file for Plamac
Category: Plasmac
- PostavCNC

03 Mar 2025 08:05
- NTULINUX

03 Mar 2025 08:02 - 03 Mar 2025 08:03
Replied by NTULINUX on topic LinuxCNC on Intel Clear Linux
LinuxCNC on Intel Clear Linux
Category: Installing LinuxCNC
- unknown
- unknown
03 Mar 2025 07:37
Replied by unknown on topic Signal wires: please provide guidance on shielded wires I should use
Signal wires: please provide guidance on shielded wires I should use
Category: Computers and Hardware
- gpenzo
- gpenzo
03 Mar 2025 07:27
EL6751 native support was created by gpenzo
EL6751 native support
Category: General LinuxCNC Questions
- vre
- vre
03 Mar 2025 07:04
Replied by vre on topic X axis following Y axis
X axis following Y axis
Category: Advanced Configuration
- NTULINUX
03 Mar 2025 06:48
Replied by NTULINUX on topic Gentoo Image, Which Applications are in and Which are Out
Gentoo Image, Which Applications are in and Which are Out
Category: General LinuxCNC Questions
")
Time to create page: 0.333 seconds