Search Results (Searched for: )
- andrax

28 Apr 2026 09:59
Replied by andrax on topic (Solved) G43 not being applied in g-code
(Solved) G43 not being applied in g-code
Category: General LinuxCNC Questions
- rodw

28 Apr 2026 09:56
Replied by rodw on topic Did Anyone Else Have Trouble With EBAY Yesterday?
Did Anyone Else Have Trouble With EBAY Yesterday?
Category: Off Topic and Test Posts
- my1987toyota

28 Apr 2026 09:46
Did Anyone Else Have Trouble With EBAY Yesterday? was created by my1987toyota
Did Anyone Else Have Trouble With EBAY Yesterday?
Category: Off Topic and Test Posts
- abs32
- abs32
28 Apr 2026 08:30
Replied by abs32 on topic How to fix "Queue is not empty after probing"
How to fix "Queue is not empty after probing"
Category: General LinuxCNC Questions
- xenon-alien

28 Apr 2026 07:58 - 28 Apr 2026 08:14
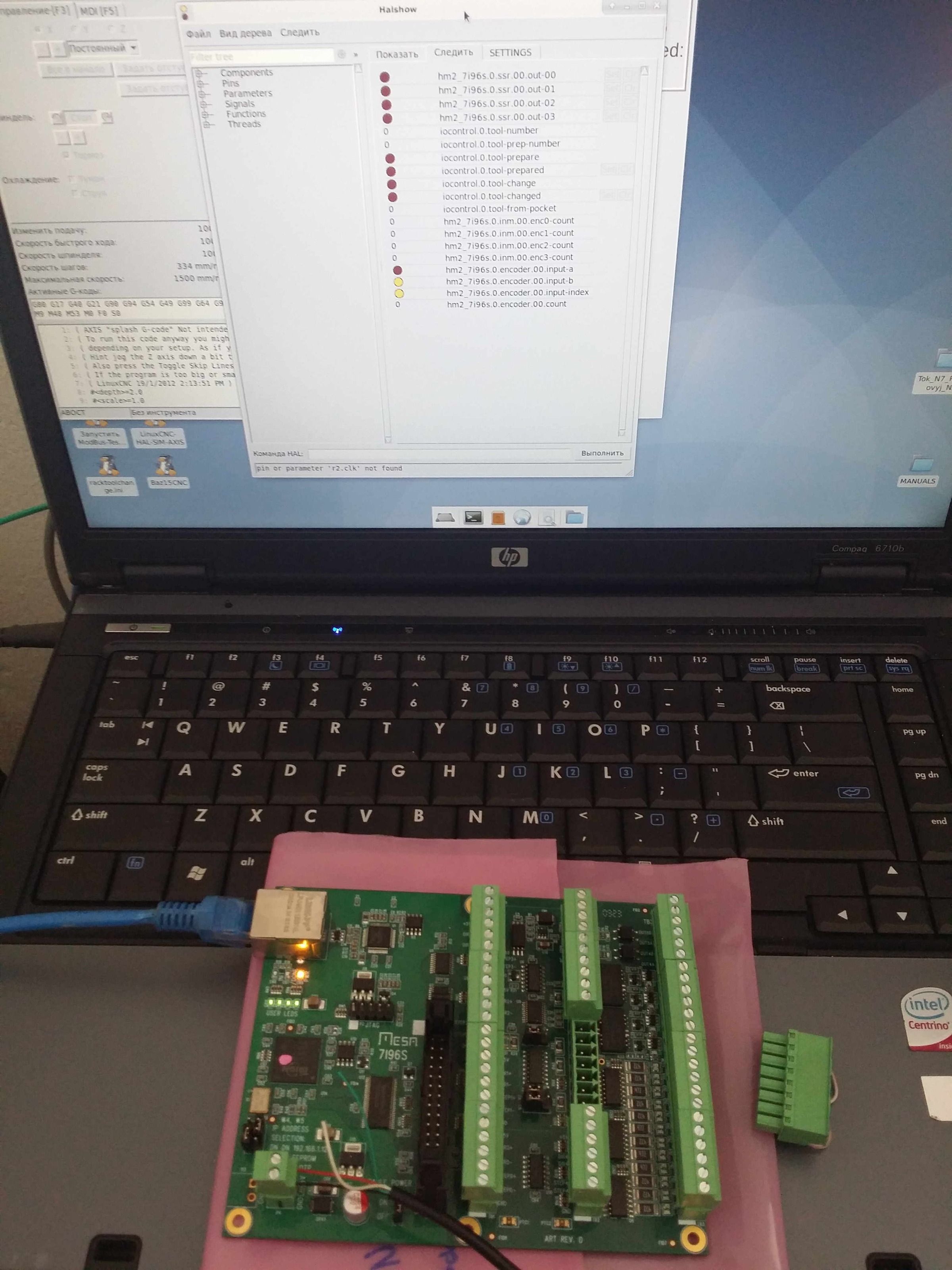
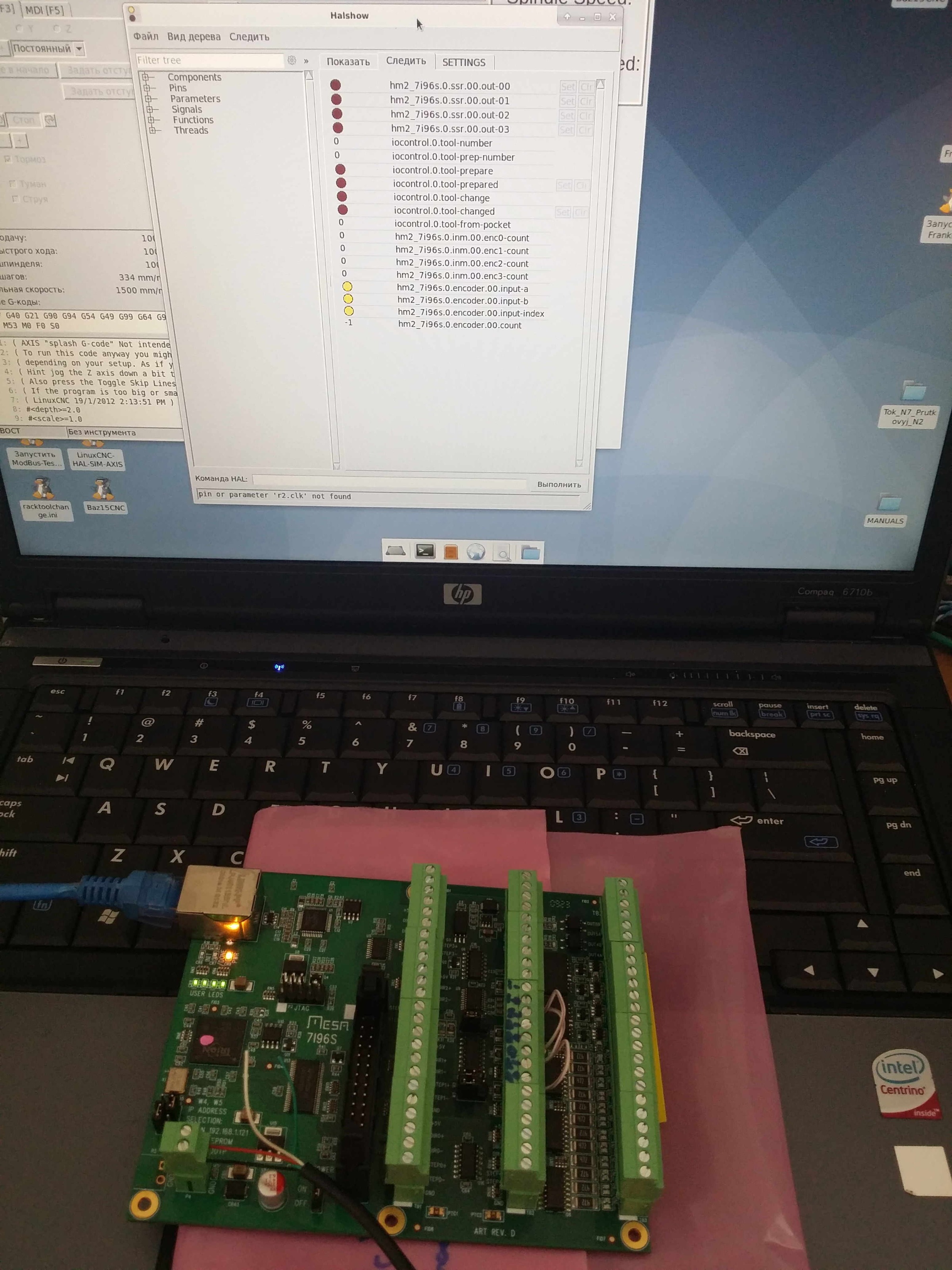
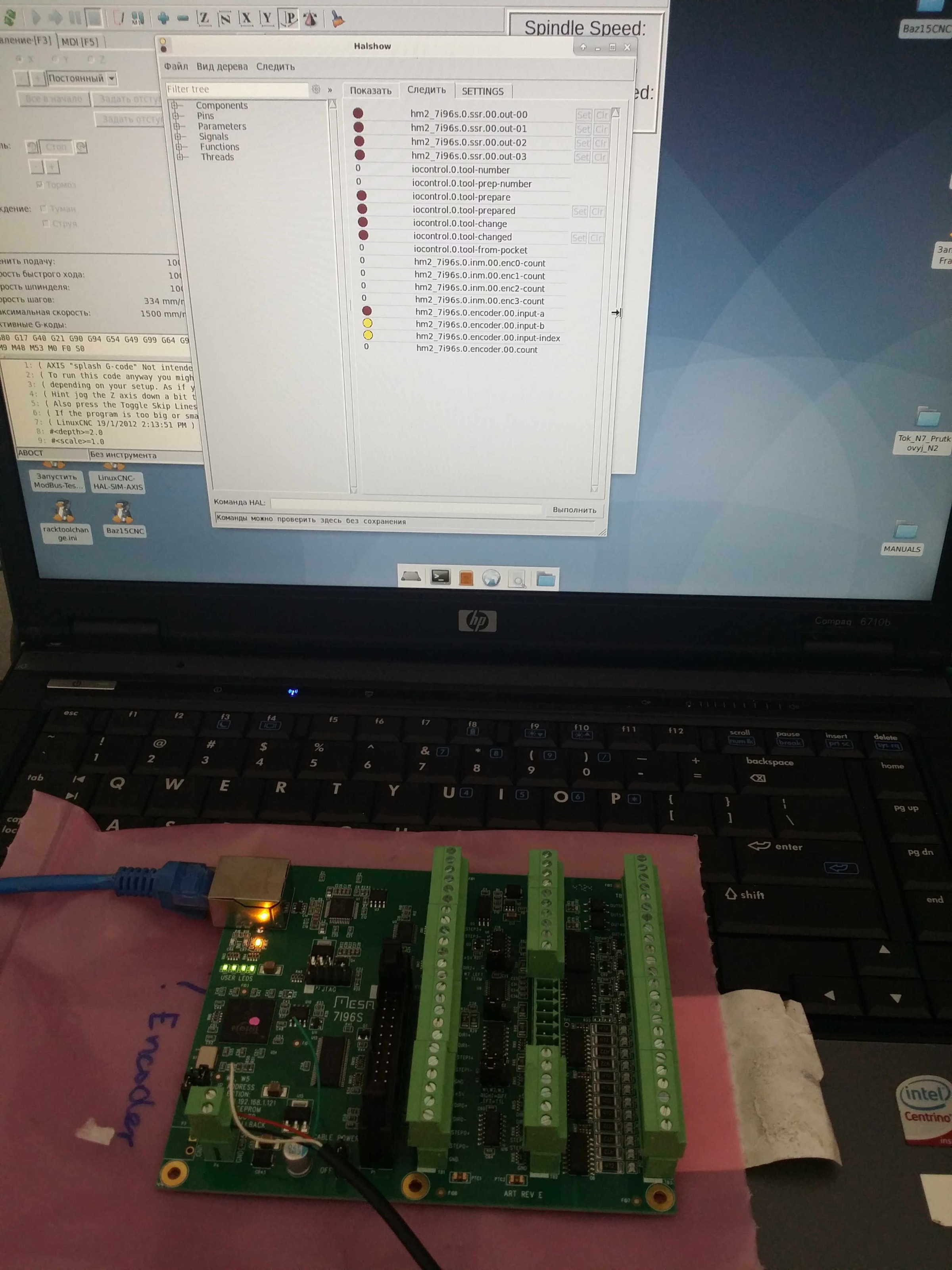
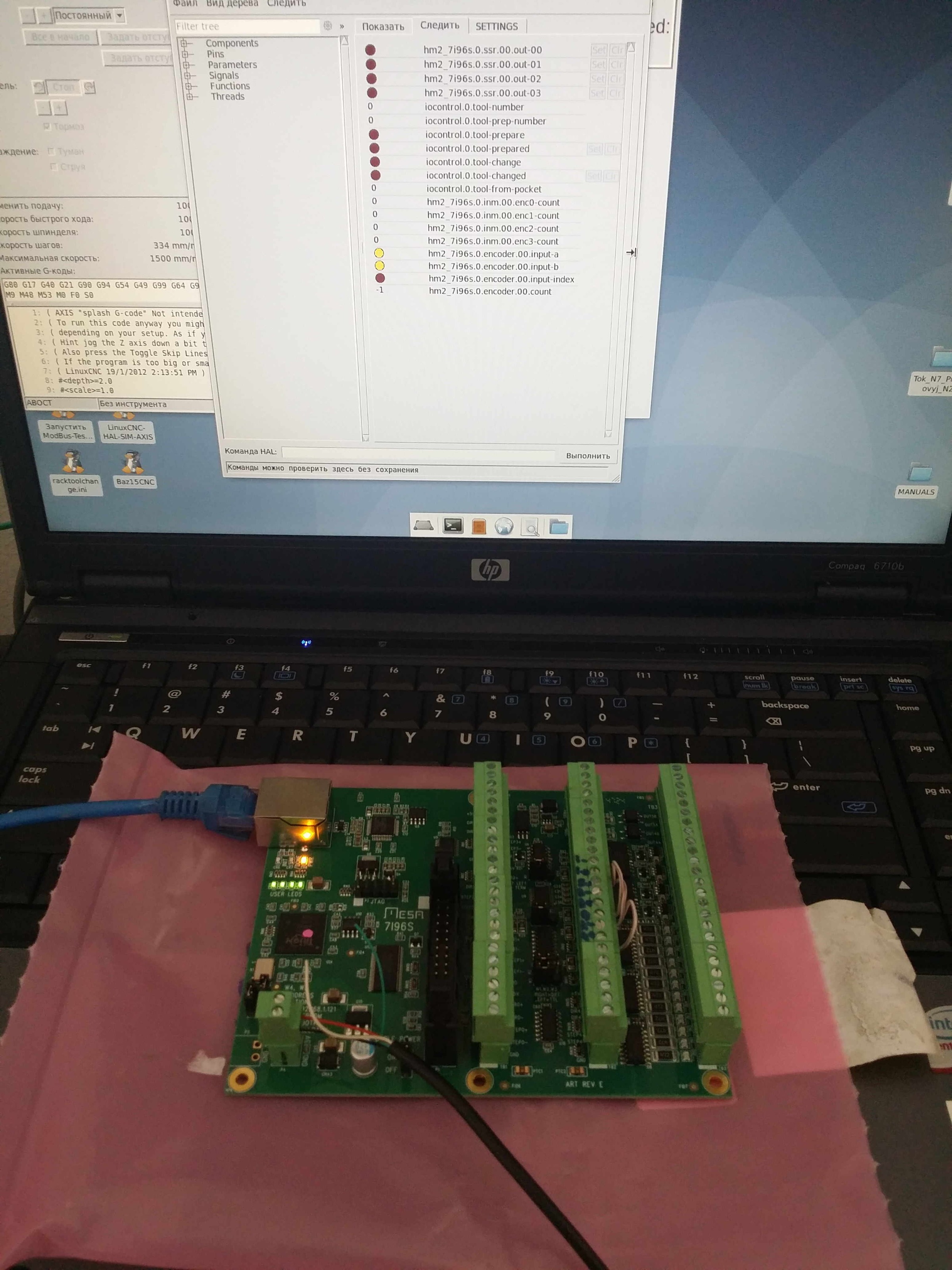
Replied by xenon-alien on topic 7i96S card arrived what setup is recomended
7i96S card arrived what setup is recomended
Category: Driver Boards
- grandixximo

28 Apr 2026 06:55
- grandixximo
28 Apr 2026 06:50
Replied by grandixximo on topic How to fix "Queue is not empty after probing"
How to fix "Queue is not empty after probing"
Category: General LinuxCNC Questions
- spumco
- spumco
27 Apr 2026 21:32
Replied by spumco on topic (Solved) G43 not being applied in g-code
(Solved) G43 not being applied in g-code
Category: General LinuxCNC Questions
- COFHAL
- COFHAL
27 Apr 2026 21:10 - 27 Apr 2026 21:18
- rodw
27 Apr 2026 21:03
 . However, I’m a bit hesitant to publish it. As far as I know, the EtherCAT logo is protected.
. However, I’m a bit hesitant to publish it. As far as I know, the EtherCAT logo is protected.- Surmetall

27 Apr 2026 16:44 - 27 Apr 2026 16:47
Replied by Surmetall on topic LinuxCNC and Beckhoff AX5000 servo drives
LinuxCNC and Beckhoff AX5000 servo drives
Category: EtherCAT
- RotarySMP

27 Apr 2026 16:38
Replied by RotarySMP on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
Category: Show Your Stuff
- PCW

27 Apr 2026 16:28
Replied by PCW on topic Mesa 6i25 - Mesa 7i76U - Omron MX2 wiring
Mesa 6i25 - Mesa 7i76U - Omron MX2 wiring
Category: Basic Configuration
- djdelorie
- djdelorie
27 Apr 2026 14:28
Replied by djdelorie on topic Probe tripped during non-probe move deadlock
Probe tripped during non-probe move deadlock
Category: General LinuxCNC Questions
")
- tommylight

27 Apr 2026 13:47
Replied by tommylight on topic WHB04B-4 nie działa płynnie
WHB04B-4 nie działa płynnie
Category: General LinuxCNC Questions
Time to create page: 1.032 seconds