Search Results (Searched for: )
- beauxnez
- beauxnez
03 Jan 2025 12:47

- Peto

03 Jan 2025 12:46
- Odiug
- Odiug
03 Jan 2025 12:38
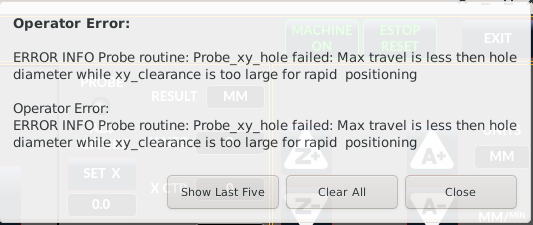
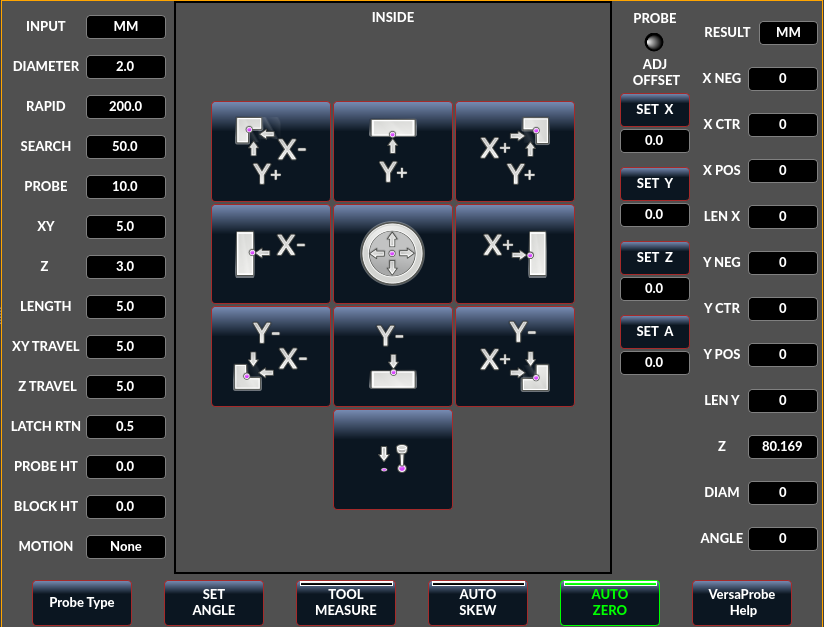
Replied by Odiug on topic QtDragon PROBE: understanding popup error message
QtDragon PROBE: understanding popup error message
Category: Qtvcp
- CNCGOOS
- CNCGOOS
03 Jan 2025 12:22
Replied by CNCGOOS on topic encoder to change PWM value to VFD
encoder to change PWM value to VFD
Category: Computers and Hardware
- radom
- radom
03 Jan 2025 11:59
Replied by radom on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- zelo
- zelo
03 Jan 2025 11:53 - 03 Jan 2025 12:16
Replied by zelo on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
 .
.- BSOD
- BSOD
03 Jan 2025 11:26
Replied by BSOD on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- tommylight

03 Jan 2025 11:18
Replied by tommylight on topic Some 3D printing advice to start this section
Some 3D printing advice to start this section
Category: Additive Manufacturing
- tommylight
03 Jan 2025 11:08
- tommylight
03 Jan 2025 11:05
Replied by tommylight on topic Estop all the axes that scroll at low speed, a few hundredths per second
Estop all the axes that scroll at low speed, a few hundredths per second
Category: General LinuxCNC Questions
- my1987toyota

03 Jan 2025 11:00
Replied by my1987toyota on topic Some 3D printing advice to start this section
Some 3D printing advice to start this section
Category: Additive Manufacturing
- Guytou
- Guytou
03 Jan 2025 10:41
encoder to change PWM value to VFD was created by Guytou
encoder to change PWM value to VFD
Category: Computers and Hardware
- Edi_48
- Edi_48
03 Jan 2025 10:39
- Odiug
- Odiug
03 Jan 2025 10:37
QtDragon PROBE: understanding popup error message was created by Odiug
QtDragon PROBE: understanding popup error message
Category: Qtvcp
- Cant do this anymore bye all

03 Jan 2025 09:09
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
Time to create page: 0.415 seconds