Search Results (Searched for: )
- PCW

31 Mar 2026 19:42 - 31 Mar 2026 19:57
Replied by PCW on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- tommylight

31 Mar 2026 19:34
Replied by tommylight on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- Lcvette

31 Mar 2026 19:28
Replied by Lcvette on topic 30 Second timeout before opening and E-Stop button not clicking...
30 Second timeout before opening and E-Stop button not clicking...
Category: QtPyVCP
- TAKUYA
- TAKUYA
31 Mar 2026 19:18
- susan-parker
- susan-parker
31 Mar 2026 19:16
Replied by susan-parker on topic 30 Second timeout before opening and E-Stop button not clicking...
30 Second timeout before opening and E-Stop button not clicking...
Category: QtPyVCP
- grossm5000
- grossm5000
31 Mar 2026 19:05
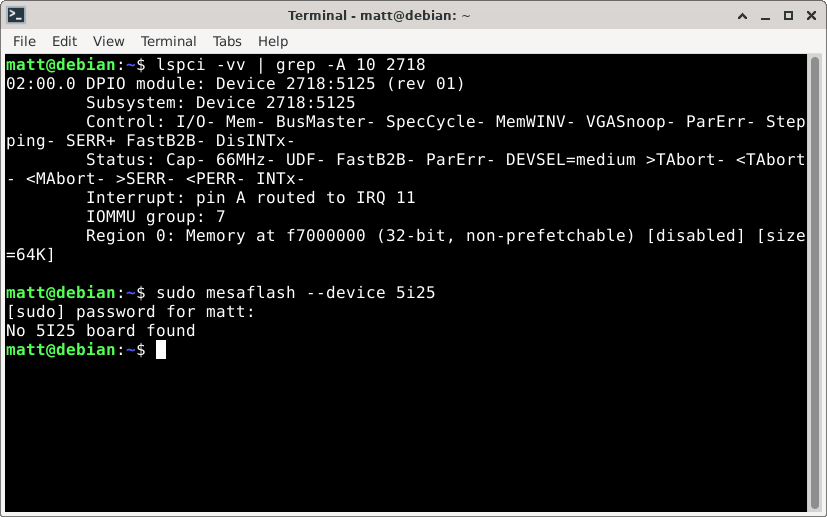
Replied by grossm5000 on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- PCW
31 Mar 2026 18:20
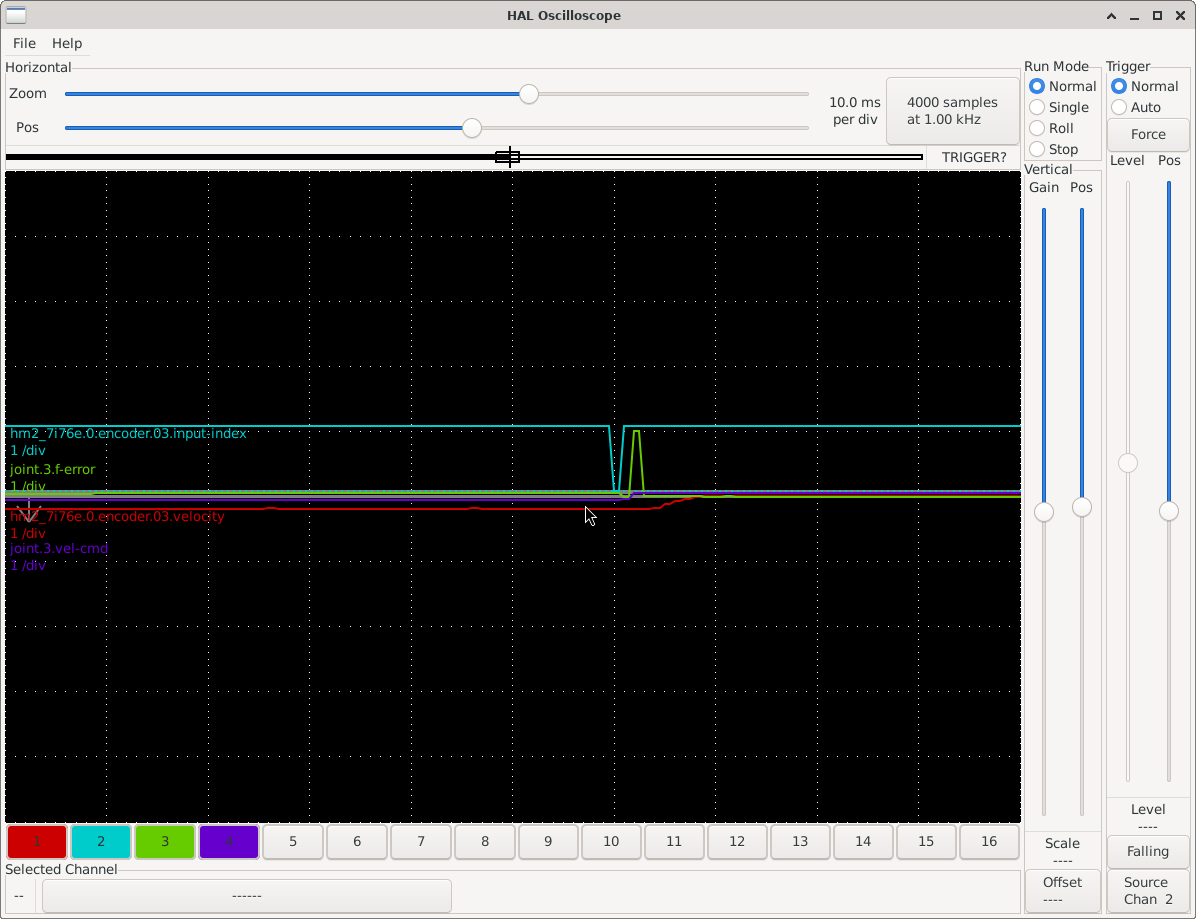
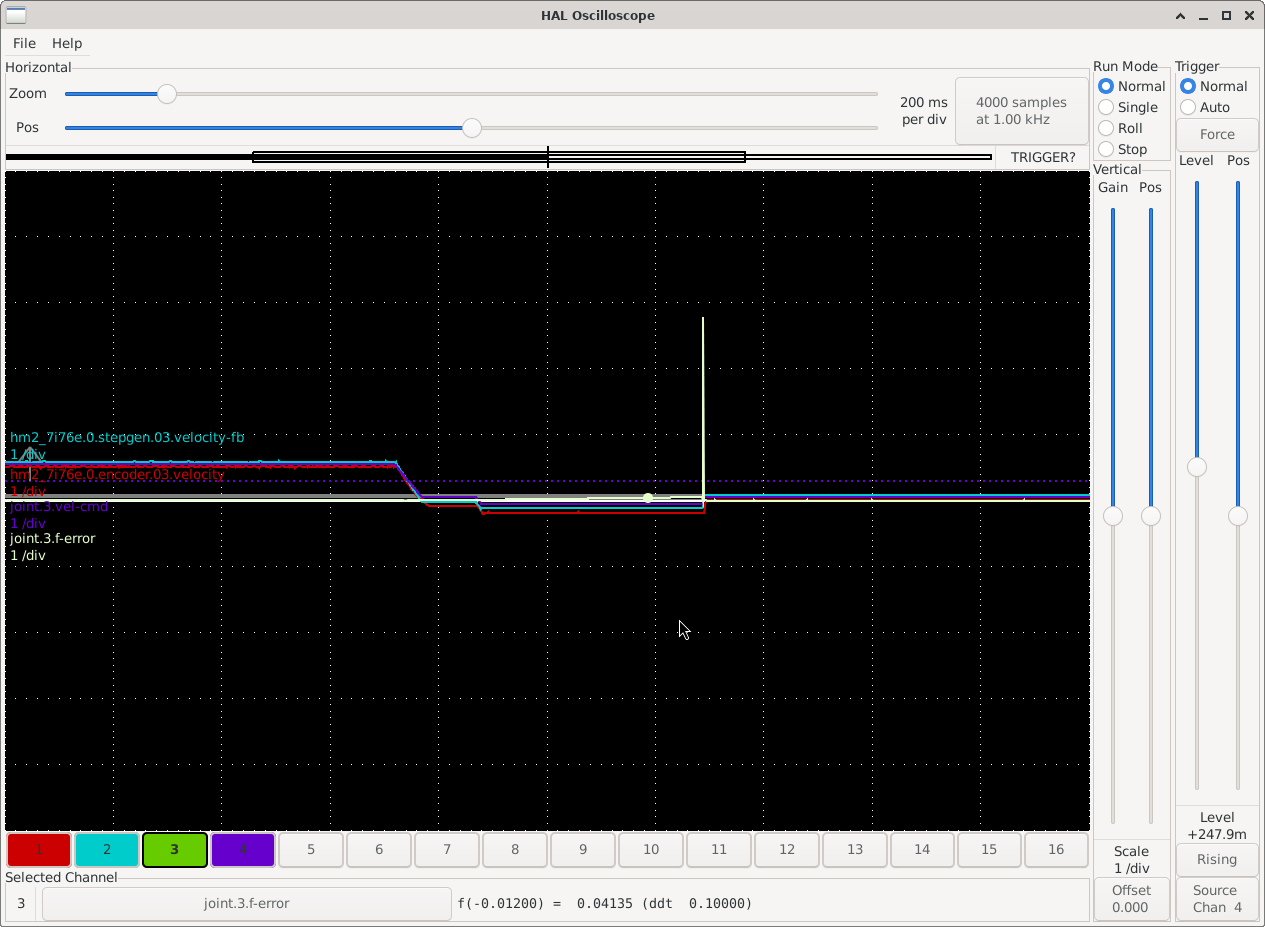
Replied by PCW on topic Homing To Index Following Error
Homing To Index Following Error
Category: Advanced Configuration
- ruediger123
- ruediger123
31 Mar 2026 17:40
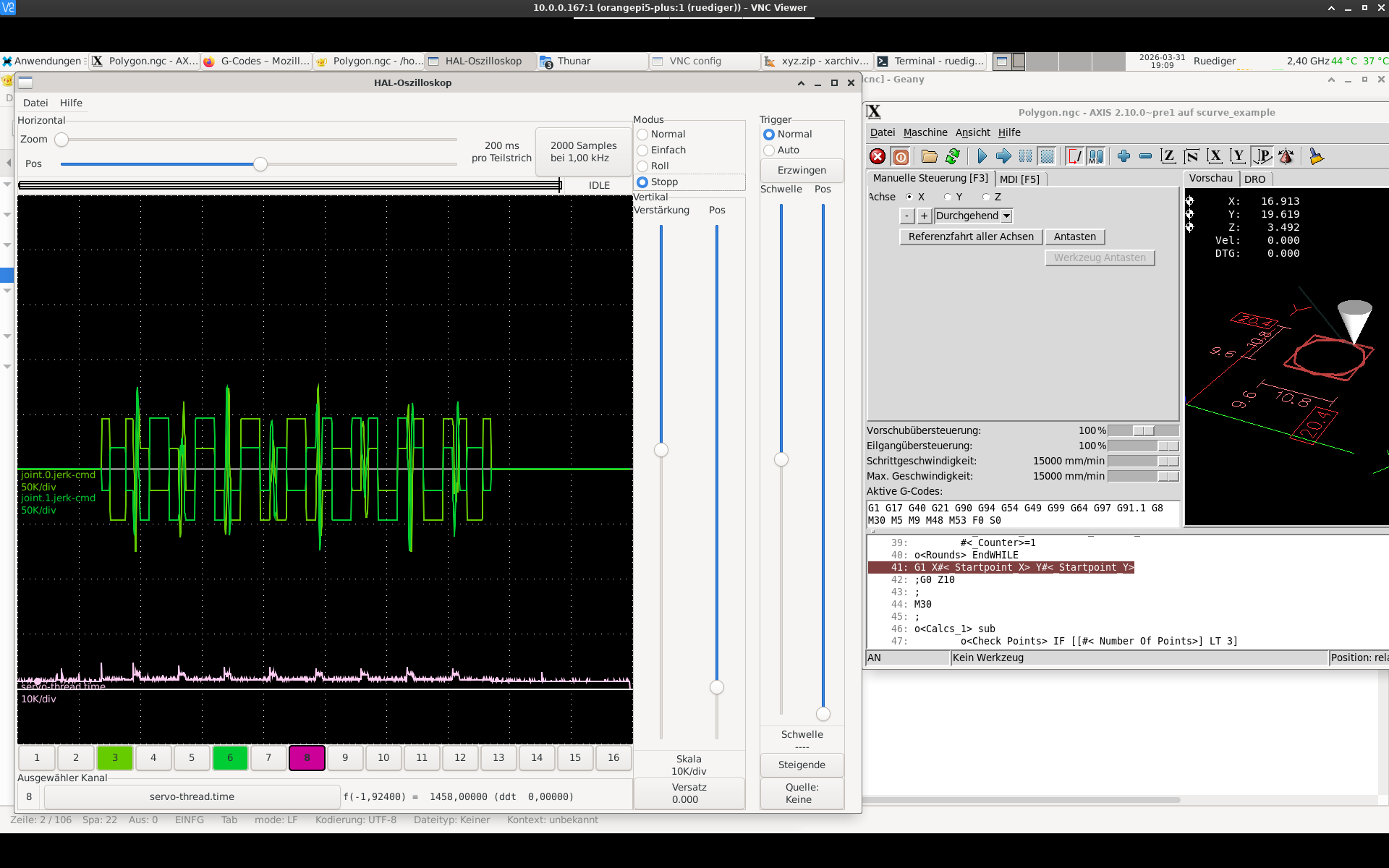
Replied by ruediger123 on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- motionmasterupgrade
- motionmasterupgrade
31 Mar 2026 17:39 - 10 Apr 2026 02:42
MotionMaster Upgrade was created by motionmasterupgrade
MotionMaster Upgrade
Category: General LinuxCNC Questions
- T_D
- T_D
31 Mar 2026 17:20
Replied by T_D on topic Hilfe bei Retrofit – Spindel ruckelt & Mesa-Konfiguration
Hilfe bei Retrofit – Spindel ruckelt & Mesa-Konfiguration
Category: General LinuxCNC Questions
- T_D
- T_D
31 Mar 2026 17:18
- spumco
- spumco
31 Mar 2026 16:14
Need help with Bash M-code was created by spumco
Need help with Bash M-code
Category: General LinuxCNC Questions
- Todd Zuercher

31 Mar 2026 11:15
Replied by Todd Zuercher on topic Homing To Index Following Error
Homing To Index Following Error
Category: Advanced Configuration
- Todd Zuercher
31 Mar 2026 10:24
Replied by Todd Zuercher on topic Homing To Index Following Error
Homing To Index Following Error
Category: Advanced Configuration
- Todd Zuercher
31 Mar 2026 10:20 - 31 Mar 2026 10:22
Homing To Index Following Error was created by Todd Zuercher
Homing To Index Following Error
Category: Advanced Configuration
Time to create page: 0.370 seconds