Gmoccapy - A new screen for linuxcnc
- jbunch
- Offline
- Senior Member
-

Less
More
- Posts: 79
- Thank you received: 3
02 Jan 2014 04:51 #42271
by jbunch
Replied by jbunch on topic Gmoccapy - A new screen for linuxcnc
Hi Norbert
I have been unable to reproduce the run problem at this point.
My gut feeling is it has to do with the first run when I received the (not in auto mode error).
I will keep working on it.
Jim
I have been unable to reproduce the run problem at this point.
My gut feeling is it has to do with the first run when I received the (not in auto mode error).
I will keep working on it.
Jim
Please Log in or Create an account to join the conversation.
- jbunch
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 3
06 Jan 2014 06:22 - 06 Jan 2014 06:25 #42377
by jbunch
Replied by jbunch on topic Gmoccapy - A new screen for linuxcnc
Norbert,
How do I use my keyboard and keypad in MDI mode.
Jim
How do I use my keyboard and keypad in MDI mode.
Jim
Last edit: 06 Jan 2014 06:25 by jbunch.
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
06 Jan 2014 20:31 - 06 Jan 2014 20:33 #42385
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Hallo Jim,
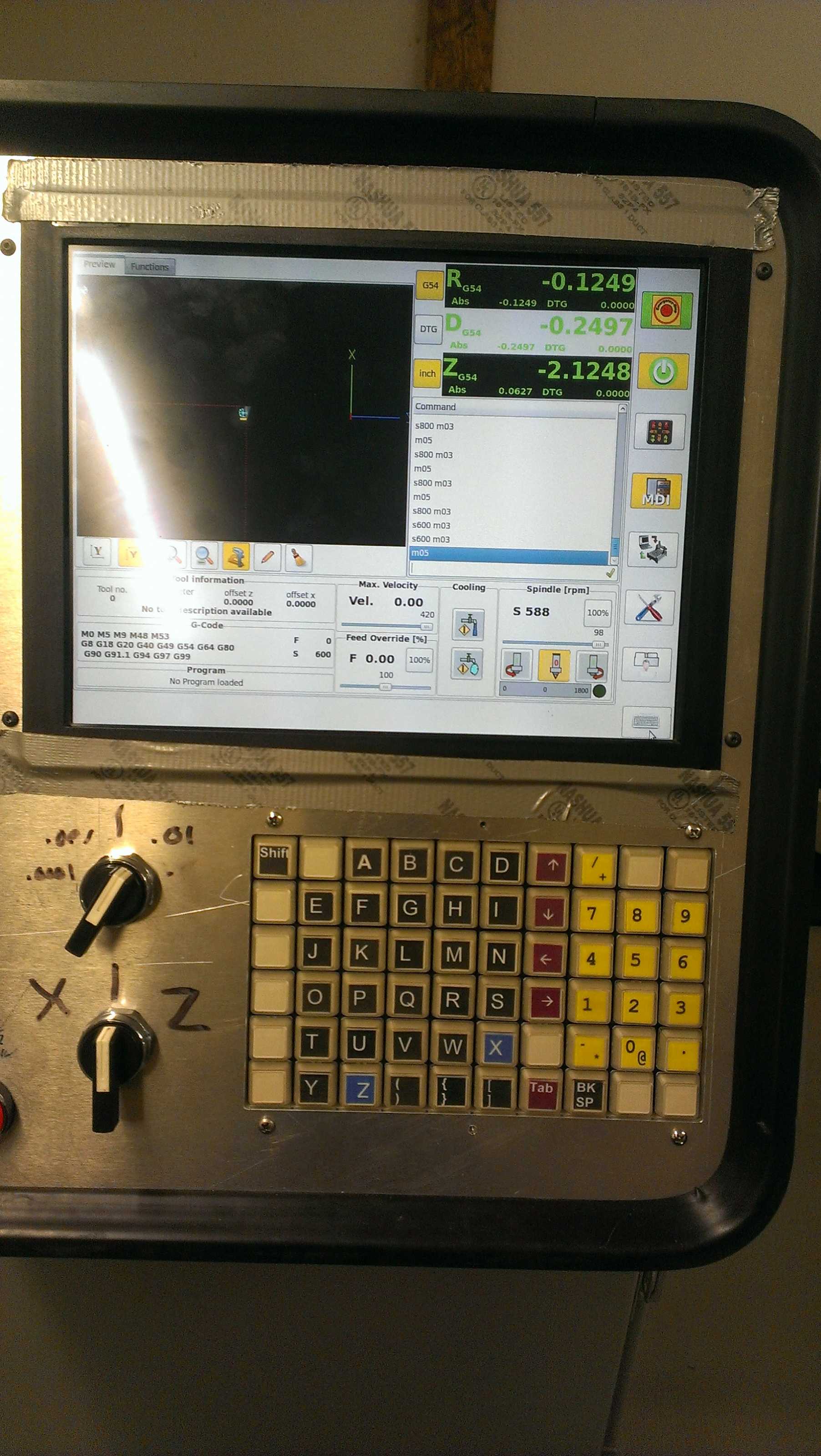
Nice fixture of the monitor")
What size is it? 10 or 15 "?
Type and Model would be nice.
if the keypad works as a keyboard, it should work out of the box, but if not, you will have to create some component, to translate the signals emmitted from your panel to keyboard events.
Norbert
P.S.
I see on the foto, that you are using the screen with shown DRO Button, are they important for you?
I was thinking about deleting them, as switching happens automaticaly according to gcode.
Do you work with metric dro, while your machine is in imperial?
Nice fixture of the monitor
What size is it? 10 or 15 "?
Type and Model would be nice.
if the keypad works as a keyboard, it should work out of the box, but if not, you will have to create some component, to translate the signals emmitted from your panel to keyboard events.
Norbert
P.S.
I see on the foto, that you are using the screen with shown DRO Button, are they important for you?
I was thinking about deleting them, as switching happens automaticaly according to gcode.
Do you work with metric dro, while your machine is in imperial?
Last edit: 06 Jan 2014 20:33 by newbynobi.
Please Log in or Create an account to join the conversation.
- probamo
-
- Offline
- Premium Member
-

Less
More
- Posts: 139
- Thank you received: 9
07 Jan 2014 01:30 #42389
by probamo
Replied by probamo on topic Gmoccapy - A new screen for linuxcnc
Dear All,
first of all a very Happy New Year.
Norbert,
is it possible to put gmoccapy under LinuxCNC 2.5.3. edition?
Thanks,
Dejan
first of all a very Happy New Year.
Norbert,
is it possible to put gmoccapy under LinuxCNC 2.5.3. edition?
Thanks,
Dejan
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-
Less
More
- Posts: 7342
- Thank you received: 2164
07 Jan 2014 08:30 #42417
by cmorley
No it's not. Gmoccapy uses features only in the development version (master aka 2.6)
Chris M
Replied by cmorley on topic Gmoccapy - A new screen for linuxcnc
Dear All,
first of all a very Happy New Year.
Norbert,
is it possible to put gmoccapy under LinuxCNC 2.5.3. edition?
Thanks,
Dejan
No it's not. Gmoccapy uses features only in the development version (master aka 2.6)
Chris M
Please Log in or Create an account to join the conversation.
- jbunch
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 3
07 Jan 2014 13:52 #42426
by jbunch
Replied by jbunch on topic Gmoccapy - A new screen for linuxcnc
Norbert,
The monitor is a Planar 12 inch Made in Beaverton Oregon. It was made for cars (think cops). It outputs 1200 nits super brite.
The touchscreen module is LED around the outside edge. Last but least it runs on 12 volts DC. I purchased it for $170.00 surplus.
My whole control system, Computer keyboards etc. run off a single 24volt DC 10 amp power supply. I use a 24volt to 12 volt converter for the monitor.
I use a 160 watt car Power supply that runs off 24 volts for the The PC. The Motherboard is an Intel mini ITX board. All limits etc. are 24volt.
Everything was chosen to run off the single 24 volt PS. There is only 1 220 volt connection in the servo power supply cabinet.
All other supply voltages are 24 volts or less. It makes things neat and safe.
Some how the keyboard locked up. I have never seen that. It was after I disabled the keyboard in MIDI.
The keyboard is an Preh 60 key programable.
I use SAE or what you call imperial. I prefer manual changes auto switching on the DRO. So yes I would like to keep the buttons.
PS.
Sorry for the duct tape. I have not machined the new bezel yet so it looks crude. I also have not engraved the new front panel.
I am still working on what is and is not needed for easy operation.
Thanks for your work Norbert.
Jim
The monitor is a Planar 12 inch Made in Beaverton Oregon. It was made for cars (think cops). It outputs 1200 nits super brite.
The touchscreen module is LED around the outside edge. Last but least it runs on 12 volts DC. I purchased it for $170.00 surplus.
My whole control system, Computer keyboards etc. run off a single 24volt DC 10 amp power supply. I use a 24volt to 12 volt converter for the monitor.
I use a 160 watt car Power supply that runs off 24 volts for the The PC. The Motherboard is an Intel mini ITX board. All limits etc. are 24volt.
Everything was chosen to run off the single 24 volt PS. There is only 1 220 volt connection in the servo power supply cabinet.
All other supply voltages are 24 volts or less. It makes things neat and safe.
Some how the keyboard locked up. I have never seen that. It was after I disabled the keyboard in MIDI.
The keyboard is an Preh 60 key programable.
I use SAE or what you call imperial. I prefer manual changes auto switching on the DRO. So yes I would like to keep the buttons.
PS.
Sorry for the duct tape. I have not machined the new bezel yet so it looks crude. I also have not engraved the new front panel.
I am still working on what is and is not needed for easy operation.
Thanks for your work Norbert.
Jim
Please Log in or Create an account to join the conversation.
- probamo
-
- Offline
- Premium Member
-
Less
More
- Posts: 139
- Thank you received: 9
07 Jan 2014 17:50 #42428
by probamo
Replied by probamo on topic Gmoccapy - A new screen for linuxcnc
Chris,
is there any updated news when 2.6.0. will see the bright of a day?
Thanks,
is there any updated news when 2.6.0. will see the bright of a day?
Thanks,
Please Log in or Create an account to join the conversation.
- mariusl
-

- Offline
- Platinum Member
-

08 Jan 2014 13:42 - 08 Jan 2014 13:44 #42472
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Hi Norbert
I am busy testing my mill setup and I am using the attached script to replace the hal_manualtoolchange that comes with LCNC. This script works well in Axis but I found some issues with Gmoccapy screen. The script allows you to move the machine during tool change.
The scrip should place the system back to auto mode when the tool change is finished but it somehow does not do so. If I change the mode to auto by hand and vring the popup forward by hand, it all works fine.
Can you please see if we can work with this script with Gmoccapy?
P.S. There is s wiki on this script as well. wiki page
I am busy testing my mill setup and I am using the attached script to replace the hal_manualtoolchange that comes with LCNC. This script works well in Axis but I found some issues with Gmoccapy screen. The script allows you to move the machine during tool change.
The scrip should place the system back to auto mode when the tool change is finished but it somehow does not do so. If I change the mode to auto by hand and vring the popup forward by hand, it all works fine.
Can you please see if we can work with this script with Gmoccapy?
P.S. There is s wiki on this script as well. wiki page
Regards
Marius
www.bluearccnc.com
Last edit: 08 Jan 2014 13:44 by mariusl.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
08 Jan 2014 15:26 - 08 Jan 2014 15:29 #42478
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Halo Marius,
I just took a short look on the script, it seems to be very old, as it does import emc, not linuxcnc!
gmoccapy had some problems switching modes from external, but I solved that out with 0.9.9.7
What version do you use actualy?
That could be allready the problem, but.....
I would not suggest to use that script, as it may mess all gmoccapy settings, controls and so on up!
I am just writing an manual tool change with tool measurement remap procedure for gmoccapy, it does run alredy fine, afetr a lot of problems, but I need to include some more stuff to release it.
The user will be asked with the dialog, if he wants to measure the tool or not, (if you switch to a edge finder you surely do not want to measure it's length. also a milling head may not fit to your length probe.
The remap will be done mostly with a gcode subroutine, so it is easy to move to a lool change position etc.
So please understand, that I will not invest time at this development state to include the "patch" you mention here.
Why do you have to move the machine during the tool change? Or what else is needed?
If what you want can be done with gcode, please wait about 2 weeks for me to finish my work.
Unfortunately a German user found a bug, setting the machine in wrong machine units, after a fresh install and with no preference file, so I am forced to do a big rework on the preference and status side of gmoccapy, and this must to be done first, because bugs are more important to solve than features, even if they are only of limited importance. If you do not work this way, we will have to live later with a huge amount of patchwork and work arounds, because we did not solve the real problem.
Unfortunately there are some examples of that also in linuxcnc, as I noticed programming the remap implimentation, like line number handling.
Norbert
I just took a short look on the script, it seems to be very old, as it does import emc, not linuxcnc!
gmoccapy had some problems switching modes from external, but I solved that out with 0.9.9.7
What version do you use actualy?
That could be allready the problem, but.....
I would not suggest to use that script, as it may mess all gmoccapy settings, controls and so on up!
I am just writing an manual tool change with tool measurement remap procedure for gmoccapy, it does run alredy fine, afetr a lot of problems, but I need to include some more stuff to release it.
The user will be asked with the dialog, if he wants to measure the tool or not, (if you switch to a edge finder you surely do not want to measure it's length. also a milling head may not fit to your length probe.
The remap will be done mostly with a gcode subroutine, so it is easy to move to a lool change position etc.
So please understand, that I will not invest time at this development state to include the "patch" you mention here.
Why do you have to move the machine during the tool change? Or what else is needed?
If what you want can be done with gcode, please wait about 2 weeks for me to finish my work.
Unfortunately a German user found a bug, setting the machine in wrong machine units, after a fresh install and with no preference file, so I am forced to do a big rework on the preference and status side of gmoccapy, and this must to be done first, because bugs are more important to solve than features, even if they are only of limited importance. If you do not work this way, we will have to live later with a huge amount of patchwork and work arounds, because we did not solve the real problem.
Unfortunately there are some examples of that also in linuxcnc, as I noticed programming the remap implimentation, like line number handling.
Norbert
Last edit: 08 Jan 2014 15:29 by newbynobi.
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
08 Jan 2014 15:41 #42479
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Thanks for the reply Norbert. I did not really want you to include this patch just your point of view was good. Thanks. I might have sent you the old version of the script. There is a new one that is redone for LCNC (emc removed). It is working ok for now just the return to auto mode is gone.
The reason that I am going to the script is because I used Gcode to do toolchange and found that if I use a call to a subroutine or a macro, the back plot does not display the job any more. I have a macro on a button that does the tool length measurement.
I will wait for your release before I look at this again.
P.S. If you use a router type of mill then you dont have the luxury of tool holders so the tool table does not work. Every tool must be zeroed at every tool change. For this you may have to move the machine.
The reason that I am going to the script is because I used Gcode to do toolchange and found that if I use a call to a subroutine or a macro, the back plot does not display the job any more. I have a macro on a button that does the tool length measurement.
I will wait for your release before I look at this again.
P.S. If you use a router type of mill then you dont have the luxury of tool holders so the tool table does not work. Every tool must be zeroed at every tool change. For this you may have to move the machine.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.200 seconds