Gmoccapy - A new screen for linuxcnc
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4644
05 Apr 2014 23:21 #45588
by andypugh
I just thought I would put in a word for "Touchy" here, which is what I am using on my mill. I don't know how well it would work on a lathe.
Touchy insists on physical switches and a jogwheel rather than allowing touchscreen jogging. I confess that I rather support that decision (and is a slight objection I have to Gscreen and Gmoccapy)
Replied by andypugh on topic Gmoccapy - A new screen for linuxcnc
it is the first screen that I have found that looks like it was designed to be used at the machine, instead of at a desktop with a mouse.
I just thought I would put in a word for "Touchy" here, which is what I am using on my mill. I don't know how well it would work on a lathe.
Touchy insists on physical switches and a jogwheel rather than allowing touchscreen jogging. I confess that I rather support that decision (and is a slight objection I have to Gscreen and Gmoccapy)
Please Log in or Create an account to join the conversation.
- todmorg
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 0
06 Apr 2014 00:42 #45591
by todmorg
Replied by todmorg on topic Gmoccapy - A new screen for linuxcnc
Andy,
That was the info I needed. When I ran stepconf, I had it include a blank ladder program, and that was causing the error. Now I can move forward.
Thanks!
Todd
That was the info I needed. When I ran stepconf, I had it include a blank ladder program, and that was causing the error. Now I can move forward.
Thanks!
Todd
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
06 Apr 2014 01:25 #45593
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Halo Andy,
Thanks for the support, I am on holliday and have only my phone here.
Give me some more time and be aware of luminos. I am sure it will be your GUI.
Norbert
Thanks for the support, I am on holliday and have only my phone here.
Give me some more time and be aware of luminos. I am sure it will be your GUI.
Norbert
Please Log in or Create an account to join the conversation.
- Swapper
- Offline
- Junior Member
-

Less
More
- Posts: 20
- Thank you received: 0
07 Apr 2014 16:50 #45644
by Swapper
Replied by Swapper on topic Gmoccapy - A new screen for linuxcnc
Hi
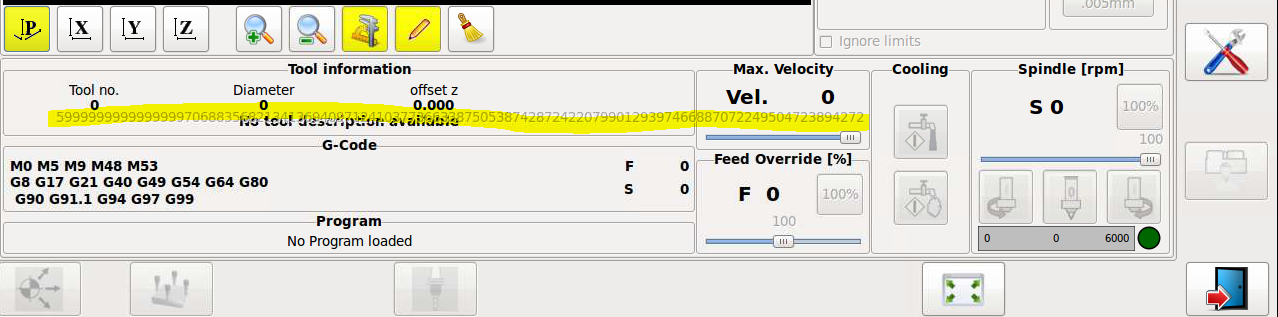
Have a anoying problem that i get a long line of numbers.
Anyone got any thaughts on what i have done wrong?
Have a anoying problem that i get a long line of numbers.
Anyone got any thaughts on what i have done wrong?
Please Log in or Create an account to join the conversation.
- mariusl
-

- Offline
- Platinum Member
-

07 Apr 2014 17:01 #45645
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Hi
Look in the INI file under the [TRAJ] section you will find and entry MAX_LINEAR_VELOCITY = xxx. Change that entry to MAX_VELOCITY = xxx
Look in the INI file under the [TRAJ] section you will find and entry MAX_LINEAR_VELOCITY = xxx. Change that entry to MAX_VELOCITY = xxx
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- Swapper
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 0
07 Apr 2014 18:05 #45648
by Swapper
Replied by Swapper on topic Gmoccapy - A new screen for linuxcnc
Thanx!
Now the numbers are gone.
Now the numbers are gone.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
07 Apr 2014 22:04 #45655
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
I did report that error from stepconf allready, should be fixed from Chris soon.
Norbert
Norbert
Please Log in or Create an account to join the conversation.
- Swapper
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 0
12 Apr 2014 04:28 #45870
by Swapper
Replied by Swapper on topic Gmoccapy - A new screen for linuxcnc
Hi Norbert!
im a totaly new user to LinuxCNC and this screenset have given me a realy good feeling for LinuxCNC (changed to gmoccapy directly)
i have a question/suggestion regarding the "Auto Tool Measurement" function.
i watched the videos and i think i understand how it works and it looks very handy.
Have not tried it yet though but got thinking of the step where you messure the blockhight with a digital caliper.
Would it be possible to make that step with the use of a spindle probe?
Then it would be:
1. Mount spindle probe in spindle
2. Jog the machine over the corner on the raw stock
3. press a button (macro) related to what corner to find xyz with the help of the spindle probe.
(Or only z probe at current position if its center of a circle that cant be probed)
4. When done, ask for toolchange to tool in gcode if loaded.
5. Mesure the tool length with the tool-probe/plate.
6. Continue program.
To get this to work one could combine the Gmoccapy tool Measurement with this macros for probing?
timeguy.com/cradek/01262579508
wiki.linuxcnc.org/cgi-bin/wiki.pl?Gmocca...uto_Tool_Measurement
im a totaly new user to LinuxCNC and this screenset have given me a realy good feeling for LinuxCNC (changed to gmoccapy directly)
i have a question/suggestion regarding the "Auto Tool Measurement" function.
i watched the videos and i think i understand how it works and it looks very handy.
Have not tried it yet though but got thinking of the step where you messure the blockhight with a digital caliper.
Would it be possible to make that step with the use of a spindle probe?
Then it would be:
1. Mount spindle probe in spindle
2. Jog the machine over the corner on the raw stock
3. press a button (macro) related to what corner to find xyz with the help of the spindle probe.
(Or only z probe at current position if its center of a circle that cant be probed)
4. When done, ask for toolchange to tool in gcode if loaded.
5. Mesure the tool length with the tool-probe/plate.
6. Continue program.
To get this to work one could combine the Gmoccapy tool Measurement with this macros for probing?
timeguy.com/cradek/01262579508
wiki.linuxcnc.org/cgi-bin/wiki.pl?Gmocca...uto_Tool_Measurement
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
13 Apr 2014 17:44 #45903
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Hallo Swapper,
sorry for the late answer, I have been on holiday.
Thanks for your compliments, and suggestions.
What you want to do is possible, but at the moment I will not integrate it as standard to gmoccapy, because IMHO not many users have a touch probe for spindle mount, but many do have a caliper")
But this is gmoccapy, so it is quiet easy to solve that for you.
First read the WIKI Section about macros, you can add the touch off routines as macros, so that your touch off behavior can be done with one click.
And second step would be modify the tool_change_remap pocedure. You only have to change the change.ngc file to your needs and you are done. You may not need the block height entry for your configuration, because you may use your probe as reference tool and just compensate the others.
Norbert
sorry for the late answer, I have been on holiday.
Thanks for your compliments, and suggestions.
What you want to do is possible, but at the moment I will not integrate it as standard to gmoccapy, because IMHO not many users have a touch probe for spindle mount, but many do have a caliper
But this is gmoccapy, so it is quiet easy to solve that for you.
First read the WIKI Section about macros, you can add the touch off routines as macros, so that your touch off behavior can be done with one click.
And second step would be modify the tool_change_remap pocedure. You only have to change the change.ngc file to your needs and you are done. You may not need the block height entry for your configuration, because you may use your probe as reference tool and just compensate the others.
Norbert
Please Log in or Create an account to join the conversation.
- Swapper
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 0
13 Apr 2014 18:45 #45905
by Swapper
Replied by Swapper on topic Gmoccapy - A new screen for linuxcnc
Hi
No problem at all!
i understand that you can´t incorporate all features that everyone uses")
i will probably use the caliper method since its so simple to use and when i get more used to linuxcnc test some with the suggestions you made on where to make the changes.
i will keep you posted if i make anything usefull.
/Nils
No problem at all!
i understand that you can´t incorporate all features that everyone uses
i will probably use the caliper method since its so simple to use and when i get more used to linuxcnc test some with the suggestions you made on where to make the changes.
i will keep you posted if i make anything usefull.
/Nils
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.241 seconds