Oxy/Fuel table
- islander261
- Offline
- Platinum Member
-

Less
More
- Posts: 757
- Thank you received: 216
06 Nov 2018 16:01 #120105
by islander261
Replied by islander261 on topic Oxy/Fuel table
Sorry I know you don't want to hear this but have you very carefully read the CommandCNC manual oxy/fuel sections and understand the instructions? CommandCNC assumes that you have one of their THCs installed by default and are using it ( obviously not needed for oxy/fuel).
What CAM and Post Processor are you trying to use? The SheetCam PP provided by CandCNC for CommandCNC allegedly supports oxy/fuel as did their one for Mach3. They are very nearly the same. If you have a working SheetCam PP post it and I can compare the function to the present CandCNC one.
John
What CAM and Post Processor are you trying to use? The SheetCam PP provided by CandCNC for CommandCNC allegedly supports oxy/fuel as did their one for Mach3. They are very nearly the same. If you have a working SheetCam PP post it and I can compare the function to the present CandCNC one.
John
Please Log in or Create an account to join the conversation.
- w4swasey
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 22
- Thank you received: 1
29 Nov 2018 01:58 #121572
by w4swasey
Replied by w4swasey on topic Oxy/Fuel table
No old post processor that i used with Mach no longer works.
My old system under Mach3 was a CandCNC system Now 12 + years old. Even though I never made use of plasma it had a THC MP1000 was their Mod# at the time... It worked Great with Oxy/fuel.
I am a production shop not hobby or spare time.. Once my Win XP system went down they had no real solution for me but to go with their new Linux-(commandCNC) option Being Ox/fuel I didn't buy a system with a THC.
The problem(s) I now have is Preheat before pierce ...... For Ox/fuel it should preheat, for a timed interval, close to plate, then raise, pierce & ramp down into cut through lead in....
Second issue is: if I loose cut anywhere through process I can Not run from beginning of last line segment. In fact if there is 50 parts on the entire sheet It will only run from the very beginning
My old system under Mach3 was a CandCNC system Now 12 + years old. Even though I never made use of plasma it had a THC MP1000 was their Mod# at the time... It worked Great with Oxy/fuel.
I am a production shop not hobby or spare time.. Once my Win XP system went down they had no real solution for me but to go with their new Linux-(commandCNC) option Being Ox/fuel I didn't buy a system with a THC.
The problem(s) I now have is Preheat before pierce ...... For Ox/fuel it should preheat, for a timed interval, close to plate, then raise, pierce & ramp down into cut through lead in....
Second issue is: if I loose cut anywhere through process I can Not run from beginning of last line segment. In fact if there is 50 parts on the entire sheet It will only run from the very beginning
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
29 Nov 2018 04:37 #121576
by islander261
Replied by islander261 on topic Oxy/Fuel table
Ok, I understand this is frustrating and that support from CandCNC isn't helping.
My understanding of the CommandCNC is that it is dependent on using one of their THC boards for control of the Z axis. You may be able to directly drive the Z without the THC but that needs to wait.
What are you using for CAM? Do you have examples of Gcode files that worked before and ones that don't work now? Send or post your old working PP and the new one that doesn't work. I think this actually may be a SheetCAM PP problem but help there is hard to come by.
What hardware are you trying to use? Do you have a PC from CandCNC that has CommandCNC pre-installed? Do you have the rest of their hardware or just a 7i92 card and a BOB?
I have to admit that I know nothing about practical oxy/fuel cutting but if you can educate me about your hardware and CAM I can figure out the correct PP and connections. I have successfully reverse engineered CommandCNC and the proprietary SheetCAM PPs for general LinuxCNC plasma use so I know it can be done.
Feel free to PM me with contact info. I'm an old guy and type really slow and not very accurately when pressed for time. I have to work the end of the week and weekends at this time of year selling my stuff at holiday markets, usually free Sunday after football and Monday through Thursday.
John
My understanding of the CommandCNC is that it is dependent on using one of their THC boards for control of the Z axis. You may be able to directly drive the Z without the THC but that needs to wait.
What are you using for CAM? Do you have examples of Gcode files that worked before and ones that don't work now? Send or post your old working PP and the new one that doesn't work. I think this actually may be a SheetCAM PP problem but help there is hard to come by.
What hardware are you trying to use? Do you have a PC from CandCNC that has CommandCNC pre-installed? Do you have the rest of their hardware or just a 7i92 card and a BOB?
I have to admit that I know nothing about practical oxy/fuel cutting but if you can educate me about your hardware and CAM I can figure out the correct PP and connections. I have successfully reverse engineered CommandCNC and the proprietary SheetCAM PPs for general LinuxCNC plasma use so I know it can be done.
Feel free to PM me with contact info. I'm an old guy and type really slow and not very accurately when pressed for time. I have to work the end of the week and weekends at this time of year selling my stuff at holiday markets, usually free Sunday after football and Monday through Thursday.
John
The following user(s) said Thank You: w4swasey
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
29 Nov 2018 16:05 #121595
by islander261
Replied by islander261 on topic Oxy/Fuel table
Ok, I have looked into this further.
You should be able to edit you old Mach3 Gcode files with a text editor without much trouble to get them to run on your new system. I can show you what needs to be changed to make them work. Please attach a working old Mach3 system Gcode file and a new non working Gcode file to your reply. If all your working files are on your dead computer there is a good chance that your local computer shop can salvage them off of the hard drive even if the OS is corrupted.
Are you using SheetCAM to do your CAM (make Gcode file from drawing)? If so please attach a copy of your tool table to your reply. Which post processor file are you trying to use to generate your Gcode? If your PP is not one of the standard SheetCAM or CandCNC ones please attach it as well.
Is your new system setup like the instructions starting on page 72 of the CommandCNC DTHCIV Full manual REV.4?
John
You should be able to edit you old Mach3 Gcode files with a text editor without much trouble to get them to run on your new system. I can show you what needs to be changed to make them work. Please attach a working old Mach3 system Gcode file and a new non working Gcode file to your reply. If all your working files are on your dead computer there is a good chance that your local computer shop can salvage them off of the hard drive even if the OS is corrupted.
Are you using SheetCAM to do your CAM (make Gcode file from drawing)? If so please attach a copy of your tool table to your reply. Which post processor file are you trying to use to generate your Gcode? If your PP is not one of the standard SheetCAM or CandCNC ones please attach it as well.
Is your new system setup like the instructions starting on page 72 of the CommandCNC DTHCIV Full manual REV.4?
John
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
29 Nov 2018 22:33 #121612
by islander261
Replied by islander261 on topic Oxy/Fuel table
Ok, I've done more checking and the stock CandCNC post for SheetCAM does not support having a separate preheat cycle as I interpret your description. It does the preheat from the pierce height the way it works now.
Please educate me about the preheat cycle. Is the height the same for all cuts or at least for each torch tip size? Is it the same height for every cut on a particular sheet of material? Does only the preheat time change with material thickness? If the preheat height only changes rarely then a new PP variable can be used which is easy for a user to implement, if it must be changed every cut then a new column in the tool table is needed which isn't as easy.
Please give me a few real world cutting profiles so I get the correct text ranges worked out (preheat height, preheat time, pierce height, pierce time, cutting height, cutting speed, material thickness, etc.).
John
Please educate me about the preheat cycle. Is the height the same for all cuts or at least for each torch tip size? Is it the same height for every cut on a particular sheet of material? Does only the preheat time change with material thickness? If the preheat height only changes rarely then a new PP variable can be used which is easy for a user to implement, if it must be changed every cut then a new column in the tool table is needed which isn't as easy.
Please give me a few real world cutting profiles so I get the correct text ranges worked out (preheat height, preheat time, pierce height, pierce time, cutting height, cutting speed, material thickness, etc.).
John
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
29 Nov 2018 23:11 #121613
by rodw
Replied by rodw on topic Oxy/Fuel table
I don't think its hard to teach Sheetcam to run your machine. Looking at the CandCNC Sheetcam post file on this page, flametools have rudimentary support including the preheat setting as part of the tool set.
www.candcnc.net/downloads/
I would make a copy of this post, edit the post and make sure extTOff = true on line 16 of the post.Then write your own gcode routine called touchoff.ngc to do what you want.
You'll probably need to change line 592 to send some parameters to your gcode touch off routine (eg preheat time).
Once you get the hang of it, you can add some more variables to the flametool definition in the post
www.candcnc.net/downloads/
I would make a copy of this post, edit the post and make sure extTOff = true on line 16 of the post.
extTOff = true -- set this to true to use a subroutine in CommandCNC to call a touch off sequence and apply the external switchoffset value. You'll probably need to change line 592 to send some parameters to your gcode touch off routine (eg preheat time).
if (extTOff == true) then -- run the touch off from a stored subroutine
post.Text (" o<touchoff> call ")
post.Text (" (external Touch off from Commandcnc)")Once you get the hang of it, you can add some more variables to the flametool definition in the post
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
30 Nov 2018 01:53 #121618
by islander261
Replied by islander261 on topic Oxy/Fuel table
Rod
The CandCNC post doesn't support the the preheat cycle I think the original poster (OP) is asking for. The post will preheat at pierce height only. It is easy to fix this if the OP only needs to rarely change the preheat height by adding a PP variable for preheat height. If a new column is needed in the tool table then I think we need to ask Less to do it on a future release. I am awaiting clarification on which route is needed by the OP.
John
The CandCNC post doesn't support the the preheat cycle I think the original poster (OP) is asking for. The post will preheat at pierce height only. It is easy to fix this if the OP only needs to rarely change the preheat height by adding a PP variable for preheat height. If a new column is needed in the tool table then I think we need to ask Less to do it on a future release. I am awaiting clarification on which route is needed by the OP.
John
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
30 Nov 2018 04:07 #121620
by rodw
Replied by rodw on topic Oxy/Fuel table
No but the preheat time is there in the post. I'm pretty sure the tool table variables can be defined in the sheetcam post processor file. Its been a long time since I have looked at sheetcam and its LUA scripting language.
But if the OP can tell us the parameters he needs we can gather them up and pass them to the touchoff gcode file. He should be able to manage from there. Sheetcam has a ramp in pierce which might allow him to leadin as he wants without any scripting.
But if the OP can tell us the parameters he needs we can gather them up and pass them to the touchoff gcode file. He should be able to manage from there. Sheetcam has a ramp in pierce which might allow him to leadin as he wants without any scripting.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
30 Nov 2018 04:21 #121621
by rodw
Replied by rodw on topic Oxy/Fuel table
Actually, I think all of the settings exist in Sheetcam. Under the tools dialog box, click on new tool and select flame tool and configure itr including ramp in.
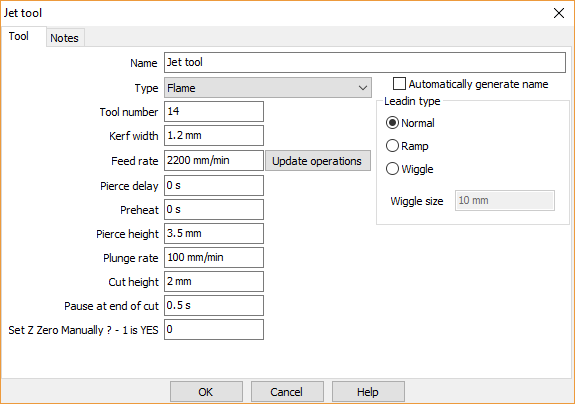
Then catch those variables in the post processor and pass them to the gcode touchoff function.
Let us know what is missing in this screen.
Then catch those variables in the post processor and pass them to the gcode touchoff function.
Let us know what is missing in this screen.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
30 Nov 2018 04:29 #121622
by rodw
Replied by rodw on topic Oxy/Fuel table
And the last variable displayed on that screen is created in the post by this line
So it is easy to add any extra variables to define the behaviour the OP wants.
Sheetcam is very powerful.......
post.DefineCustomToolParam("FlameTool", "Set Z Zero Manually ? - 1 is YES", "manualZSet", sc.unit0DECPLACE, 0, 1, 1)So it is easy to add any extra variables to define the behaviour the OP wants.
Sheetcam is very powerful.......
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.116 seconds