Low budget plasma setup, what do I need?
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
27 Jun 2019 02:33 #137950
by phillc54
Cheers, Phill.
Replied by phillc54 on topic Low budget plasma setup, what do I need?
Tom, I like the way you wrote PlasmaC instead of plasmac, I think I will change it to that it looks kinda neat...Use PlasmaC built in feature to generate ArcOK signal, dealing with plasma cutter guts is not healthy, it does not forgive mistakes.
It should work properly with some fine adjustment, in about 2 to 5 minutes of your time.
Cheers, Phill.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
27 Jun 2019 10:34 #137983
by pl7i92
Replied by pl7i92 on topic Low budget plasma setup, what do I need?
depending on Y length i thik the wrong Side of the Y bar used will bend as it is made for Wx WY use and in this setup i see it is the Force in Wz of the bar so not the best way to go
is it a 45x90mm bar we taking in Y or smaller and what is the max width between the X fix rails
to get a calculation on
if a Mechanical touch off is used i think it wil ltroubel
is it a 45x90mm bar we taking in Y or smaller and what is the max width between the X fix rails
to get a calculation on
if a Mechanical touch off is used i think it wil ltroubel
Please Log in or Create an account to join the conversation.
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
27 Jun 2019 11:28 #137990
by tecno
Replied by tecno on topic Low budget plasma setup, what do I need?
Profiles are thick wall 80 x 40 1400mm long + 800mm so the opening is 1240 by 800
This will give me plenty space to cut 1000 x 500 plates
Linear rails are 35mm for R1651 linear guides
The *arm* is 800mm long and supported with ball bearing so X is only with one rail.
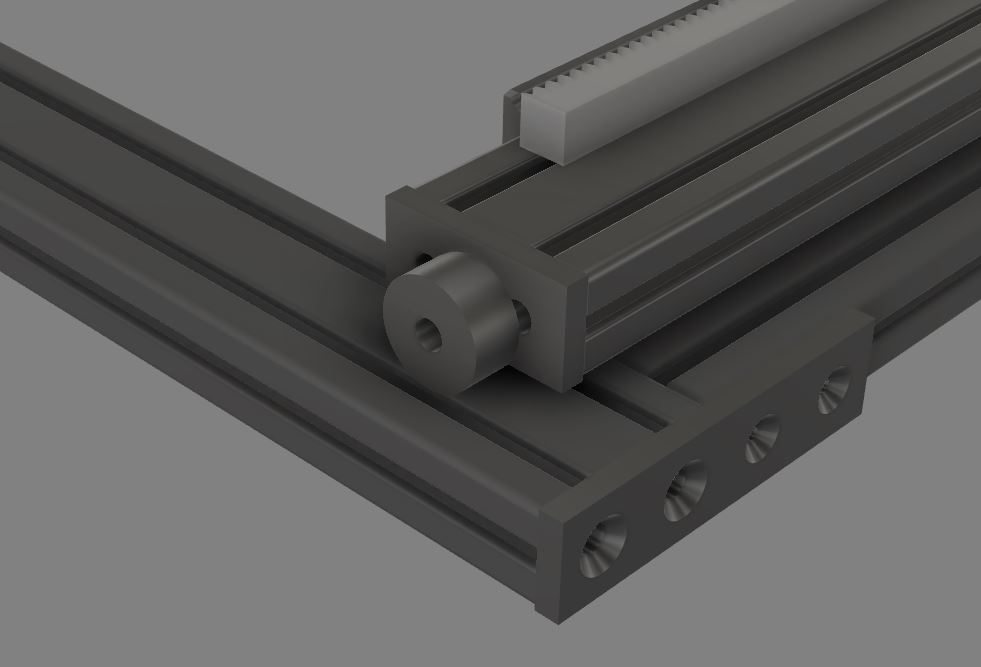
So you are worried about torsion force on this arm, I can make the open arm to ride on two bearing well apart to counteract this if needed. I am not particularly worried about this as the load is not so high.
A secondary linear rail is easily fixed if needed on the other side but for now it will have to do with only one side.
This will give me plenty space to cut 1000 x 500 plates
Linear rails are 35mm for R1651 linear guides
The *arm* is 800mm long and supported with ball bearing so X is only with one rail.
So you are worried about torsion force on this arm, I can make the open arm to ride on two bearing well apart to counteract this if needed. I am not particularly worried about this as the load is not so high.
A secondary linear rail is easily fixed if needed on the other side but for now it will have to do with only one side.
Attachments:
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
09 Jul 2019 10:27 #138940
by tecno
Replied by tecno on topic Low budget plasma setup, what do I need?
I have a question regarding consumables to P80 torch.
On Aliexpress there is 3 varieties of consumables = pro / std / diy
What is the difference on these, need only 1.1mm and 1.3mm
On Aliexpress there is 3 varieties of consumables = pro / std / diy
What is the difference on these, need only 1.1mm and 1.3mm
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
11 Jul 2019 05:12 #139059
by tecno
Replied by tecno on topic Low budget plasma setup, what do I need?
Anybody out there that can give me some advice on the consumables?
Please Log in or Create an account to join the conversation.
- thefabricator03
-

- Visitor
-

11 Jul 2019 05:16 #139061
by thefabricator03
Replied by thefabricator03 on topic Low budget plasma setup, what do I need?
Maybe ask the seller? Sorry I do not have any experience with those, only Hypertherm,
Maybe buy a small amount of all three and test each on the material you are going to be using.
Maybe buy a small amount of all three and test each on the material you are going to be using.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
11 Jul 2019 05:25 #139062
by tecno
Replied by tecno on topic Low budget plasma setup, what do I need?
www.aliexpress.com/item/32823645689.html
Asking seller? Most likely as good as asking my wall at home
I think I will go for the premium type.
Asking seller? Most likely as good as asking my wall at home
I think I will go for the premium type.
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
11 Jul 2019 05:51 #139064
by thefabricator03
Replied by thefabricator03 on topic Low budget plasma setup, what do I need?
Those prices are not to bad,
My hypertherm consumables cost me $7.58 AUD for a single 45amp nozzle and you have to buy them in packs of 5. I mostly use the 125 amp nozzles and they are $14.85 each.
My hypertherm consumables cost me $7.58 AUD for a single 45amp nozzle and you have to buy them in packs of 5. I mostly use the 125 amp nozzles and they are $14.85 each.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
11 Jul 2019 05:57 #139065
by tecno
Replied by tecno on topic Low budget plasma setup, what do I need?
Ouch that is costly.
Just ordered one pack each 1.1 + 1.3mm (20 nozzles total) Premium for ~50AUD
Just ordered one pack each 1.1 + 1.3mm (20 nozzles total) Premium for ~50AUD
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
11 Jul 2019 14:27 #139105
by islander261
Replied by islander261 on topic Low budget plasma setup, what do I need?
We pay HT and TD (ESAB) for all their R&D spending every time we buy equipment/supplies. What we get in return are good cut tables and relatively reliable equipment. With a Chinacom plasma you have to be your own R&D department.
'03
Yes you pay more in Oz than we do here for HT consumables, about 33% more without factoring in exchange rates. I find that the HT consumable life is so good that their cost per cut unit distance is quite low. I also buy the 25 packs of nozzles and electrodes because a big part of my cost is shipping because there is no welding shop here.
John
'03
Yes you pay more in Oz than we do here for HT consumables, about 33% more without factoring in exchange rates. I find that the HT consumable life is so good that their cost per cut unit distance is quite low. I also buy the 25 packs of nozzles and electrodes because a big part of my cost is shipping because there is no welding shop here.
John
The following user(s) said Thank You: thefabricator03
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.304 seconds