Z axis height at end of cut
- tommylight
-

- Offline
- Moderator
-

- Posts: 21718
- Thank you received: 7422
Oh no, not LIKE Tommy, BY TommyGeez, I'm not complaining ever again about probing. I'm totally confused and don't want to be victimised like Tommy!
 , as you're the one insisting in high precision probing for plasma, that is inherently "not precise" in the world of CNC. Achieving 0.1 to 0.2mm precision on plasma is magnificent as that will depend on a lot of factors, from the material being cut to the quality of air used for cutting and everything in-between. Older transformer plasma sources will change the cut width from power fluctuations, new inverter ones are less dependent on power quality as they have big capacitors to deal with that and current regulation.
, as you're the one insisting in high precision probing for plasma, that is inherently "not precise" in the world of CNC. Achieving 0.1 to 0.2mm precision on plasma is magnificent as that will depend on a lot of factors, from the material being cut to the quality of air used for cutting and everything in-between. Older transformer plasma sources will change the cut width from power fluctuations, new inverter ones are less dependent on power quality as they have big capacitors to deal with that and current regulation.Back on topic:
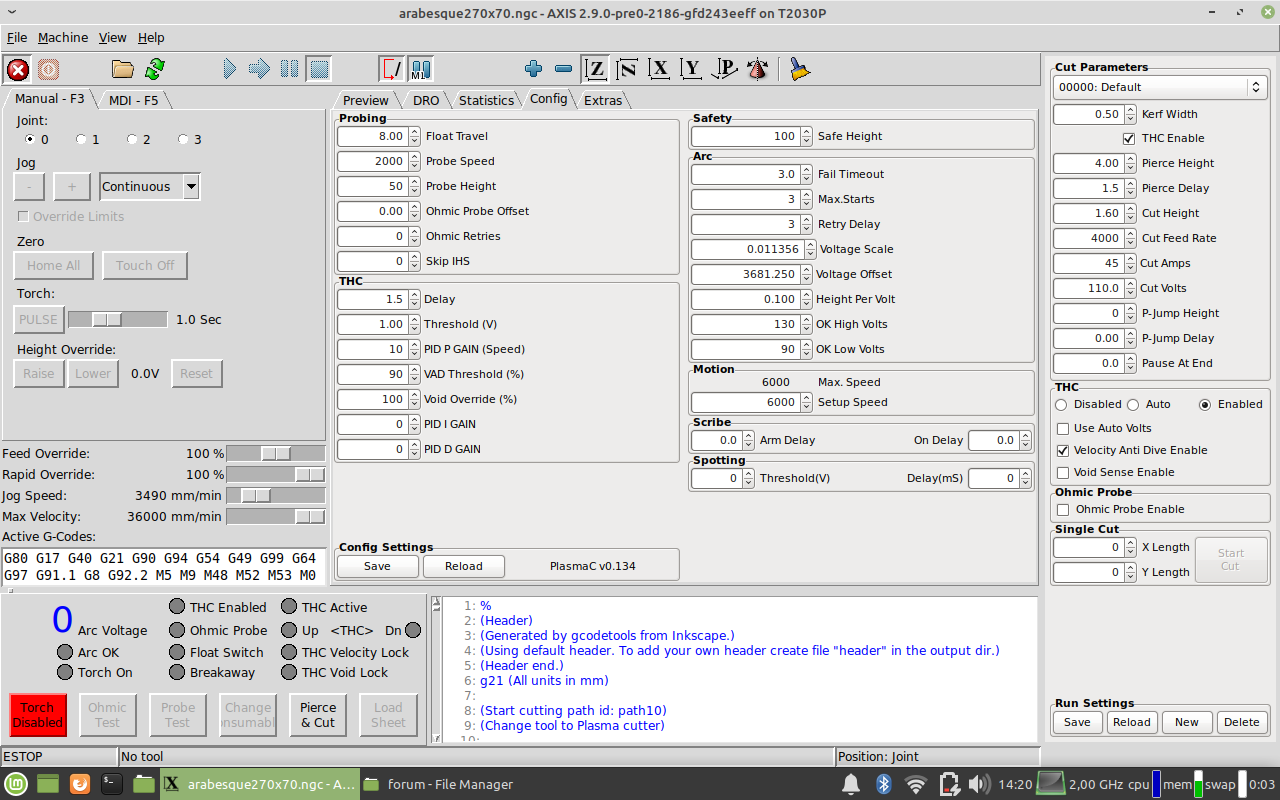
Using 2186 build
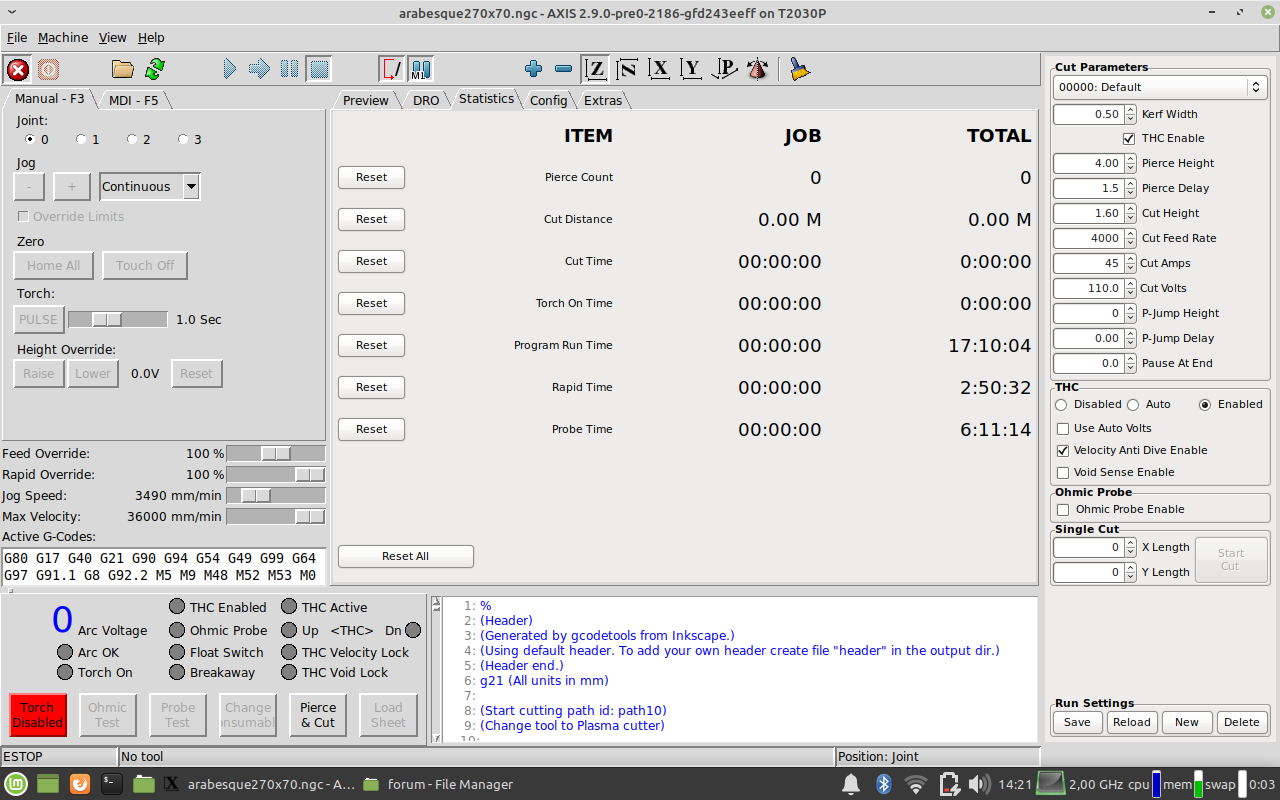
Hmmm.... statistics are reset, i did not do that, will check why is that reset later. Still, the total run time and probe times are there, so 17 h run time, over 6h probe time seems to much, granted the amount of pierces there is astronomical.
Now as i figured it out, i will lower the probe height and probe speed some more and see how much that saves in probe time.
Bottom line is, this is the worst case scenario and i am the only one bothered by this, so i will adjust my settings and move on.
Thank you all, yes even you Rod, as you are the "Chuck Yaeger" of the plasma world, always on the cutting edge of testing new features and dealing with the issues.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 12012
- Thank you received: 4096
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21718
- Thank you received: 7422
Do not forget the black stripes !.... I think I'm gunna paint the spaceship red! that will make it faster!
")
Please Log in or Create an account to join the conversation.
- EW_CNC
-
- Offline
- Premium Member
-

- Posts: 116
- Thank you received: 33
I got a few questions and comments about probing.
I like the idea of FAST probing. My probing works but I still need to improve it. Tommy do you always install floating heads on your machines? I do not have a floating head on my torch holder, I do everything with ohmic only. Is this a good idea or should I be switching my torch holder to floating? I prefer not to, because it just adds another joint for torch movement. It has a ball and socket magnetic torch breakaway, which lets it move if it does slam into the steel. Phill I really like your fast probing, but I wonder, how good is it for the torch consumables to slam down fast into the steel? My challenge is that I cut a wide range of thickness of steel. So if I set my probe height high, I have a lot of time spent with slow probing on thin sheets and if I set it low and forget to set it higher for thicker steel and slam my torch onto the steel. Phill how complicated would it be to tie the material thickness in with the probe height? Probe height would be the distance from min. height + distance to top of slats + material thickness + tolerance above material.
Welcome your comments.
Earl
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21718
- Thank you received: 7422
Yes i do, exclusively floating, very light, the only weight in the latest build is a piece of alu, torch and two 16mm rails at 27cm each, so in total should be just above half a KG of pressure.Tommy do you always install floating heads on your machines? I do not have a floating head on my torch holder, I do everything with ohmic only.
I started liking (blame Rod for that) ohmic due to the use of THCAD, but i can not have anything not 100% reliable on the machines, so for now it is on hold until i can do some torture testing.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 12012
- Thank you received: 4096
I started liking (blame Rod for that) ohmic due to the use of THCAD, but i can not have anything not 100% reliable on the machines, so for now it is on hold until i can do some torture testing.
Sorry about being liked and blamed at the same time!
Plasmac will still retain your float switch which will be used as a fall back if Ohmic fails (If I can believe Phill!) I'm sure he blames me for making his job hard too!
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21718
- Thank you received: 7422
That is quite the achievement !Sorry about being liked and blamed at the same time!
P.S.
You left the wrong name on the quote! Shhhhh......
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
For fast probing you do need a floating head because you will get overrun and you need to be able to soak that up.I like the idea of FAST probing.
I haven't had any feedback on this. My machine uses a hand torch and it has drag tips (because I am too lazy to turn them off properly) so I don't notice it...I really like your fast probing, but I wonder, how good is it for the torch consumables to slam down fast into the steel?
Not something I had ever thought of. It would require another parameter for thickness in the cut parameters and material file plus another config panel setting for top of highest slat plus a bit of code. It would also need a bit of thought on how to work for existing material files. Looking at it makes me wish I had thought of it in the beginning, it seems to make sense to me. Probing has always been a PITA. It will be interesting to hear comments from others.how complicated would it be to tie the material thickness in with the probe height? Probe height would be the distance from min. height + distance to top of slats + material thickness + tolerance above material.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 12012
- Thank you received: 4096
Not something I had ever thought of. It would require another parameter for thickness in the cut parameters and material file plus another config panel setting for top of highest slat plus a bit of code. It would also need a bit of thought on how to work for existing material files. Looking at it makes me wish I had thought of it in the beginning, it seems to make sense to me. Probing has always been a PITA. It will be interesting to hear comments from others.how complicated would it be to tie the material thickness in with the probe height? Probe height would be the distance from min. height + distance to top of slats + material thickness + tolerance above material.
Certainly on my torch I don't think the shield should get damaged.
But this answers and interesting point. It would be great if there was a pin in device units that was for material thickness that could be accessed in real time.
I've extended the interpreter state tags in master branch to include the arc radius when moving under a G2 or G3. I've also created a new pin to publish this as part of motion. This value changes in real time! Hopefully, this will end up in master branch eventually.
The goal is to create a more sophisticated hole cutting algorithm bundled up into a component and I think material thickness would be a useful input to this. eg. Treat hole cutting a bit different on 1mm thick material v's 20 mm by working on radii based on multiples of the material thickness.
I've had Andy helping in the background so my payment to the movement is to extend these enhancements to publish the heading. That is the tangent at the current position on the arc. This will be able to be used to control a tangential cutter. I'm nearly there. I got tangents being reported just after midnight last night. I also want to add another pin that goes true when we are cutting a hole, so we can take different actions on a fillet v's a hole.
Then I guess I'll have to learn how to document it.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21718
- Thank you received: 7422
Phill how complicated would it be to tie the material thickness in with the probe height? Probe height would be the distance from min. height + distance to top of slats + material thickness + tolerance above material.
But this answers and interesting point. It would be great if there was a pin in device units that was for material thickness that could be accessed in real time.
Again talk about implementing features that will cause way more trouble than they are worth. It's metal and in 80% of the cases that will warp and move up or down, causing the machine to stop and wait due to probing errors.
I live in a part of the world where the only material you can find is the lowest possible quality, so i had 5mm thick plate move 13Cm up during cutting, that is 130mm. That is the reason why i build Z axis for plasma machines with at least 20CM of travel. That and cutting square tubing without the need for removing slats !
And do not worry about torch slamming into material, i've seen the material jump up during cutting from thermal distortion and hitting the torch hard, tripping the float switch, but no damage was noticeable on the nozzle, it will continue to cut just fine.
Please Log in or Create an account to join the conversation.