I’m lost and way behind on updates
- JTknives
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

- Posts: 243
- Thank you received: 32
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-

- Posts: 11994
- Thank you received: 4084
fix it so it runs
open your old connections file in a text editor.
run the configurator and copy the pin names accross into the configurator fields.
The price you pay for early adoption! Plasmac has got easier to install for a noob but unwinding an old config so you can follow the process can be annoying.
Don't get too comfy. QTplasmac is coming. ts in master branch
Please Log in or Create an account to join the conversation.
- JTknives
-
Topic Author
- Offline
- Elite Member
-
- Posts: 243
- Thank you received: 32
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.
- JTknives
-
Topic Author
- Offline
- Elite Member
-
- Posts: 243
- Thank you received: 32
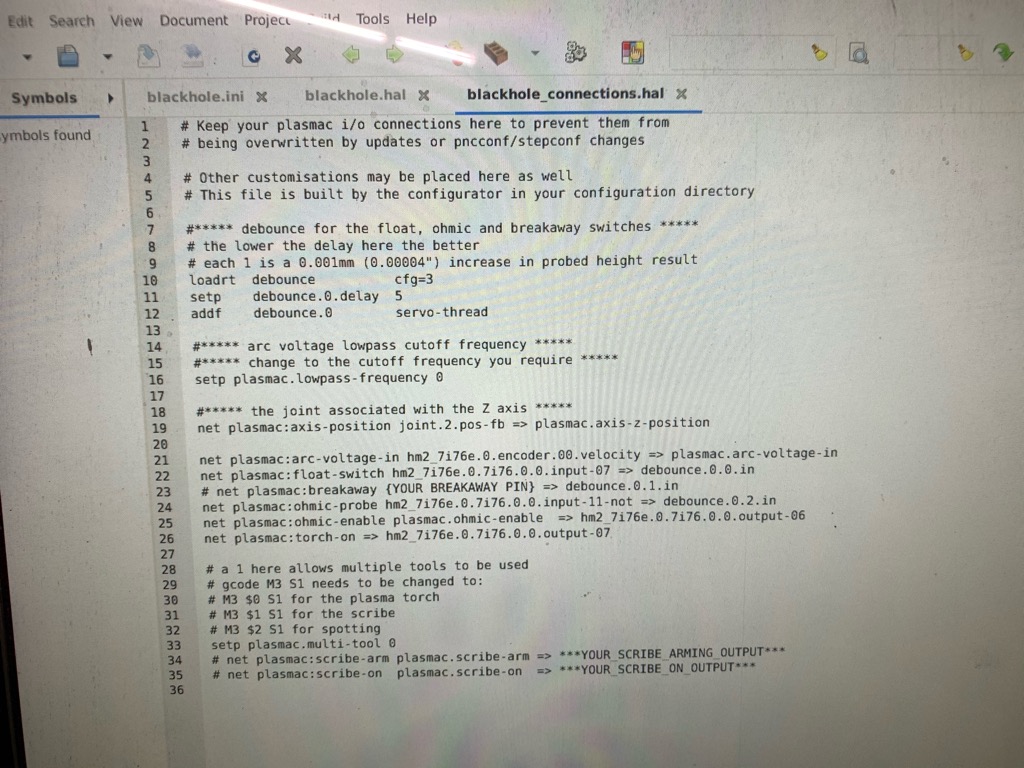
I have one final weirdness that is causing a head scratcher. Everything works as it should except its not reading any voltage. When I test fire the torch I get nothing showing up on my voltage. I set my Arc voltage in the configurator to
hm2_7i76e.0.encoder.00.velocityI tried to run a file and it started the arc and just sat there till it timed out because it could not see the voltage. My plasma is a 45 XP set to 20 devider and my thcad is 0v=116.6Khz 10v 961.1Khz
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
setp hm2_7i76e.0.encoder.00.scale -1
setp hm2_7i76e.0.encoder.00.filter 1
setp hm2_7i76e.0.encoder.00.counter-mode 1Please Log in or Create an account to join the conversation.
- JTknives
-
Topic Author
- Offline
- Elite Member
-
- Posts: 243
- Thank you received: 32

Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
You do need them, they set up the encoder.
Please Log in or Create an account to join the conversation.
- JTknives
-
Topic Author
- Offline
- Elite Member
-
- Posts: 243
- Thank you received: 32
2 things I noticed that I would like to tweak is bring back the “Optional Stop” and “Load Sheet” buttons. Currently my table stops at every tool change and waits for me to push pause to start again. I also use the load sheet button all the time to send it home. I have not gotten around to installing the homing limit switches as I hit the ground running once it was fired up so I can’t send it to find home. I’m hoping to get them installed soon. Oh and some how this installation does not require homing When I start up the machine. How can I fix that, I looked in the settings bout could not find it.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Optional Stop is in the Axis toolbar at the top centre.2 things I noticed that I would like to tweak is bring back the “Optional Stop” and “Load Sheet” buttons.
Load Sheet is done as a custom user button in the ini file:
linuxcnc.org/docs/2.8/html/plasma/plasma...#custom-user-buttons
Not sure what you mean here, if you mean jog before homing then see NO_FORCE_HOMING in the [TRAJ] section of the ini file:Oh and some how this installation does not require homing When I start up the machine. How can I fix that, I looked in the settings bout could not find it.
linuxcnc.org/docs/2.8/html/config/ini-config.html#_traj_section:
Please Log in or Create an account to join the conversation.