Suggestion QtPlasma and PlasmaC
- crowloy
- Offline
- Premium Member
-

Less
More
- Posts: 80
- Thank you received: 19
03 Mar 2021 22:45 #200951
by crowloy
Suggestion QtPlasma and PlasmaC was created by crowloy
I use a program called lightburn for my CO2/diode lasers. One feature that I use alot is the frame button. This basically runs the nozzle around what you are cutting in a square to make sure you have room on the material to cut that particular item. I noticed linuxcnc has a extents display on screen giving the location of the start as well as the length/width. I know I missed this feature as I was cutting some items and missed the plate on the one
Please Log in or Create an account to join the conversation.
- snowgoer540
-

- Offline
- Moderator
-

Less
More
- Posts: 2553
- Thank you received: 887
03 Mar 2021 23:39 #200956
by snowgoer540
Replied by snowgoer540 on topic Suggestion QtPlasma and PlasmaC
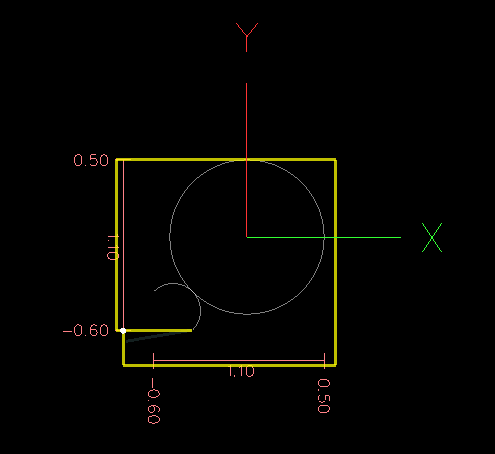
Interesting. Normally I just look at the preview window and jog the torch around the extents of the program's movements (white/grey lines) and then jog the torch down at each critical point and make sure it will have enough material to eat.
Seems to work well. Though it's not automated like you're saying.
Take this for example, the yellow is my jog path prior to running the program:
Seems to work well. Though it's not automated like you're saying.
Take this for example, the yellow is my jog path prior to running the program:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7417
04 Mar 2021 00:30 #200970
by tommylight
Replied by tommylight on topic Suggestion QtPlasma and PlasmaC
Pretty sure this was discussed here before, but my google-foo if failing me ! ")
Also pretty sure there was some kind of solution, most probably python checking the extents in the gcode file and generating the test pattern.
Also pretty sure there was some kind of solution, most probably python checking the extents in the gcode file and generating the test pattern.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
04 Mar 2021 00:34 #200971
by phillc54
Replied by phillc54 on topic Suggestion QtPlasma and PlasmaC
I have seen that request before but forgot about it...
So there is no Z motion, just a rapid to X/Y start point then X/Y motion in a rectangle around extents at current material speed?
So there is no Z motion, just a rapid to X/Y start point then X/Y motion in a rectangle around extents at current material speed?
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
Less
More
- Posts: 2553
- Thank you received: 887
04 Mar 2021 00:54 #200973
by snowgoer540
I dont want to speak for OP, but it might be useful to just do it at cut height?
Maybe just treat it like a dry run, but instead of dry running the gcode, it just dry runs a rectangle around the program extents?
Replied by snowgoer540 on topic Suggestion QtPlasma and PlasmaC
I have seen that request before but forgot about it...
So there is no Z motion, just a rapid to X/Y start point then X/Y motion in a rectangle around extents at current material speed?
I dont want to speak for OP, but it might be useful to just do it at cut height?
Maybe just treat it like a dry run, but instead of dry running the gcode, it just dry runs a rectangle around the program extents?
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7417
04 Mar 2021 01:28 #200974
by tommylight
For what is worth, i have 5 Euro (very expensive, i know) "cross" laser pointers on all new machines, makes life much easier.
Replied by tommylight on topic Suggestion QtPlasma and PlasmaC
I would not, it will bump the torch to the material, very bad material here.......but it might be useful to just do it at cut height?
For what is worth, i have 5 Euro (very expensive, i know) "cross" laser pointers on all new machines, makes life much easier.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
Less
More
- Posts: 2553
- Thank you received: 887
04 Mar 2021 01:54 #200976
by snowgoer540
How do you do a dry run then?
I think I might get one of those lasers soon. Phill has a pretty nifty touchoff tool now that's native to QtPlasmaC. Seems pretty useful.
Replied by snowgoer540 on topic Suggestion QtPlasma and PlasmaC
I would not, it will bump the torch to the material, very bad material here.......but it might be useful to just do it at cut height?
For what is worth, i have 5 Euro (very expensive, i know) "cross" laser pointers on all new machines, makes life much easier.
How do you do a dry run then?
I think I might get one of those lasers soon. Phill has a pretty nifty touchoff tool now that's native to QtPlasmaC. Seems pretty useful.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7337
- Thank you received: 2161
04 Mar 2021 01:58 #200977
by cmorley
Replied by cmorley on topic Suggestion QtPlasma and PlasmaC
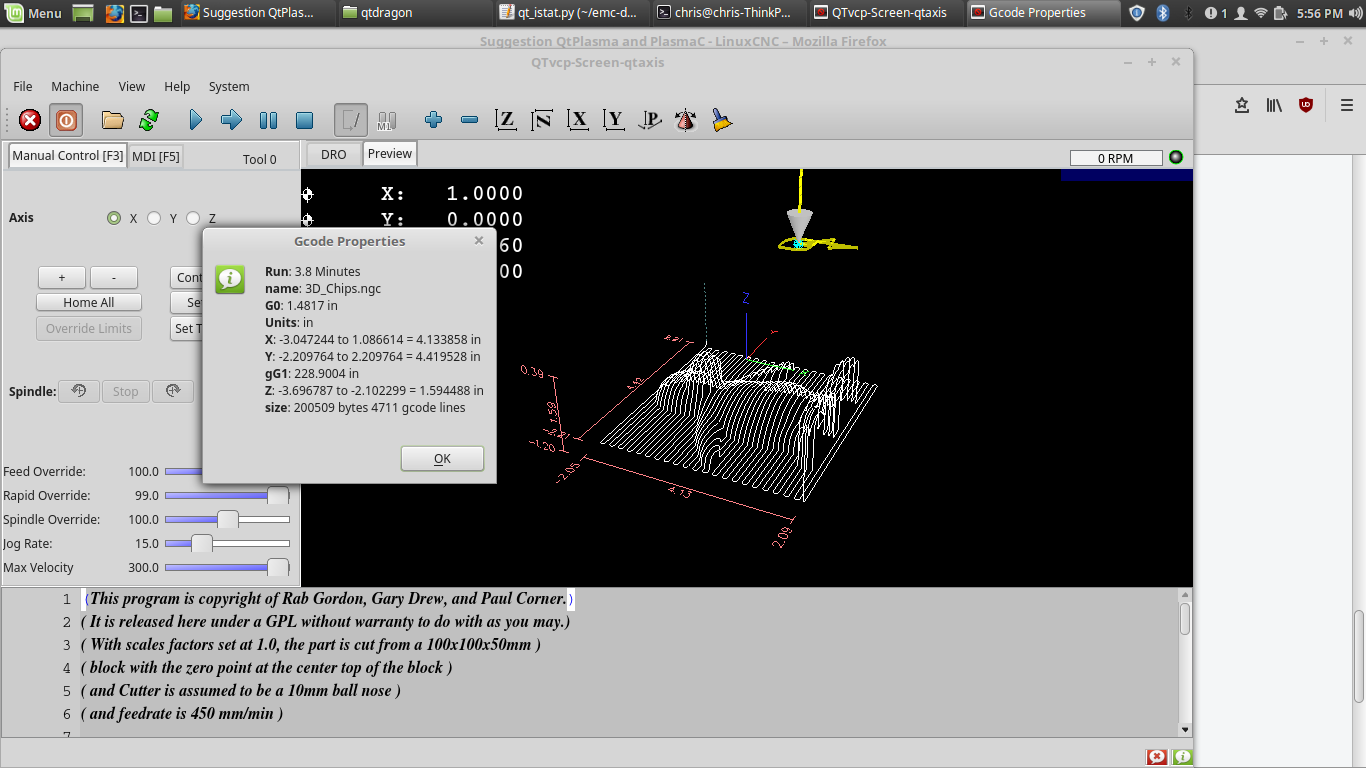
I wonder if the 'gcode properties' info is useful for that - you could use the info to build a macro to rapid around the perimeter...
Attachments:
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 Mar 2021 02:01 #200978
by phillc54
Replied by phillc54 on topic Suggestion QtPlasma and PlasmaC
Thanks Chris, that is helpfull, I didn't know about that...I wonder if the 'gcode properties' info is useful for that - you could use the info to build a macro to rapid around the perimeter...
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7417
04 Mar 2021 09:14 #201005
by tommylight
Replied by tommylight on topic Suggestion QtPlasma and PlasmaC
I just watch the laser while jogging manually, leaving the torch up.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.380 seconds