Retrofitting a 1986 Maho MH400E
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1633
- Thank you received: 595
18 May 2019 12:02 #134178
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Your posting the machine constants reminded me that I have been saving everything MAHO related which I come across, and I found this 500C document...
It is the only document I have seen which actually provides some plan text description of the constants. Unfortunately we do not know what units these are, and therefore do not know the conversion to LinuxCNC Ini. In fact I don't even know if this is for a Phillips equipped machine.
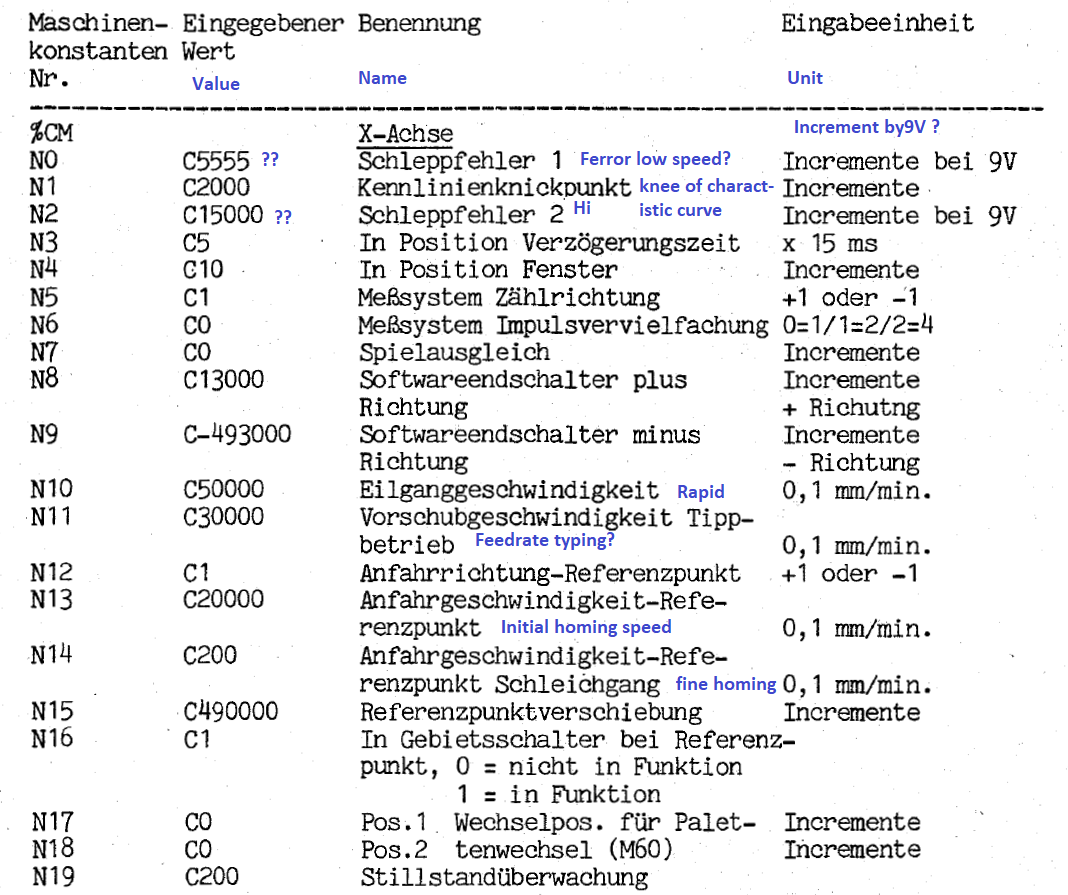
Can we assume MAHO uses consistant Constant reference numbers across across models? Your 500E constants don't have an N0 as the 500C does.
Can we assume this?
No N1 = you have no low speed Ferror
N1 C3 = Linear characteristic curve (= same Ferror at all speeds)
N2 C72 = 72 [unit?] of Ferror
It is the only document I have seen which actually provides some plan text description of the constants. Unfortunately we do not know what units these are, and therefore do not know the conversion to LinuxCNC Ini. In fact I don't even know if this is for a Phillips equipped machine.
Can we assume MAHO uses consistant Constant reference numbers across across models? Your 500E constants don't have an N0 as the 500C does.
Can we assume this?
No N1 = you have no low speed Ferror
N1 C3 = Linear characteristic curve (= same Ferror at all speeds)
N2 C72 = 72 [unit?] of Ferror
Attachments:
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-

Less
More
- Posts: 201
- Thank you received: 18
18 May 2019 12:14 #134179
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
Sadly, the same constant names set different parameters depending on the version of the controller. I checked that this morning with the manuals I downloaded. The Philips manuals not only tell you which do what, but also instruct system builders on how to set them up, find initial values and fine tune them. They did not correspond 1:1 to what is changed in LinuxCNC to achieve a tuned system, so you have to read the instructions first and see how they arrived at each value before you can come up with a "translation" to LCNC.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
18 May 2019 12:18 #134180
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Bummer. That would have been too easy. I was looking for such Phillips info when I find got the machine, before I gave up on repairing the 432. I have the constants for my machine, but only on punch hole tape.
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-
Less
More
- Posts: 201
- Thank you received: 18
18 May 2019 13:18 - 18 May 2019 13:21 #134181
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
All is not lost!
I'm a bit slow on the uptake, this manual I have seems to correspond with the constants you posted. They're from smoregrava as far as I can tell. Here it is on google drive:
drive.google.com/open?id=1IxHSQqD0w7Qd_oMKmUmk8gjWRuvD-lMd
Now we can compare the values with the instructions and arrive at the intended acceleration and following errors for that particular MH500C. Then we can see how that compares with our tuning efforts and maybe get closer to the designers' intentions.
Real stupid of me not to have downloaded the manual for my own version
EDIT: also very ironic that the values we can check are for an MH500C, so neither the size nor the series matches our machines")
I'm a bit slow on the uptake, this manual I have seems to correspond with the constants you posted. They're from smoregrava as far as I can tell. Here it is on google drive:
drive.google.com/open?id=1IxHSQqD0w7Qd_oMKmUmk8gjWRuvD-lMd
Now we can compare the values with the instructions and arrive at the intended acceleration and following errors for that particular MH500C. Then we can see how that compares with our tuning efforts and maybe get closer to the designers' intentions.
Real stupid of me not to have downloaded the manual for my own version
EDIT: also very ironic that the values we can check are for an MH500C, so neither the size nor the series matches our machines
Last edit: 18 May 2019 13:21 by Glemigobles.
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-
Less
More
- Posts: 201
- Thank you received: 18
18 May 2019 15:23 #134193
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
It seems to be the case that the first value is the following error that's allowed to happen so that a drive reaches it's maximum output voltage.
Instead of setting the gain, on the Philips you set the error and the gain was derived. Then there is a nod point, after which a second adjustment is made for lower voltage output.
All these values from the MH500C are orders of magnitude larger than what I have set.
Instead of setting the gain, on the Philips you set the error and the gain was derived. Then there is a nod point, after which a second adjustment is made for lower voltage output.
All these values from the MH500C are orders of magnitude larger than what I have set.
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
18 May 2019 16:10 #134200
by Mike_Eitel
Replied by Mike_Eitel on topic Retrofitting a 1986 Maho MH400E
Hi RotarySMP
I own a tapmatic. You can exchange the shank. That way it will not get even longer than it is already.
Mike
I own a tapmatic. You can exchange the shank. That way it will not get even longer than it is already.
Mike
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
18 May 2019 16:29 - 18 May 2019 16:29 #134202
by andypugh
He was talking about pulling the B18 (Jacobs taper) out, so I think that was the plan.
Talking about Jacobs Tapers, the hugest one (JT5) isn't much use for anything, but the shanks with it can be cheaper than dedicated soft-arbors.
Replied by andypugh on topic Retrofitting a 1986 Maho MH400E
Hi RotarySMP
I own a tapmatic. You can exchange the shank. That way it will not get even longer than it is already.
He was talking about pulling the B18 (Jacobs taper) out, so I think that was the plan.
Talking about Jacobs Tapers, the hugest one (JT5) isn't much use for anything, but the shanks with it can be cheaper than dedicated soft-arbors.
Last edit: 18 May 2019 16:29 by andypugh.
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
18 May 2019 22:21 #134222
by Mike_Eitel
Replied by Mike_Eitel on topic Retrofitting a 1986 Maho MH400E
Maybe I took the wrong words. But I talk of the long morse on first photo. I had to replace the original mt3 as I needed a mt3 with screw. The other side going into the body is a short konus... You can find according company docs on their www.
Nice tool and the action is as he guesses. On top you adjust the max force, according to the thread diameter.
Mike
Nice tool and the action is as he guesses. On top you adjust the max force, according to the thread diameter.
Mike
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-
Less
More
- Posts: 201
- Thank you received: 18
19 May 2019 06:58 #134243
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
The final element of the acceleration issue for the Maho is in the manual of the Indramat 3TRM2, on page 17. They write that a commanded rapid speed should be achieved within 180-240 ms. For a speed of 3000 mm/min you want to set your acceleration to anywhere between 208,3 - 277,7 mm/sec2. For 2500 mm/min you want an acceleration of 173,61-231,48 mm/sec2. You can adjust the gains in the PID loop using the values from the smoregrava constants and the explanations in the Philips and Indramat manuals as a guideline.
The following user(s) said Thank You: drimaropoylos
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
19 May 2019 07:11 - 19 May 2019 07:48 #134246
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
That is some excellent research. Once I finish my pendant housing, I'll get stuck back into tuning and try out indramats recommended values. Did you try that acceleration on yours yet?
I have only once short step of 8mm height to remove on the layer where the last 2 flute end mill broke, and then a half layer of 6mm depth. The only end mill I have which can reach is a brand new HSS 4 flute 16mm. I used the Clarkson to grind the shank diameter above the flutes, so that the shank won't rub on the walls.
Ill be using flood coolant, plus air blast to clear the chips. Should I just double the feed rate from 120 to 240mm/min for the switch from 2 flute to 4, retaining the same 1500 rpm, or would that be too aggressive?
Mike thanks for the input to the Tapmatic. Nice to see all that all info is on line for these. I will be replacing the MT#3 shank with a 40 taper shank. I'll either make/buy taper removal wedges or visit a friend who probably has them. I tried the Tapmatic suggestion of wacking the tang on the side with a hammer, but it is in too tight for that.
Mark
I have only once short step of 8mm height to remove on the layer where the last 2 flute end mill broke, and then a half layer of 6mm depth. The only end mill I have which can reach is a brand new HSS 4 flute 16mm. I used the Clarkson to grind the shank diameter above the flutes, so that the shank won't rub on the walls.
Ill be using flood coolant, plus air blast to clear the chips. Should I just double the feed rate from 120 to 240mm/min for the switch from 2 flute to 4, retaining the same 1500 rpm, or would that be too aggressive?
Mike thanks for the input to the Tapmatic. Nice to see all that all info is on line for these. I will be replacing the MT#3 shank with a 40 taper shank. I'll either make/buy taper removal wedges or visit a friend who probably has them. I tried the Tapmatic suggestion of wacking the tang on the side with a hammer, but it is in too tight for that.
Mark
Last edit: 19 May 2019 07:48 by RotarySMP.
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 1.085 seconds