Retrofitting a 1986 Maho MH400E
- J Green
- Offline
- Elite Member
-

Less
More
- Posts: 164
- Thank you received: 24
01 Jan 2020 14:50 #153715
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Erik
That crucible is large ,as I tend to think of how many quarts of usable melted metal there will be. Yes I think it would be heavy and lots of heat , way more than I could handle. To me backyard metal casting involves three separate disciplines. One is pattern making which 3-D printing an Cad-Cam have made a huge difference in. Two is mold making , witch oil bonding sands and moisture meters for regular sand molding have helped. Three is the melting part where induction heaters are available for less than pint quantities of metal an affordable temperature meters have become available and also some of the newer high temperature insulating materials.
.Your Exe board looks like one I have . My thinking is it seemed to be a transition phase to the micro components boards Yes ,some of the older Heidenhain displays could use those scales an Exe Bd. Think the DRO display of your MH400P might be able to use them. The LS403 scales output a 11Micro Amp signal and the Exe Board converts that to a 5volt TTL square wave signal . So the question is, will the DRO read a 5 volt TTL square signal ?
I am about three blocks from a Fastenal store ( or was ,but in today's economy would have to recheck ) an last time I was there they had replaced all the personnel for the second time last year.
The large transformer that is separate may be the 208 thru 528 volt to 380 volt three phase Xfmr. that was included with every machine sold in the U.S.A. Yes I would be interested in the transformers .
But :
Think you might consider hanging on to them until after your first conversion convinces you that Linux CNC is not something to try.
Also I would rather drive up to Northern Michigan this coming spring after the snow , ice ,salt an brine , than pick up a pallet at Fastenal. Do realize your shop has limited space and is not a warehouse .
Bob
That crucible is large ,as I tend to think of how many quarts of usable melted metal there will be. Yes I think it would be heavy and lots of heat , way more than I could handle. To me backyard metal casting involves three separate disciplines. One is pattern making which 3-D printing an Cad-Cam have made a huge difference in. Two is mold making , witch oil bonding sands and moisture meters for regular sand molding have helped. Three is the melting part where induction heaters are available for less than pint quantities of metal an affordable temperature meters have become available and also some of the newer high temperature insulating materials.
.Your Exe board looks like one I have . My thinking is it seemed to be a transition phase to the micro components boards Yes ,some of the older Heidenhain displays could use those scales an Exe Bd. Think the DRO display of your MH400P might be able to use them. The LS403 scales output a 11Micro Amp signal and the Exe Board converts that to a 5volt TTL square wave signal . So the question is, will the DRO read a 5 volt TTL square signal ?
I am about three blocks from a Fastenal store ( or was ,but in today's economy would have to recheck ) an last time I was there they had replaced all the personnel for the second time last year.
The large transformer that is separate may be the 208 thru 528 volt to 380 volt three phase Xfmr. that was included with every machine sold in the U.S.A. Yes I would be interested in the transformers .
But :
Think you might consider hanging on to them until after your first conversion convinces you that Linux CNC is not something to try.
Also I would rather drive up to Northern Michigan this coming spring after the snow , ice ,salt an brine , than pick up a pallet at Fastenal. Do realize your shop has limited space and is not a warehouse .
Bob
Please Log in or Create an account to join the conversation.
- eflor8234
- Offline
- New Member
-

Less
More
- Posts: 10
- Thank you received: 2
02 Jan 2020 10:24 #153782
by eflor8234
Replied by eflor8234 on topic Retrofitting a 1986 Maho MH400E
Bob,
Foundry work is a fascinating field and I would agree with your three part outlook. After making some patterns, I now understand why there were many tools referred to as pattern making tools and vises. It is tedious work. I have made a handful of patterns using CNC equipment...much faster and draft can be programmed into the CAD file. Thanks to the guy that gave me the crucible, I have a lot of five gallon buckets filled with petrobond oil sand. He needs to capture very fine detail in his work and rotates sand out that would still work fine for amateurs like me. Saved him the hazmat fee of getting rid of the stuff.
We can touch base in the spring about the transformers. I honestly don't know much about Linux CNC. I know it's there and that a lot of people use it with good results...that's where my knowledge ends. I joined this forum specifically for the Maho thread since it seemed to be the only active discussion about the older machines. I look at it like I look at going out to eat- once I order something I like, I'll always order that same thing off the menu. I know there are other things I'd probably like but, for better or worse, I stick with what I know.
We can touch base in the spring. I'm guessing the components will still be floating around the shop.
Erik
Foundry work is a fascinating field and I would agree with your three part outlook. After making some patterns, I now understand why there were many tools referred to as pattern making tools and vises. It is tedious work. I have made a handful of patterns using CNC equipment...much faster and draft can be programmed into the CAD file. Thanks to the guy that gave me the crucible, I have a lot of five gallon buckets filled with petrobond oil sand. He needs to capture very fine detail in his work and rotates sand out that would still work fine for amateurs like me. Saved him the hazmat fee of getting rid of the stuff.
We can touch base in the spring about the transformers. I honestly don't know much about Linux CNC. I know it's there and that a lot of people use it with good results...that's where my knowledge ends. I joined this forum specifically for the Maho thread since it seemed to be the only active discussion about the older machines. I look at it like I look at going out to eat- once I order something I like, I'll always order that same thing off the menu. I know there are other things I'd probably like but, for better or worse, I stick with what I know.
We can touch base in the spring. I'm guessing the components will still be floating around the shop.
Erik
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
02 Jan 2020 13:50 #153794
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
I am pretty sure all of the various modern DRO's, whether chinese or Mitutoyo etc use TLL square wave signals, so the output of the EXE should work fine with any. My three axis EXE boards needed +12V supply as well as +5V. DRO head units will only supply the 5V, you will need an addition PSU, but a 12V wall wart would probably work fine. I wired 12V off the Linux PC's PSU to the EXE's. The standard alone 602 EXE's I used on two axis did not need the 12V.
Mark
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
03 Jan 2020 19:21 #153919
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
The Boley 4LV lathe face plate is now finished...
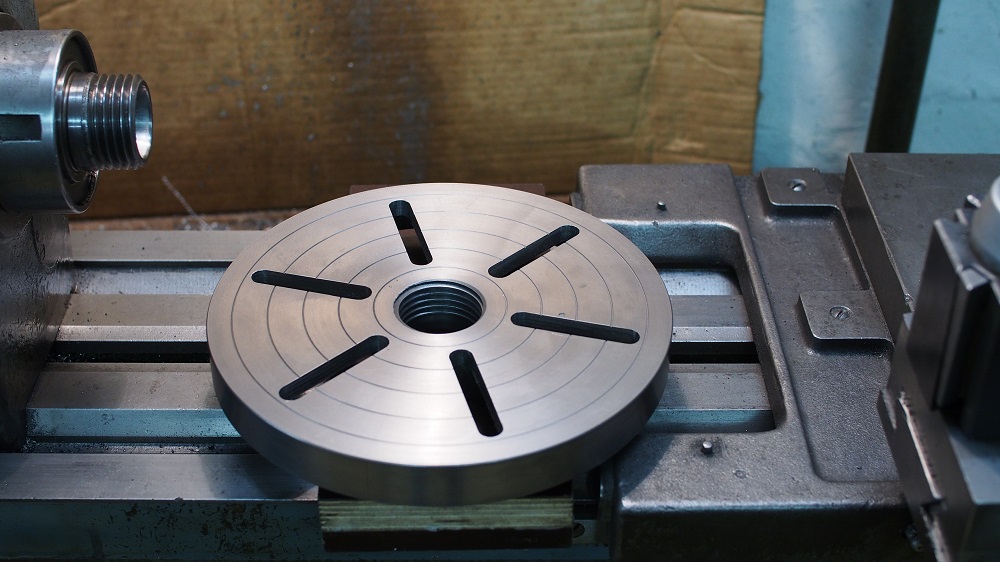


...also a video of the machining (including some MAHO LinuxCNC machining, so it is relevant) can be found here.
Mark
...also a video of the machining (including some MAHO LinuxCNC machining, so it is relevant) can be found here.
Mark
Attachments:
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
08 Jan 2020 17:26 #154324
by andypugh
Very much so. I don't have a foundry of my own, but I have quite a few things cast (to be honest, the commercial prices are such that I don't have much incentive to make my own foundry).
These parts: photos.app.goo.gl/jyLq2pMEzpLpT7V96
Are referred to on this receipt: photos.app.goo.gl/2F5R83N9brvAfAmAA
The large parts were fairly expensive, but then the £150 one weighed 90 kg before machining.
These are 3D printed patterns for a lathe steady: photos.app.goo.gl/MJMGsath5RZkAfpN8
Note the black part, a backup / packer to use during ramming that was trivial to CAD and print, but would have been a real job of work in wood.
And the parts: photos.app.goo.gl/Y7uJkLFqjPFMQFTV9
One tip if printing patterns, leave a hole to put a dowel in (let the CAD package find the centre of gravity...) for the foundry to put a screw in to remove the pattern from the sand. Screws do not take well in low-fill 3D print.
Replied by andypugh on topic Retrofitting a 1986 Maho MH400E
No offence to any wood workers ,but CAD systems an 3-D printers have really removed a huge problem of coming up with a quick pattern for casting. Even multi part patterns or incorporation of curves or art-nouveau/deco styling should be easy compared to making them from expensive wood.
Very much so. I don't have a foundry of my own, but I have quite a few things cast (to be honest, the commercial prices are such that I don't have much incentive to make my own foundry).
These parts: photos.app.goo.gl/jyLq2pMEzpLpT7V96
Are referred to on this receipt: photos.app.goo.gl/2F5R83N9brvAfAmAA
The large parts were fairly expensive, but then the £150 one weighed 90 kg before machining.
These are 3D printed patterns for a lathe steady: photos.app.goo.gl/MJMGsath5RZkAfpN8
Note the black part, a backup / packer to use during ramming that was trivial to CAD and print, but would have been a real job of work in wood.
And the parts: photos.app.goo.gl/Y7uJkLFqjPFMQFTV9
One tip if printing patterns, leave a hole to put a dowel in (let the CAD package find the centre of gravity...) for the foundry to put a screw in to remove the pattern from the sand. Screws do not take well in low-fill 3D print.
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-
Less
More
- Posts: 201
- Thank you received: 18
08 Jan 2020 18:16 #154331
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
That's a nice face plate Mark! Did you chamfer the edges on the slots on the Maho? It's a great thing to have the CNC do for you if you make parts in CAD/CAM, and not really that difficult to program by hand either since it's just 2D contours. My hand filed chamfers often look like a rough mess and cast iron seems a bit hard on my little Noga scraper.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
08 Jan 2020 21:46 #154351
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Those are some really nice castings Andy. There are no job foundries left around Vienna. There used to be plenty, even in the inner city districts, but were all gone by the 80's. If I need anything heavier than about 18kg cast, I'd probably get a friend to search for a foundry in Bratislava. But for me casting is a challenge I wanted to learn. Now I have the MAHO, I could have just bought a slab of Cast iron and hogged it out of the whole.
Using the 3D printer to also print followers is a technique I only just picked up on.
I didn't chamfer the face plate slots on the MAHO, as I cut the inner edge too close to the hub, and would not have had clearance for the chamfer tool. Also the face side was down during that op.
I changed the INI to reflect the recommendations of Todd and Norbert in this thread, and uploaded a short video showing the tool sensor behaviour now. Still have an error, but it no longer tries to dive through the table.
Mark.
Using the 3D printer to also print followers is a technique I only just picked up on.
I didn't chamfer the face plate slots on the MAHO, as I cut the inner edge too close to the hub, and would not have had clearance for the chamfer tool. Also the face side was down during that op.
I changed the INI to reflect the recommendations of Todd and Norbert in this thread, and uploaded a short video showing the tool sensor behaviour now. Still have an error, but it no longer tries to dive through the table.
Mark.
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-

Less
More
- Posts: 73
- Thank you received: 23
14 Jan 2020 20:09 #154841
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
Hi there,
so many interesting things going on here.
I continued work on my A-Axis, a pendant and many smaller parts.
I noticed some issues I'm not so happy with.
The Table drops 0.02mm on the 400mm from left to right (X) which is ok for me.
The drop in Y-direction is 0.05 on the short distance of 250mm.
Also the Main-Spindle seems to be not so happy with a 50mm cutter head.
It doesn't make noise, but the bearings need some readjustment, I guess.
The ballscrew in X is worn. The backlash is 0.3mm. It makes much more noise than the other ballscrews.
I will disassamble the table, remove the ballsrew and try to adjust the Y-drop,
which is very likely caused by play in the ledge.
I will probably replace the ballscrew if there is no simple fix.
I'll keep you up to date.
Cheers
Hanno


so many interesting things going on here.
I continued work on my A-Axis, a pendant and many smaller parts.
I noticed some issues I'm not so happy with.
The Table drops 0.02mm on the 400mm from left to right (X) which is ok for me.
The drop in Y-direction is 0.05 on the short distance of 250mm.
Also the Main-Spindle seems to be not so happy with a 50mm cutter head.
It doesn't make noise, but the bearings need some readjustment, I guess.
The ballscrew in X is worn. The backlash is 0.3mm. It makes much more noise than the other ballscrews.
I will disassamble the table, remove the ballsrew and try to adjust the Y-drop,
which is very likely caused by play in the ledge.
I will probably replace the ballscrew if there is no simple fix.
I'll keep you up to date.
Cheers
Hanno
Attachments:
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
Less
More
- Posts: 164
- Thank you received: 24
14 Jan 2020 20:57 #154845
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Hi Hanno
Big thanks for the update. If you pull the table ( big job) I would be interested in micrometer readings of the ways thickness variation. Ball screws --- seems the standard patch is using a mix of oversize balls. "Main spindle" --- Is that the transmission output shaft or the vertical head or the horizontal spindle ? Hope it is something easy.
Thought you had a second MAHO with rotary table ,looks as if you are making a rotary table ? Tell us more -- nosy Bobs want to know !
Thanks for the up date-
Bob
Big thanks for the update. If you pull the table ( big job) I would be interested in micrometer readings of the ways thickness variation. Ball screws --- seems the standard patch is using a mix of oversize balls. "Main spindle" --- Is that the transmission output shaft or the vertical head or the horizontal spindle ? Hope it is something easy.
Thought you had a second MAHO with rotary table ,looks as if you are making a rotary table ? Tell us more -- nosy Bobs want to know !
Thanks for the up date-
Bob
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
14 Jan 2020 21:14 #154846
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
Hi Bob,
yes, building a rotary table with a Sumitomo Fine Cyclo gear:
www.cncecke.de/forum/showthread.php?1026...chse-f%FCr-Maho-400E
The tool in the vertical spindle seems to get moved under heavy load. It runs smooth without warming under normal conditions.
yes, building a rotary table with a Sumitomo Fine Cyclo gear:
www.cncecke.de/forum/showthread.php?1026...chse-f%FCr-Maho-400E
The tool in the vertical spindle seems to get moved under heavy load. It runs smooth without warming under normal conditions.
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.465 seconds