Retrofitting a 1986 Maho MH400E
- drimaropoylos
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 40
04 Jun 2018 11:47 #111594
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
It should latch even without V.button 1, I thing.
John
John
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
04 Jun 2018 18:41 #111614
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
You could set it up like that, but since all the LinuxCNC interfaces are set up for a separation between "E-Stop close" and "Machine Start" I decided to implement it that way needing both to be pushed similataneously.
Mark
Mark
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
05 Jun 2018 07:18 #111649
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
I thing I will feed the e-stop signal to gmccapy like this

And I will not use the estop bouton in gmocapy, only a double bouton for the power up of the machine together with the servos.
And I will not use the estop bouton in gmocapy, only a double bouton for the power up of the machine together with the servos.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
05 Jun 2018 07:46 #111651
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
I am not sure that will work the way you envisage.
That Gmoccopy E-Stop button is connected with LinuxCNC's "Estop" signal. You need the LinuxCNC Estop signal connected through your MESA card to the the MAHO 28X2-4 pin on the I/O board so that the Mill will E-Stop automatically if LinuxCNC senses an internal software screw up.
You would need remove the net between Gmoccapy's Estop button's signal and linuxCNC's Estop signal to make that simply a start switch. Not sure that is really a good idea.
On mine I didn't add any new hardware. Just used the second set of contacts on 7A1 to put an E-Stop release signal into the MESA, which I netted to V.button.0. The 28X2-4 E-Stop in is wired to my MESA 7i84 TB2-2 , which is netted to LinuxCNC's Estop out. Works fine, pushing 7A1 and the on screen V.button.1 at the same time to start and latch the machine on. Pushing the V.Button 0 gmoccapy Estop at any time estops the machine, as does linux triggered estops (Have done plenty of them during the tuning of the axis PID).
Mark
That Gmoccopy E-Stop button is connected with LinuxCNC's "Estop" signal. You need the LinuxCNC Estop signal connected through your MESA card to the the MAHO 28X2-4 pin on the I/O board so that the Mill will E-Stop automatically if LinuxCNC senses an internal software screw up.
You would need remove the net between Gmoccapy's Estop button's signal and linuxCNC's Estop signal to make that simply a start switch. Not sure that is really a good idea.
On mine I didn't add any new hardware. Just used the second set of contacts on 7A1 to put an E-Stop release signal into the MESA, which I netted to V.button.0. The 28X2-4 E-Stop in is wired to my MESA 7i84 TB2-2 , which is netted to LinuxCNC's Estop out. Works fine, pushing 7A1 and the on screen V.button.1 at the same time to start and latch the machine on. Pushing the V.Button 0 gmoccapy Estop at any time estops the machine, as does linux triggered estops (Have done plenty of them during the tuning of the axis PID).
Mark
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
05 Jun 2018 08:59 #111656
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
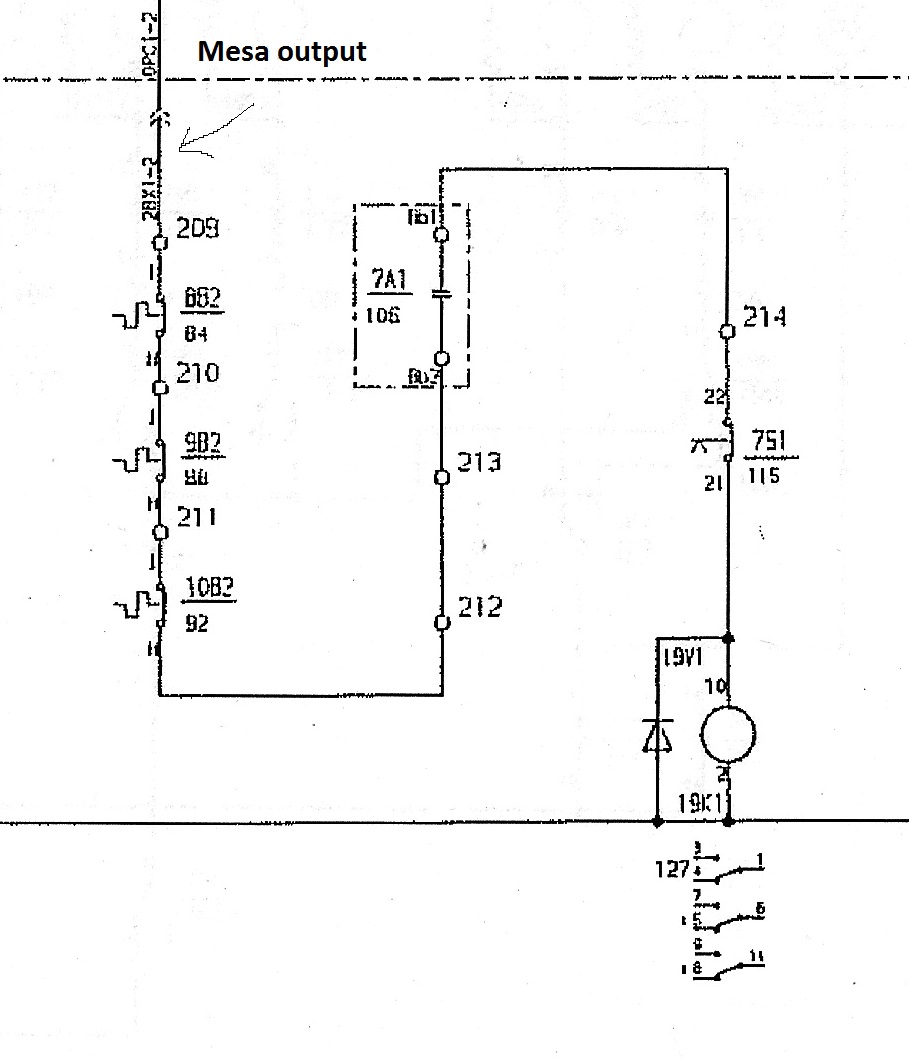
Linux can power off the machine at any time by cut this out
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
05 Jun 2018 09:03 - 05 Jun 2018 09:04 #111657
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
So gmoccapy can get in and out of estop only with the soft bouton and the V.button.0 pin,
We cant use mushroom stile estop connected directly to estop in pin?
We cant use mushroom stile estop connected directly to estop in pin?
Last edit: 05 Jun 2018 09:04 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
05 Jun 2018 09:18 #111658
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
At present I don't have the mushroom button signalling E-Stop to LinuxCNC directly. LinuxCNC is informed of an E-stop through the machine on circuit being dropped as you showed in your last post. This also works fine. I have had the physical E-Stop chain drop out numerous times due to hitting end stops, or because I hit the mushroom while setting up the axis motion, and Linux reliably detected the state change every time.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
05 Jun 2018 09:23 #111659
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
V.button.0. is a momentary bouton type input, if you net it with 7A1 contact (always on if K1 is on), gmoccapy will sense it like you keep pressing the estop bouton at all timeJust used the second set of contacts on 7A1 to put an E-Stop release signal into the MESA, which I netted to V.button.0.
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
05 Jun 2018 09:39 #111660
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Sorry, my mistake, I confused the 7A1 relay with the SH1 start switch in my last post. I wired the second pole of the SH1 start switch to V.Button.0.
Mark
Mark
The following user(s) said Thank You: drimaropoylos
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
05 Jun 2018 10:42 #111664
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
The way I like the machine to operate is this
1 close the K1 and wait for linux-gmoccapy to boot
2 press off all the estop boutons, doing so the power bouton on the gmoccapy from grayed becomes ready
3 press the double hard bouton next to soft power bouton and the machine starts, oiler-indramat… ext (and the power bouton goes green)
4 if I press again power bouton (hard or soft) the machine will power off
If something is not ok, as soon I let go the bouton everything goes off (not estop)
If something goes wrong in wiring the machine will power off , if something goes wrong to software everything powers off (not in estop but in power off)
I don’t know if this the proper behavior of a cnc machine, I haven’t use cnc in the past
John
1 close the K1 and wait for linux-gmoccapy to boot
2 press off all the estop boutons, doing so the power bouton on the gmoccapy from grayed becomes ready
3 press the double hard bouton next to soft power bouton and the machine starts, oiler-indramat… ext (and the power bouton goes green)
4 if I press again power bouton (hard or soft) the machine will power off
If something is not ok, as soon I let go the bouton everything goes off (not estop)
If something goes wrong in wiring the machine will power off , if something goes wrong to software everything powers off (not in estop but in power off)
I don’t know if this the proper behavior of a cnc machine, I haven’t use cnc in the past
John
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.508 seconds