Retrofitting a 1986 Maho MH400E
- Mccartymachine1
- Offline
- Senior Member
-

Less
More
- Posts: 42
- Thank you received: 2
31 Jan 2019 23:20 #125436
by Mccartymachine1
Replied by Mccartymachine1 on topic Retrofitting a 1986 Maho MH400E
Does anyone know what the difference is between the e102 and the e102 desired value inputs are on the 3trm2 driver? The manual says it is selected internally. Not sure which one you guys are connecting to the 7i77. The other thing I have noticed is that with nothing connected the servos stay still but when the 7i77 is connected in open loop all axis drift. I have to set each to about -0.0112v to stay still. Signal wires are short and shielded and referanced to ov terminal. Any input is appreciated.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1633
- Thank you received: 595
01 Feb 2019 13:39 #125463
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
I figured that the Indramat was tuned by MAHO 40 years ago, and the chances of me screwing it up if I try to "improve" it is pretty high. Since the system works, I haven't touched any settings. On mine all axis also drift if open loop, but only slowly. I never noticed whether theer was a difference with or without the Mesa connecte.
With regards to e102, I just connected the MESA 7i77 analog outputs into the same terminals as the Phillips was connected to. Didn't even realise there was that option.
Yesterday I started to wire up my second 602D EXE, only to find that it's output cable has different wire colors to the one I already have.
Mark
With regards to e102, I just connected the MESA 7i77 analog outputs into the same terminals as the Phillips was connected to. Didn't even realise there was that option.
Yesterday I started to wire up my second 602D EXE, only to find that it's output cable has different wire colors to the one I already have.
Mark
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17990
- Thank you received: 5281
01 Feb 2019 14:38 #125471
by PCW
Analog drives will always drift to some extent.
This should never happen in a working system since the drives should be disabled unless the PID loop is closed
You can null significant offsets via the PID components offset pin
Its important that LinuxCNC control the drive enables so it can disable the drives in case of a following error.
This is a safety issue so its suggested that drive enable control is implemented before you try any tuning or tests with
working drives
Replied by PCW on topic Retrofitting a 1986 Maho MH400E
Does anyone know what the difference is between the e102 and the e102 desired value inputs are on the 3trm2 driver? The manual says it is selected internally. Not sure which one you guys are connecting to the 7i77. The other thing I have noticed is that with nothing connected the servos stay still but when the 7i77 is connected in open loop all axis drift. I have to set each to about -0.0112v to stay still. Signal wires are short and shielded and referanced to ov terminal. Any input is appreciated.
Analog drives will always drift to some extent.
This should never happen in a working system since the drives should be disabled unless the PID loop is closed
You can null significant offsets via the PID components offset pin
Its important that LinuxCNC control the drive enables so it can disable the drives in case of a following error.
This is a safety issue so its suggested that drive enable control is implemented before you try any tuning or tests with
working drives
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
01 Feb 2019 23:21 #125508
by Mccartymachine1
Replied by Mccartymachine1 on topic Retrofitting a 1986 Maho MH400E
Sorry, I miss typed. It should have said e101 and e102. My Philips was connected to both. The indramat manual explained about testing with a battery connected to e102. So I just used that for the input. I wasn't sure if e101 was for high speed jogging or something. I haven't tested it.
While in closed loop it doesn't drift. I just didn't want the offset to make tuning harder.
While in closed loop it doesn't drift. I just didn't want the offset to make tuning harder.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
02 Feb 2019 14:23 - 02 Feb 2019 14:35 #125533
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
The Input is +/-10V, between those two pins. If LinuxCNC commands speed in one direction it will apply +V on e101, and - V on e102. To hold position it will be 0 voltage between the two pins. For motion the other way it will be applying -V on e101 and +V on e102. So if you connect a 1.5V battery between those two pins you should get about 1/6th speed in one direction. Reversing the battery should reverse direction.
Mark
Mark
Last edit: 02 Feb 2019 14:35 by RotarySMP.
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
02 Feb 2019 16:13 #125549
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
Hi,
the luby.py (Centralized Lubricater) didn't want to get loaded.
The error was "no such file or directory". For hours I messed around with $PATH, bash_profile, relative paths, absolute paths until I finally noticed that there were the characters "^M" at the end of each code line in lube.py. Somewhere in the process of downloading and copying the file over to the LinuxCNC-PC, editing with different editors vi, mousepad and kate they must have been automatically added. Nevertheless, it works as expected.
I ran Mark's clover-leaf code and I'm glad to see no drift after 1 hour (4 passes):
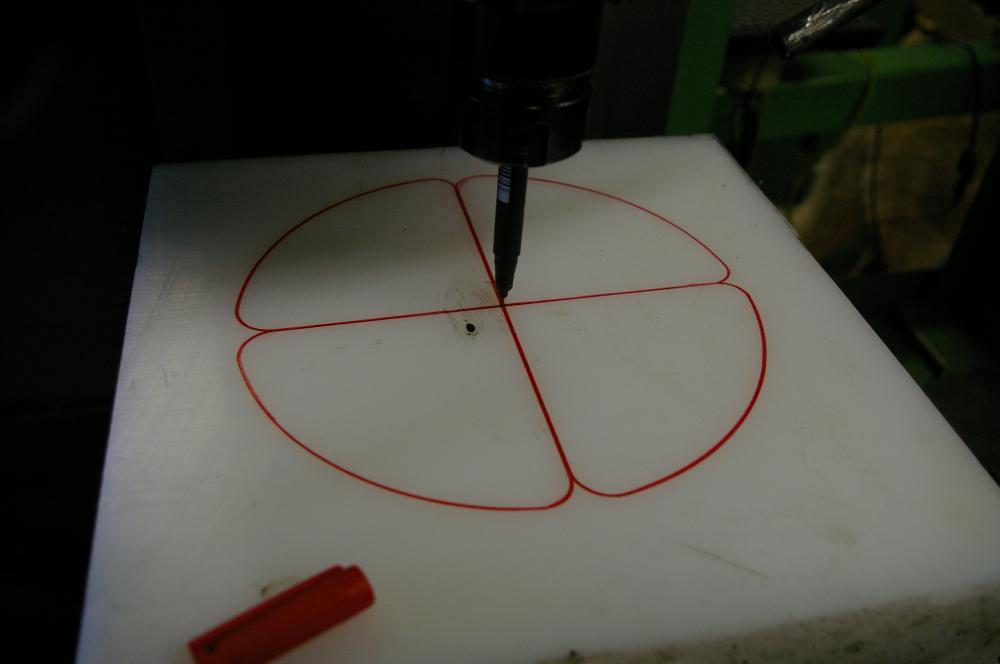
@Mark: How is the change to the new 602-EXE going ?
Swapped the axis labels:


the luby.py (Centralized Lubricater) didn't want to get loaded.
The error was "no such file or directory". For hours I messed around with $PATH, bash_profile, relative paths, absolute paths until I finally noticed that there were the characters "^M" at the end of each code line in lube.py. Somewhere in the process of downloading and copying the file over to the LinuxCNC-PC, editing with different editors vi, mousepad and kate they must have been automatically added. Nevertheless, it works as expected.
I ran Mark's clover-leaf code and I'm glad to see no drift after 1 hour (4 passes):
@Mark: How is the change to the new 602-EXE going ?
Swapped the axis labels:
Attachments:
The following user(s) said Thank You: Glemigobles
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
03 Feb 2019 14:45 #125581
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
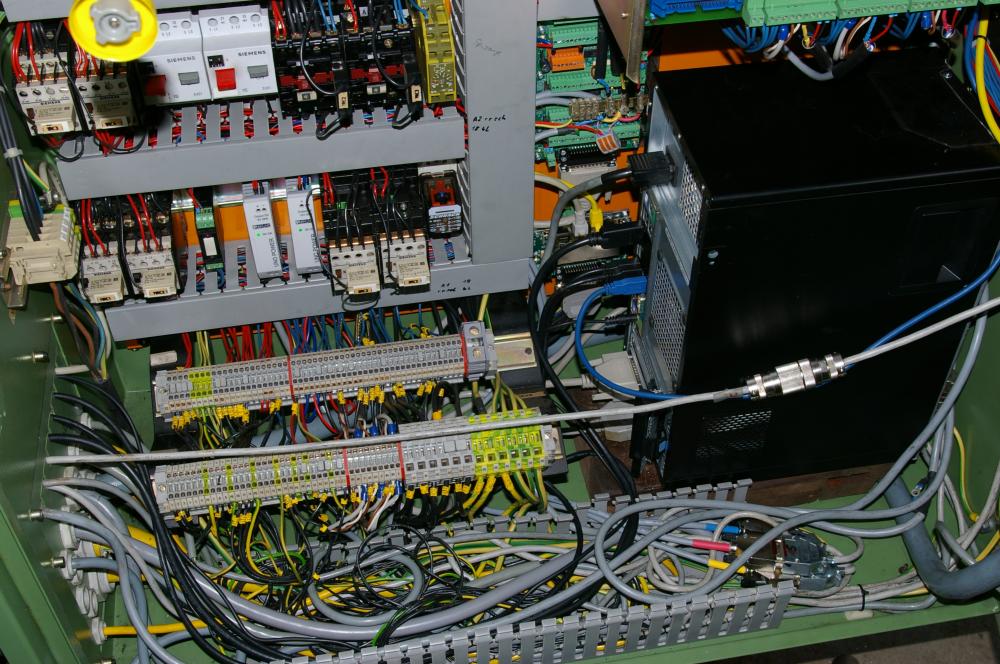
You want to see pictures of the progress ?
Here they are.
The wiring is almost complete.
Made a ground rail where I will mount an additional piece of sheet-metal against EMI over both MESA-cards when the 4th axis is wired up.

Almost everything nice and clean.
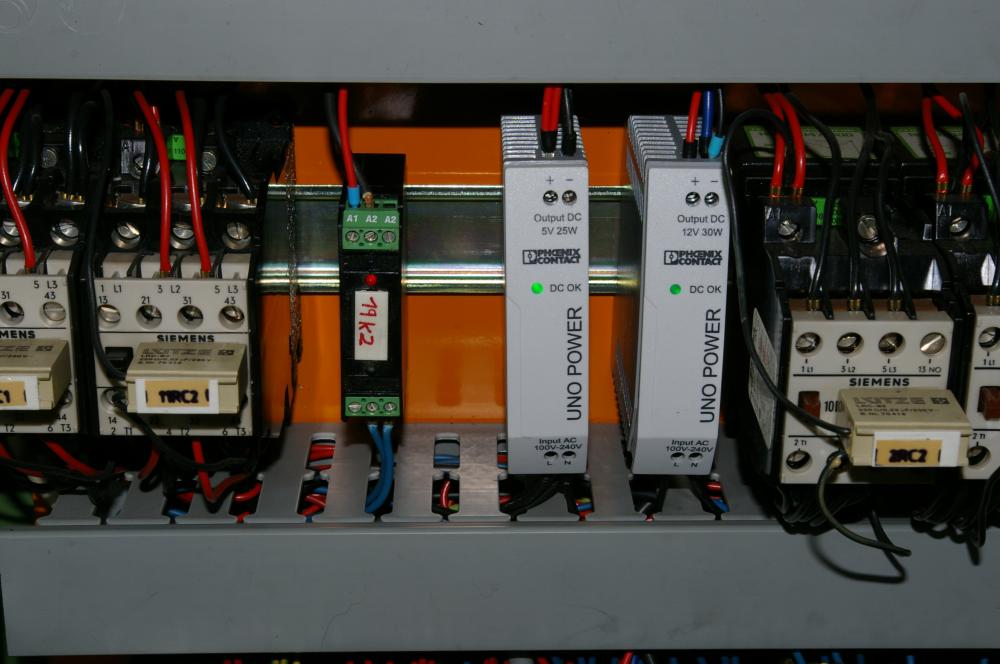
I "organized" two DIN PSUs with 1% voltage tolerance.
The difference to the ATX-PSU is only..... it looks better:
Here they are.
The wiring is almost complete.
Made a ground rail where I will mount an additional piece of sheet-metal against EMI over both MESA-cards when the 4th axis is wired up.
Almost everything nice and clean.
I "organized" two DIN PSUs with 1% voltage tolerance.
The difference to the ATX-PSU is only..... it looks better:
Attachments:
The following user(s) said Thank You: Glemigobles
Please Log in or Create an account to join the conversation.
- Glemigobles
- Offline
- Elite Member
-

Less
More
- Posts: 201
- Thank you received: 18
03 Feb 2019 15:19 #125582
by Glemigobles
Replied by Glemigobles on topic Retrofitting a 1986 Maho MH400E
Hi Hanmon,
Great to see your progress on the machine! I love how you managed to fit that sawn-off chassis in place of the original computer. I also want to repurpose my old desktop PC for the retrofit, even if it seems a bit wasteful (an i7 processor seems like overkill for the low speeds of the Maho); it seems like a move that ensures high quality components with long operating life where it really matters. It's already a PITA to troubleshoot a PC when something goes wrong, it would be even worse when the computer is a part of a complex assembly.
Mark, reading about your EXE problem it's even more impressive that you managed to do that retrofit! Thinking about it, your machine didn't work to begin with but you replaced the computer, interfaced everything and now you're successfully troubleshooting problems with faulty hardware. Your background as an aircraft service engineer must really be helpful to keep a cool head and proceed to methodically test everything. This shows especially in how you measured the axis drift. I guess that particular problem also helps to explain some of the problems you've had with machining in this thread. It would easily ruin my work to have that happen.
Great to see your progress on the machine! I love how you managed to fit that sawn-off chassis in place of the original computer. I also want to repurpose my old desktop PC for the retrofit, even if it seems a bit wasteful (an i7 processor seems like overkill for the low speeds of the Maho); it seems like a move that ensures high quality components with long operating life where it really matters. It's already a PITA to troubleshoot a PC when something goes wrong, it would be even worse when the computer is a part of a complex assembly.
Mark, reading about your EXE problem it's even more impressive that you managed to do that retrofit! Thinking about it, your machine didn't work to begin with but you replaced the computer, interfaced everything and now you're successfully troubleshooting problems with faulty hardware. Your background as an aircraft service engineer must really be helpful to keep a cool head and proceed to methodically test everything. This shows especially in how you measured the axis drift. I guess that particular problem also helps to explain some of the problems you've had with machining in this thread. It would easily ruin my work to have that happen.
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
03 Feb 2019 15:44 #125583
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
Hi,
concerning the position of the PC I would do it differently.
In my kiosk-control-panel there is a lot of unused space and there actually was a pc in the back. I now had to draw 5 cables through the conduit. 2xUSB, DisplayPort, Serial4pendant and 3,5mm Audio. If you use/place the PC inside the control housing you'd only have to draw the 2 D-SUB cables when using the 7i74, in Mark's case only one D-SUB.
Beside the logical separation, I think this would be much better due to EMI.
The MH400C indeed had the Philips controller located inside the control panel.
concerning the position of the PC I would do it differently.
In my kiosk-control-panel there is a lot of unused space and there actually was a pc in the back. I now had to draw 5 cables through the conduit. 2xUSB, DisplayPort, Serial4pendant and 3,5mm Audio. If you use/place the PC inside the control housing you'd only have to draw the 2 D-SUB cables when using the 7i74, in Mark's case only one D-SUB.
Beside the logical separation, I think this would be much better due to EMI.
The MH400C indeed had the Philips controller located inside the control panel.
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
Less
More
- Posts: 164
- Thank you received: 24
03 Feb 2019 16:38 #125584
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Hanmon
That wiring looks as if you prefer to do it correctly the first time, verses poking around later trying to find what wire isn't making contact. Good job, and thanks for the photos.
Question
Just below the ground rail is a red wire and three small pink wires going into some type of block having three orange stripes on the outside. What is that --- a wire junction block?
Mark
Sorry I can't offer you anything more than warm wishes for getting the 602D EXE problem sorted. Who would have thunk ---Heidenhain going to chick designer wire colors . Has to have been a marketing department decision.
Glemigobles
" the low speeds of the Maho " Granted a MAHO CNC mill may not be as fast as a SR 71 Blackbird , but what is / would be a fair comparison to machines built before -say year 2000 ?
Just wondering -- and No I don't how they compare to other similar CNC mills Just interested in what your thoughts are..
Bob
That wiring looks as if you prefer to do it correctly the first time, verses poking around later trying to find what wire isn't making contact. Good job, and thanks for the photos.
Question
Just below the ground rail is a red wire and three small pink wires going into some type of block having three orange stripes on the outside. What is that --- a wire junction block?
Mark
Sorry I can't offer you anything more than warm wishes for getting the 602D EXE problem sorted. Who would have thunk ---Heidenhain going to chick designer wire colors . Has to have been a marketing department decision.
Glemigobles
" the low speeds of the Maho " Granted a MAHO CNC mill may not be as fast as a SR 71 Blackbird , but what is / would be a fair comparison to machines built before -say year 2000 ?
Just wondering -- and No I don't how they compare to other similar CNC mills Just interested in what your thoughts are..
Bob
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.693 seconds